����3D��ӡ���g(sh��)֮�T��ɰ��3D��ӡ(3)
�r(sh��)�g��2016-08-22 18:27 ��(l��i)Դ���ϘO�� ���ߣ��Ї�(gu��)3D��ӡ�W(w��ng) ��x����
4.GS
GS( Gener is sand) ��ˇ��(gu��) Generis ��˾Ҳ����ɰ�͵Ŀ��ٳ����о�, �乤ˇ·���nj�ɰ���ƽ֮��, ���ö�ͨ�����^��ɰ��������֬,Ȼ����һ��(g��)���^����(j��)݆��·���������,��������֬��l(f��)���z(li��n)����(y��ng), ʹ�T�͌ӌӹ̻��ѷe���Ρ�
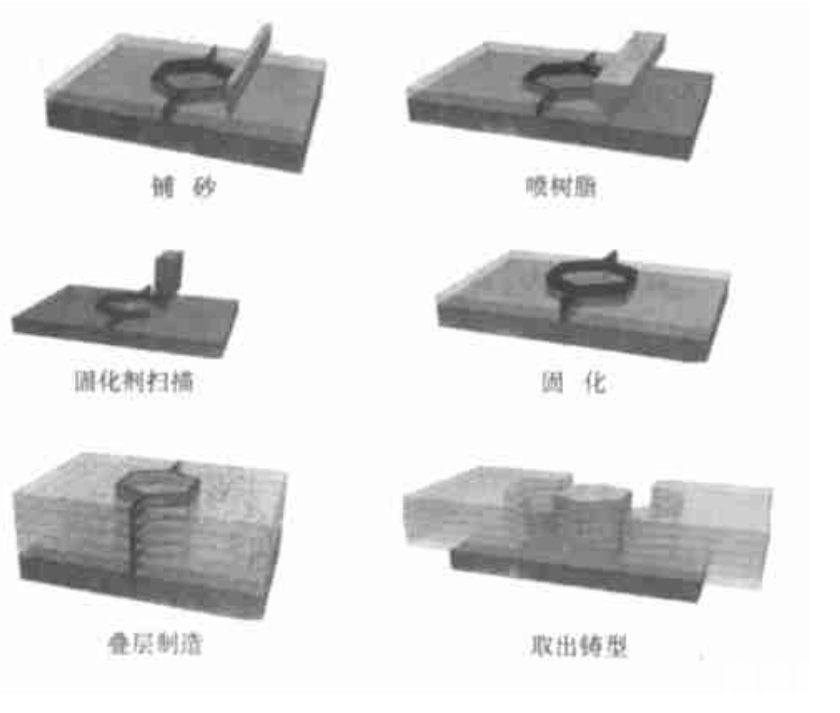
GS ɰ���ι�ˇʾ��D
ԓ��ˇɰ��ߴ���_(d��) 1500 mm��750 mm��750 mm,�Ӻ�ȿ��_(d��) 0. 3 m m,����������������T��, ����ȱ�c(di��n)��ʮ�����@��, ���ژ�֬����������(g��)ɰ������,�T��������
�������ں��И�֬��ɰ����֮��, �@�ӽo���m(x��)ȡɰ�͕r(sh��)��ɰ����(l��i)���y, ������̎������,ͬ�r(sh��)ҲӰ���ɰ�͵ľ��Ⱥͱ����|(zh��)����
��ͬ��ˇ3d��ӡֱ���T�����췽�����c(di��n):
1. SLS �� 3DP ��ˇ, ���ڲ������Ⱥܼ�(x��)���մɷ�ĩ�Ȳ���, �伤�������ͨ�����^ʹ���Ά�Ԫ�^С, �����c����ԭɰ�� PCM ��ˇ���, �����^�ߵ��T�ͱ����|(zh��)��������
�����O(sh��)����ο��g�ͳ����ٶȵ�����, ֻ�m����������С����SLS �c 3DP���, ��]�к�̎������, ���ҿ����ìF(xi��n)�еĸ�Ĥɰ����, �����T���ϵđ�(y��ng)�ø��߃�(y��u)��(sh��)��
2. PCM ��ˇ�� GS ��ˇ���õĒ����\(y��n)��(d��ng)ϵ�y(t��ng)�͇��似�g(sh��)ʹ������^��ij��ο��g, �����ϵ�y(t��ng)���\(y��n)��(d��ng)���ȸ�,�����T�͵ijߴ��`����Կ������S�ɷ����ԃ�(n��i), �����@һ
�`���(hu��)�S�T�ͳߴ�������@���������O(sh��)����\(y��n)��(d��ng)����һ���h(yu��n)С���@һ�`��, ���Կ������ �����T�͡� PCM ��ˇ��ԭɰ�� ��֬��ԭ���ϵĜ�(zh��n)���^���c���y(t��ng)��ˇ��ͬ, �ҟo(w��)GS ��ˇ���s�ĺ�̎������͌����O(sh��)��, �T�͵ľ��Ⱥͱ����|(zh��)�����ױ��C, ��(y��u)��(sh��)���@,�������|(zh��)�����д��M(j��n)һ����ߡ���֮, �c���y(t��ng)���ͷ������,ֱ���T�����칤ˇ�����o(w��)�ɱȔM�ă�(y��u)Խ�ԡ� �κ�һ�N��ˇ����һ�����m�÷���, �@�ǹ��̆��}�����c(di��n), ֱ���T�����칤ˇ��������,��Ҳ����ȡ�����y(t��ng)����ˇ�����y(t��ng)���ͷ����ڴ��������a(ch��n)�о��кܴ�ă�(y��u)Խ�ԡ� ����ģ�ӿ����؏�(f��)����,���y(t��ng)�������a(ch��n)�T���ijɱ��������c���a(ch��n)�����з����P(gu��n)ϵ, ��ֱ���T�����칤ˇ��
����3D��ӡֱ�ӳ���ɰ�ͣ�о��
��Ĥɰ���мӟ�̻������c(di��n)����̻��ض�һ���200��280�档��(d��ng)������踲Ĥɰ�r(sh��)������ĸ�Ĥɰ���յĹ����D(zhu��n)���ɟ��ܲ�����ӵĸ�Ĥɰ������ʹ�̻��ضȷ�����(n��i)��ɰ���l(f��)���̽Y(ji��)������ʡ������ٶȵȹ�ˇ����(sh��)��(du��)��K��ɰ�͏�(qi��ng)������ҪӰ푡�ͨ�^�����x�y(c��)�ء�Ansys����Ԫܛ����(sh��)ֵģ�M���F(xi��n)��(ch��ng)��(sh��)�(y��n)���k�����õ��˲�ͬ���ʗl���¸�Ĥɰ�ğ�̽Y(ji��)���ȼ�����������o���˸�ĤɰSLS�����͵ĺ�����ˇ����(sh��)����ָ�������^��(hu��)��Ĥɰ�Ę�֬Ĥ�l(f��)���^����̿����ʹ��ʧȥճ�Y(ji��)���á�
���ø�Ĥɰ�^��̿��ʧЧ�����c(di��n)�����Ԯa(ch��n)��һ�N���ڼ�����݆��������ֱ�ӫ@�ø�Ĥɰ�T�͵ķ�������������CADܛ������Ӌ(j��)��C(j��)�н���Ҫ�ӹ���������S���wģ�ͣ����÷���Ƭܛ����(du��)���M(j��n)��̎�����õ���ͬ�߶���ÿһ����ӵ�ƽ�����Ϣ��CAD/CAMϵ�y(t��ng)����(j��)������Ϣ����x-y�������ڸ��ӷ�ĩ�ϵĔ�(sh��)���\(y��n)��(d��ng)ָ���Ӌ(j��)��C(j��)�Ŀ����£����ս���݆������Ϣ���ڷ�ĩ�ϒ���������Π����Ĺ���Ҫ����ʹ��݆��߅��̎�ķ�ĩ��ȫ̿����ʧȥ�̻����ã����Ӓ���ֱ���ѷe����������S����Y(ji��)��(g��u)�ķ����档���ո�Ĥɰ�̻���ˇ�l����Ҫ��(du��)ɰ���(n��i)��ɰ�M(j��n)�мӟ�̻���ʹ�̻���ĸ�Ĥɰ������������ͣ��Ϳɵõ�Ŀ��(bi��o)�T�͡�������Ҫ���c(di��n)�ǣ������ٶȿ죬Ч�ʸߣ����ͼ��ęC(j��)е���ܼ������|(zh��)���ߣ����Ͳ����x���V��
(؟(z��)�ξ���admin)

 3D��ӡ̫�(y��ng)������?q��)��ɞ��?/a>
3D��ӡ̫�(y��ng)������?q��)��ɞ��?/a> ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���a��
ʲô��G���a�� �P(gu��n)��3D��ӡ����������P(gu��n)֪
�P(gu��n)��3D��ӡ����������P(gu��n)֪ Cura��һ���O(sh��)�ã���ʼ��
Cura��һ���O(sh��)�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z����(n��i)��
- ��3D��ӡ̫�(y��ng)������?q��)��ɞ�������Դ�Ľ�Q
- ����θ���3D��ӡ�IJģ�PLA��ABS��������
- ��ʲô��G���a��
- ���P(gu��n)��3D��ӡ����������P(gu��n)֪�R(sh��)
- �� Cura��һ���O(sh��)�ã���ʼ�Ӻ�(ji��n)�ν��
- ��һ���˽�3D��ӡˮ���z
- ���錚���3D��ӡ���K�Oָ�ρ�(l��i)�ˣ�Ո(q��ng)�պ�
- ��Ϟ�������3D��ӡ���K�Oָ�ρ�(l��i)�ˣ�Ո(q��ng)��
- �����������ˮ3D��ӡ����
- ���ؿ���3D��ӡ֧�ΨC�K�Oָ��
���]��(n��i)��
 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M(f��i)3D
2023��������M(f��i)3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l(shu��)������õ�ģ��
�l(shu��)������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM ���c(di��n)��(n��i)��
- ����Ҋ���N3D��ӡ���g(sh��)��FDM��SLS��SLA��
- ��SLM 3D��ӡ��ˇ��ԭ�������c(di��n)����(y��ng)��
- ������3D��ӡ���g(sh��)֮�T��ɰ��3D��ӡ
- ����̻�3D��ӡ�C(j��)��ʹ�õĹ�����֬������
- ���҇�(gu��)3D��ӡ��I(y��)����Щ��
- ��3D��ӡ�C(j��)ُ(g��u)�Iָ�ϣ�����x����m��3D��
- ��SLA 3D��ӡ��ˇ��ԭ�������c(di��n)����(y��ng)��
- �����ώ��̴�����D(zhu��n)��̻�3D��ӡ --�\ՄS
- ��ʲô��3MF������STL��ʽ�Æ
- ���������˽�N�Ҋ��3D��ӡ����


