�ɂ������p�ɸ㶨3D��ӡ�C��ӡ���z���}
���3D��ӡ�C��ӡ��ģ���Ўׂ�����֮�g���ں�С���g϶������ģ���к��s�����������������l�F�B��̎�кܶ�Ľz��������Ҫ�҂��ù���С�ĵ�̎���Ƀ�����ô�Л]�кõ��k���������@�ӵ�������?
���˜p�����z�F��İl�����Ñ��ڴ�ӡ�ĕr��Ҫ��ҕ�س酢�����O�ã���ӡ�ضȲ���̫�ߡ����P�I��ԭ����ܾ������Ϲ�̫�L���߲������h���ͽz����ô��Q�k�����£�
һ���s��3D��ӡ�C���Ϲܵľ��x
������������O��߅����Ո����Ų�����gȥ��
(1)�����@�o���ٻ�ľ�|���w���ݽz��
(2)���Ј����I�ȏ���3.3MM�����Ϲܣ�һ�����uҺ���O���������u��Ȼ�����̎���ıM����һЩ��
�̵�Ŀ���Ƿ�ֹ������ܛ�܃ȏ������@�ӻ����ϕr�����p���ӕr��˲�g���ˡ�
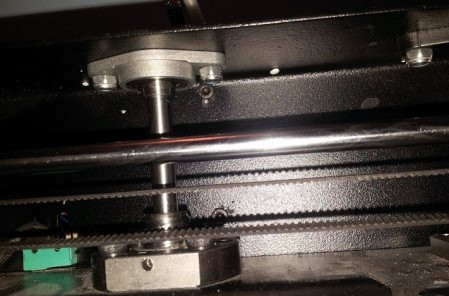
(3)�����Ϲܵ����ړQ��ȫ䓵ģ����ӌ����ϹܵĹ̶����ȣ��@��˲�g���˕r�����Ϲܲ����c�@��䓵������������\�ӣ���ʽ�~��Щ�����@�N�F���м��^����l�F����һ�c�c�\�ӣ��ڻ����ϕr�������ӕr���ӕr���^0.05�룬�������F���ϛ]��ȫ���˵�λ����ӡ�^���_ʼ�Ƅӣ��@������c����g���͕��a�����z�B�ӡ�

������3D��ӡ�C����ȼӂ�С�~��
(1)���Ј����ҵ��D��ʾ���~��
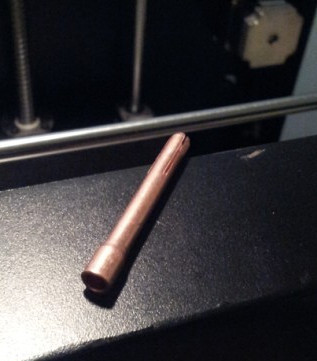
(2)�ؔ��С�Σ�Ҫ���g�Dz��֣��L��Ҫ1.1���ף�ҲҪ�����Լ��ć����L�ȁ������M���@��С���ڇ���������»�ӵĿ��g��

(3)���@��С��һ�^ĥ���ƽ�^��һ�^ĥ�����F�ǡ�ƽ�^��ȣ����F�����ⰲ�b�Mȥ��

(4)��̎���õ��~�����뇊��Ȳ������C���Ի�ӣ������`�����

(5)���ч��찲�b��ȥ�Ϳ����ˣ���ӡ�r���ٶ�60 �����˾��x6��ã���ӡ�r���B1MM������g��֮�g�����������½z�F��
ԭ�����@��С�~���ڇ���ȿ��`�������\�ӣ���ӡ���˕r�����˵��ϕ����@����һͬ���������@����С�~���c�������̎����Ҳ��һͬ�����������ԇ�����ڛ]�К������������������~��ǰ����释��ȿ��g�ܴ�ֻ�������Ļ��ˣ����܇������^�m�����ߣ��������½z�F��
ͨ�^����̎�����������3D��ӡ�C���M�д�ӡ�yԇ�͕��l�F�]�����z�F��l���ˡ�
(؟�ξ���admin)

 3D��ӡ̫������ɞ���
3D��ӡ̫������ɞ��� ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���a��
ʲô��G���a�� �P��3D��ӡ����������P֪
�P��3D��ӡ����������P֪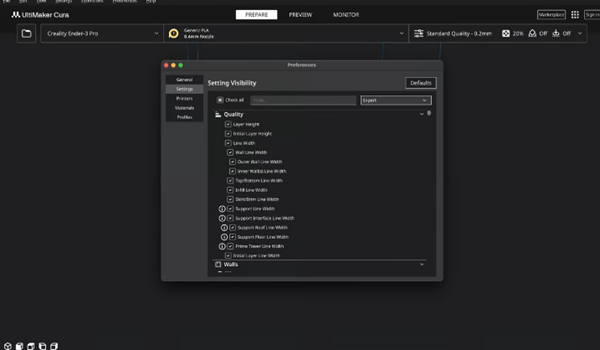 Cura��һ���O�ã���ʼ��
Cura��һ���O�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M3D
2023��������M3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l������õ�ģ��
�l������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM 

