�����x���Լ����ۻ�3D��ӡ���g�Ўׂ�Ӱ푴�ӡ�����ܵ�����
��ĩ���x���Լ����ۻ���SLM��3D��ӡ���g�������p�����Y�������s�����Y������l�]�����ص����á�Ȼ��Ҫ�õ�����Ĵ�ӡ�|����Ч�����ڴ�ӡ�^������Ҫ���]�����غܶ࣬�������SLM280����3D��ӡ�C��������ĩ���x���Լ����ۻ����g��һЩӰ푴�ӡ�aƷ���ܵ������M����������

�x���Լ����ۻ�3D��ӡ���^��
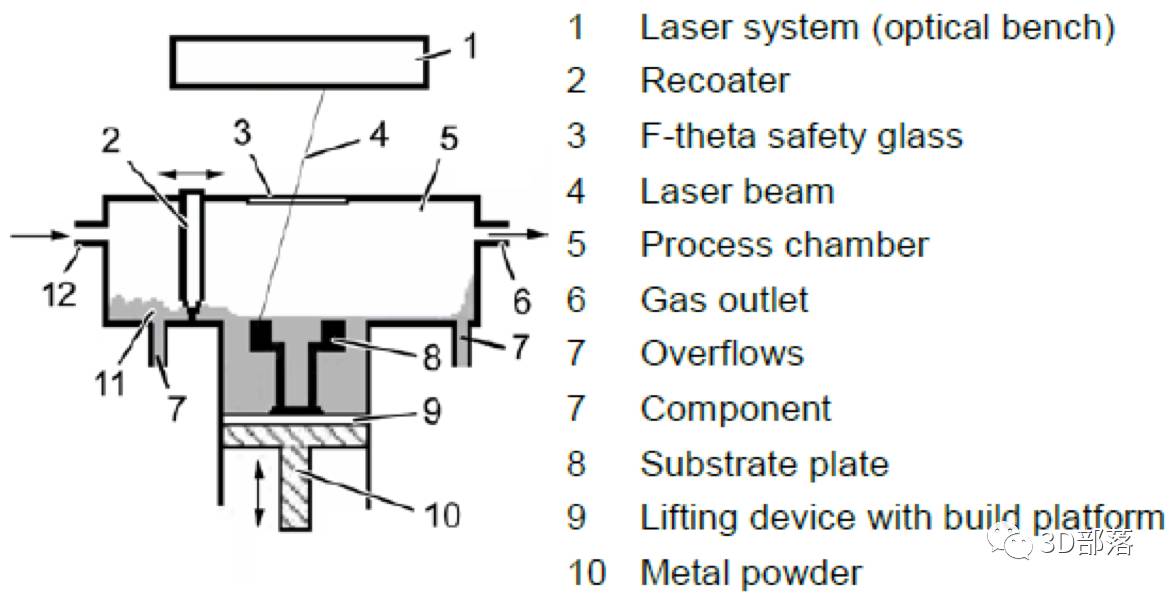
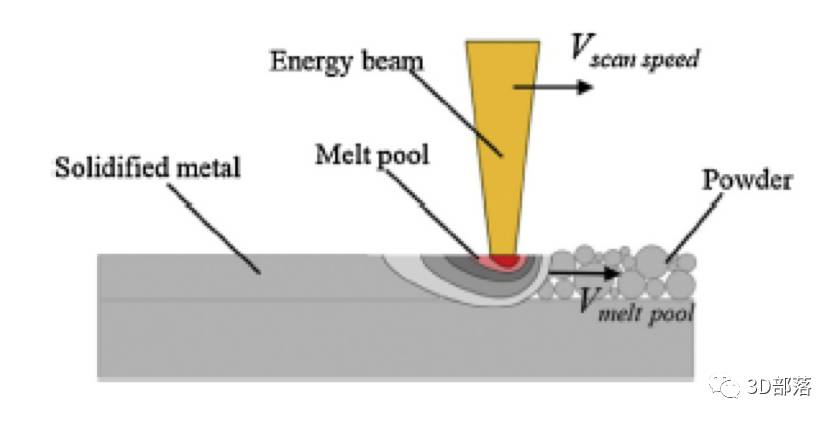
ÿ����K�����������һ�ӌ����ڶ��ɣ�ÿ����һ�ӣ�ƽ�_�½����µķ�ĩ䁝M�ˌ��؏������^�̡��������ij���ԭ���Ǽ��⌢һ�������ܶȵ�������ĩ�ӣ�ʹ��������ą^��ȷ�ĩ�_�����ڠ�B����ĩ���յ��������ܶȺͼ���ĺܶ��������P����������ٶȣ������g�࣬���蹦�ʣ�����������ڽ��ٷ�ĩ�����γɟ�Ӱ푅^�γ��۳أ��۳�Ӱ��܇���ĩ���ͺ���Ч����
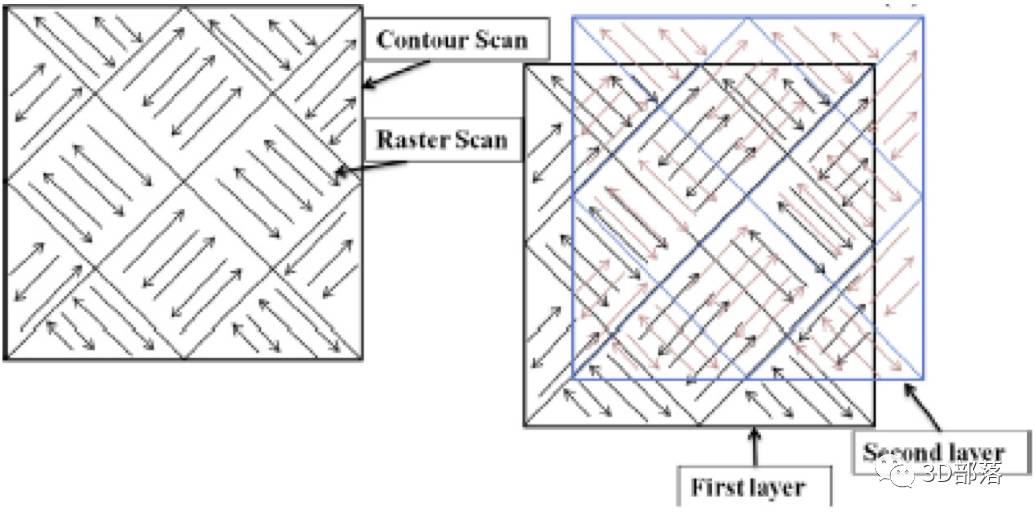
���������һ����Ҏ�ɺͷ�����赽��Ҫ���͵����څ^������ͬ���Ϻ����Ěw������·����������^��ֳɗl�����P��ȣ�������Ч��ጷ�����Ȳ�������Ҏ��ÿ�Ӓ����������Ԝp�كȲ�ȱ�ݵõ����ܶȸ��ߣ����W���ܸ��õ������
Ӱ푴�ӡ�aƷ���ܵ�����
��ô���@һ�^���У����Ďׂ��������ֲ��܉�������K�aƷ�����أ��҂�����ͨ�^�����ׂ�Ӱ푴�ӡ�����ܵ���Ҫ�����ҵ��𰸡�
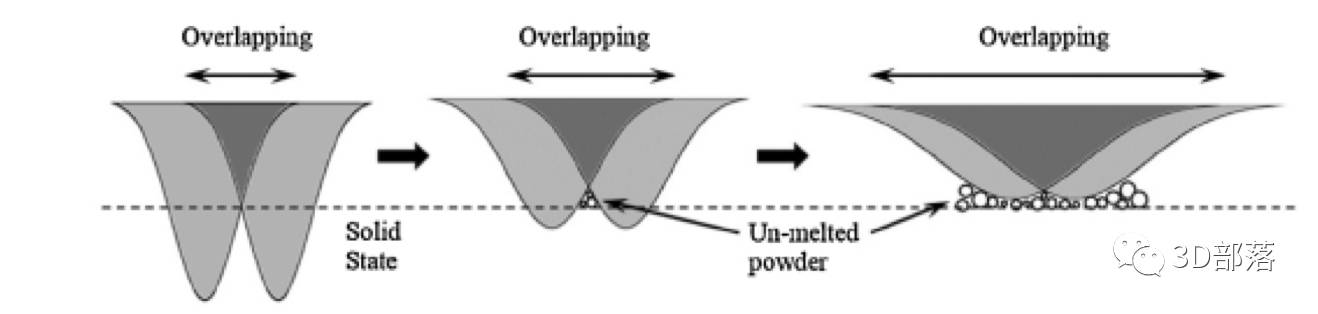
������ͬһ�N�����ڲ�ͬ�����g���µķŴ�D�����Կ������S�������g��ĔU��һ���ķ����������F�dz����@�ăȲ�ȱ�ݣ�
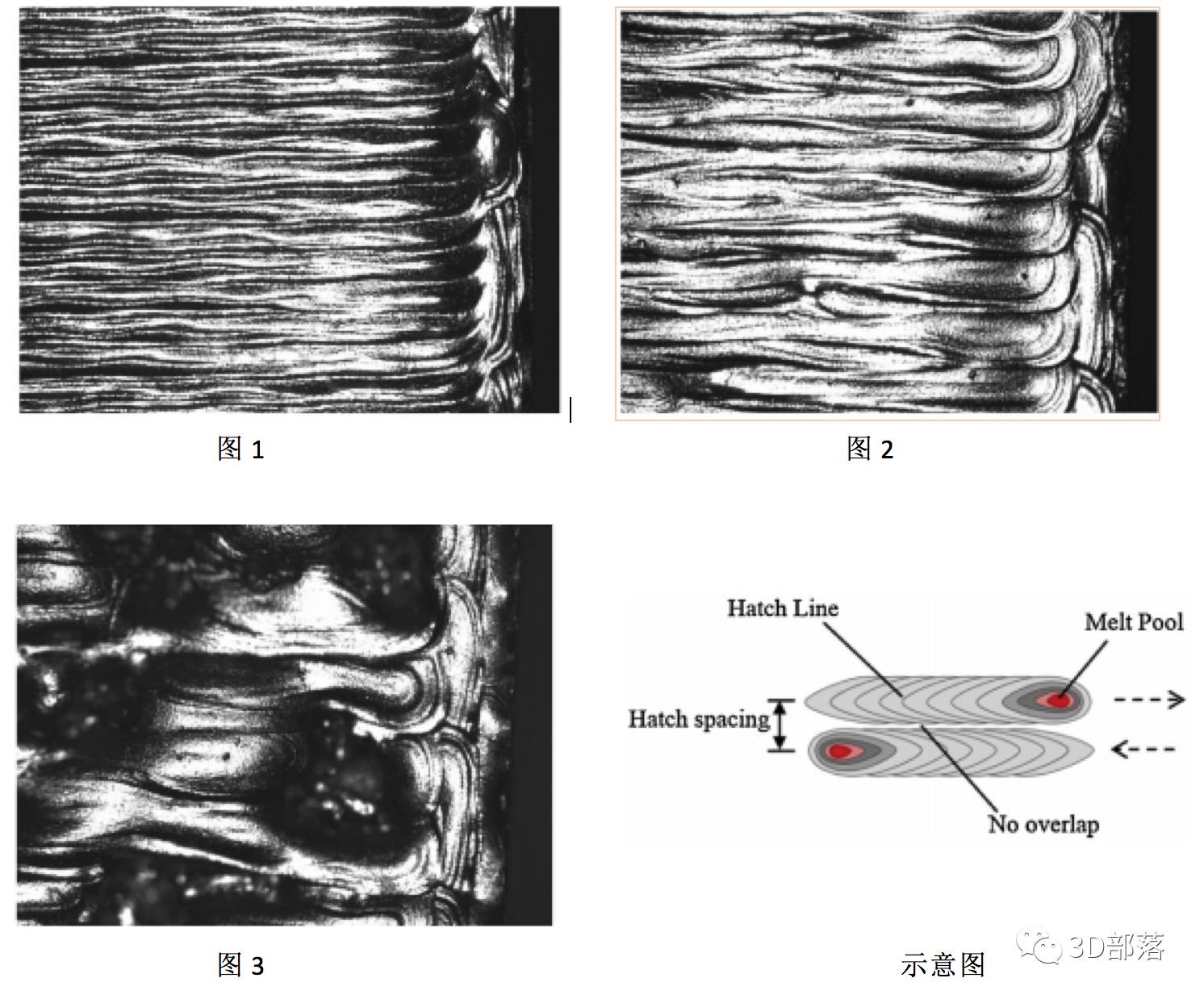
�mȻ�����g�������@�����������ٶȣ����۳ط������ޣ�����g���^��ʹ���۸����ȵĴ����̫С�����ص�Ԓ���a���D3�@�NЧ����
�ف���������ɂ����أ�����ʺ͒����ٶȡ��@�ɂ�����Ҳ�ǛQ�������ܶȵĺ��ą�����ֱ��Ӱ푳�������Ŀ�϶�ʣ���϶����ֱ��Ӱ푳�Ʒ�ęCе���ܵȡ�
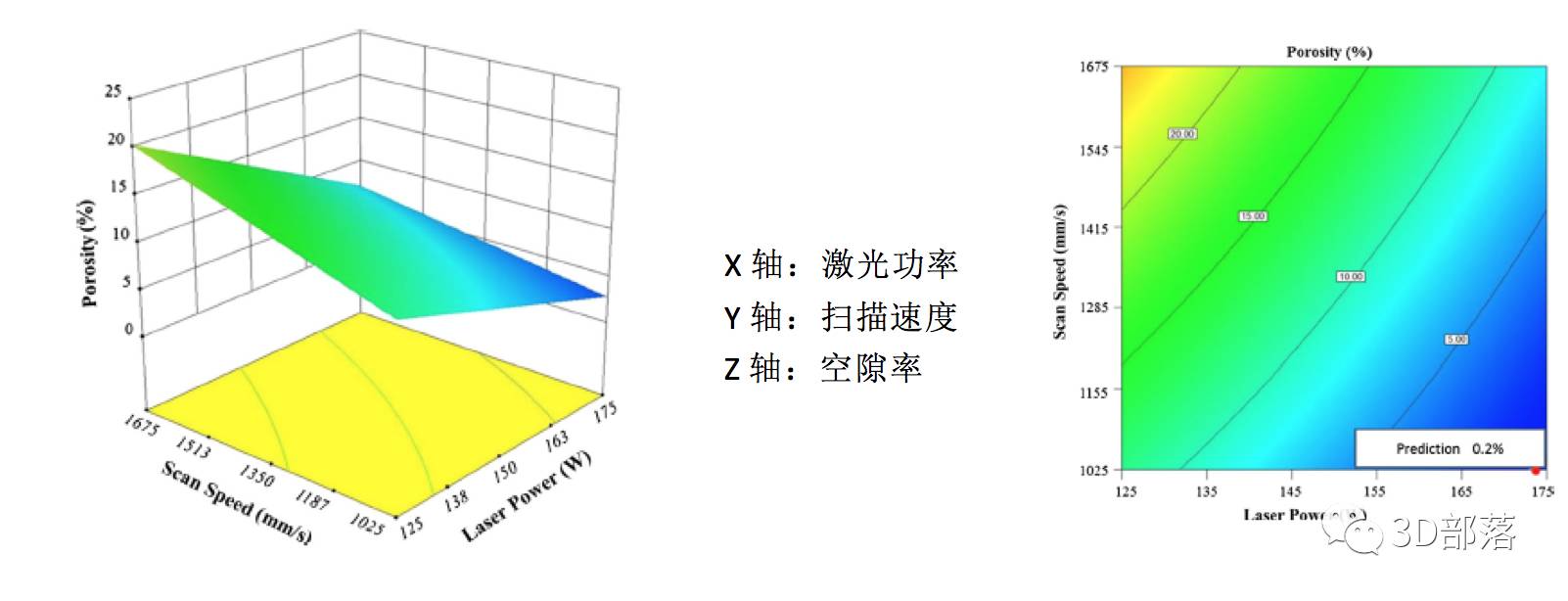
���ψD���X�Ͻ�������S������ʵ����ߺ͒����ٶȵĽ��͕�ʹ������Ŀ�϶�ʽ��͡��@�Nڅ���������ߵ������ܶ�ʹ�÷�ĩ���õ������γɵģ���ô�Dz��������ܶ�Խ��Խ���أ���Ȼ�]��ô���Σ���������̫��Ҳ��ʹ������Ȳ����w�����ų��a����϶�����D��
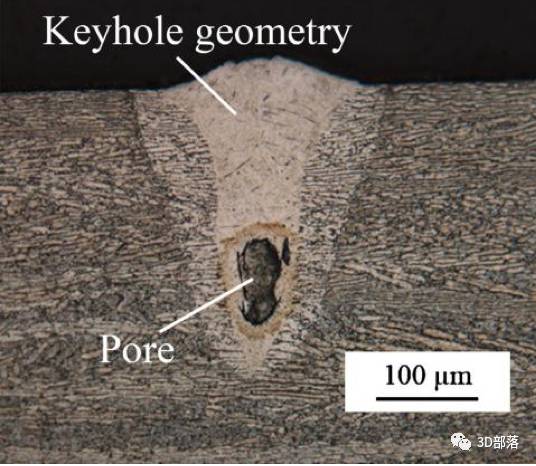
�ܶ��l���¼��Ⅲ���a���ĽY�����Ǿ��Եģ��ڸ������ܶ����@һ�^�͕̾�׃���������s���e�����ӣ�
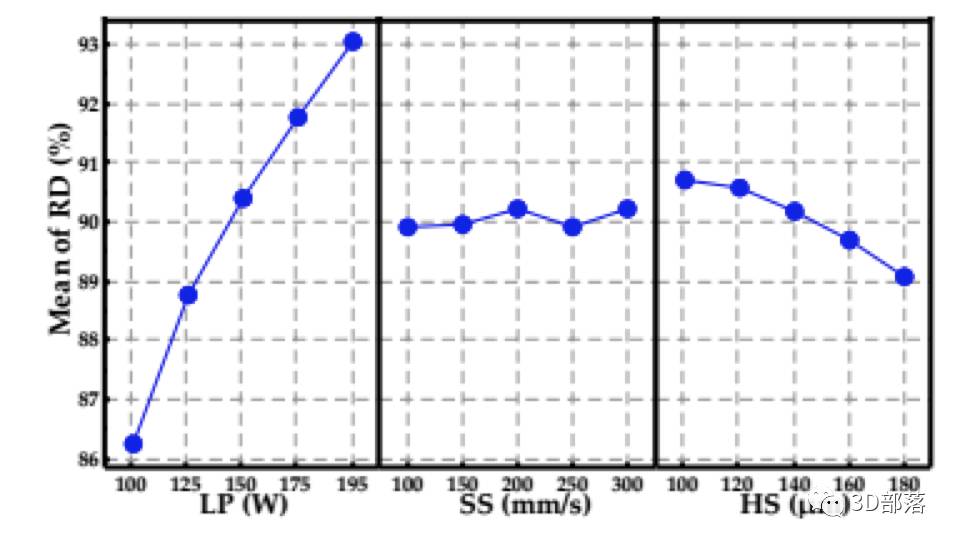
�ψD���~�Ͻ���о��У��քe�o���˼���ʡ������ٶȡ������g�������ܶȵ�Ӱ푡����Կ������e�����S�������g��ĔU�������ܶ��mȻ�����ˣ��������ܶȲ��]��̫��׃�����@�N�F�����ɰ���������ͬӰ푵ġ�
�ف�������ͬ�Ĺ��ֱ������ӡЧ����Ӱ푣�
��߲������^��ͬ�ӵ������ܶ��£��S�����ֱ����׃���ʹ�������������ϱ��棬ÿ���·��ķ�ĩ�������õ��յ������۳ص�Ӱ���Ч�ڻ���ֱ��Ӱ�����|���������ֱ��������쏊�Ƚ��ͣ������a���Ѻۡ�
�C�ϣ�ֻ�в���������ӡ��ˇ���ܸ��õĿ˷�SLM 3D��ӡ���g�ıˣ��Ƅ��@һ���g�������I��đ��á�
(؟�ξ���admin)

 3D��ӡ̫������ɞ���
3D��ӡ̫������ɞ��� ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���a��
ʲô��G���a�� �P��3D��ӡ����������P֪
�P��3D��ӡ����������P֪ Cura��һ���O�ã���ʼ��
Cura��һ���O�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M3D
2023��������M3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l������õ�ģ��
�l������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM 

