����3D��ӡ-���������O(sh��)Ӌ(j��)ָ�ϣ��ϣ�
��ĩ�����ڽ���3D��ӡ���g(sh��)�阋(g��u)�����������Π�͏�(f��)�s����������ṩ�˘O������ɶȣ���ֱ�Ӹ���(j��)CAD��(sh��)��(j��)�����Ʒ���o��ʹ�óɱ��߰��ļӹ����ߡ����Ԃ��y(t��ng)��ʽ�������@Щ�O(sh��)Ӌ(j��)��(f��)�s��������t�@�÷dz����Ќ�(sh��)�H������������������ɡ��������켼�g(sh��)���������������p������Ч���܉���õذl(f��)�]�������ܡ�
Ȼ�����@�������f�@�N�`�����܉��҂��S���������O(sh��)Ӌ(j��)�κ���Ҫ���Π�����ڳɱ��ļs���£��҂�Ҳ�����������@һ�c(di��n)��
���@���棬����3D��ӡ����Ӣ������B���Y(ji��)��һϵ�е����������O(sh��)Ӌ(j��)ָ�ϣ��ڴˣ�3D�ƌW(xu��)�Ȍ��֞�����c���ѷ��������Ğ��ϰ벿�֡�
�c�κ����칤ˇһ�ӣ��������켼�g(sh��)Ҳ���Լ��ă�(y��u)�ݺ;����ԡ����磬��(du��)�ڲ��ü����ĩ�����ڼ��g(sh��)���������������O(sh��)Ӌ(j��)�Б��첿�� �� Ҳ���Ǿ���Ҫ��δ�۷�ĩ��픲��M(j��n)�����ڼӹ���λ�� �� �t������Ҫ�O(sh��)Ӌ(j��)һ����֧�β��������ɼӹ����@Щ֧�Ε�(hu��)���Ӽӹ��r(sh��)�g�����ĸ�����ϣ�����߀��Ҫ�~��ĺ�̎����M(j��n)���Ƴ���
���ܽ�(j��ng)�^��(y��u)�������
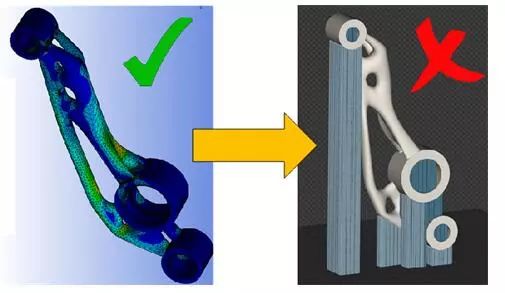
�DƬ����������m��(j��ng)��(y��u)���������Ǟ������������� (AM) ���O(sh��)Ӌ(j��)�����������Ҫ����֧�Σ���(d��o)������������Ч��ƫ�͡�
��Դ����B
��ˣ�����҂���������������켼�g(sh��)���a(ch��n)���܃�(y��u)���������ͬ�r(sh��)��Ҫ���(j��ng)��(j��)�͌�(sh��)���ԣ���ô���������O(sh��)Ӌ(j��) (DfAM) ��׃���Ȟ���Ҫ��
�����҂��_ʼ��B�܉������������ӹ��ijɹ��ʼ����a(ch��n)Ч�ʵ��T���P(gu��n)�I���أ���������O(sh��)Ӌ(j��)�����_�l(f��)��Ч�����a(ch��n)����r(sh��)��(y��ng)��ѭ��һЩ��Ҫָ��(d��o)ԭ�t��
����1��������(y��ng)��
������(y��ng)���ǿ��ټӟ����s�ı�Ȼ�a(ch��n)��@�Ǽ����ĩ���ۻ���ˇ�Ĺ������ԡ�ÿһ��(g��)�µļӹ��Ӷ���ͨ�^���·�ʽ��(g��u)���ģ��ڷ�ĩ�����Ƅ�(d��ng)�۽����⣬�ۻ���ĩ플Ӳ������c�·���һ��(g��)�ӹ����ۺϡ����۳��еğ�����(hu��)���f���·��Ĺ��w���٣��@�����ڵĽ��پ͕�(hu��)��s�����̡��@һ�^�̷dz�Ѹ�٣���sֻ�Ў��롣
�µĽ��ٌ����ӽ��ٵ��ϱ������̺���s�r(sh��)��(hu��)���F(xi��n)�տs�F(xi��n)�������ܵ��·����w�Y(ji��)��(g��u)�����ƣ����տs��(hu��)��(d��o)���c��֮�g�γɼ�������
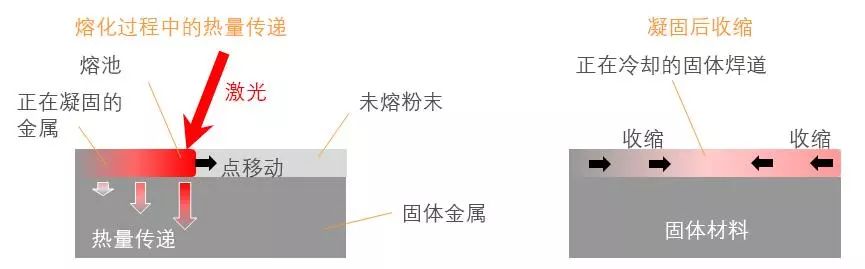
�D �� �����ڹ��w���w��픲����ڽ����γ��µĺ�������������������ʸ���Ƅ�(d��ng)�����ڷ�ĩ���S��ͨ�^���������f���·��Ĺ��w���٣����ں�ķ�ĩ�_ʼ��s�����̺���s�����տs��ԓ���ٌ��c��һ��֮�g�͕�(hu��)�γɼ��������ң�����Դ����B
������(y��ng)�������Ɖ��ԡ���(d��ng)�҂�?c��)�һ��(g��)�ӹ���픲�������һ��(g��)�ӹ��ӕr(sh��)����(y��ng)���S֮�γɲ��۷e���@���܌�(d��o)�����׃�Σ���߅������֮����ܕ�(hu��)Ó�x֧�Σ�

��Դ����B
�ڱ��^�O�˵���r�£���(y��ng)�����ܕ�(hu��)��������ď�(qi��ng)�ȣ���ɽM���Ɖ����_�ѻ�ӹ��бP׃�Σ�
��Դ����B
�@ЩЧ��(y��ng)�ھ����^��M����������������@����?y��n)���������������^�L�ĺ��������Ҽ��������õľ��x���L��
-- �M���ܜpС������(y��ng)��
��Q�@һ���}���ֶ�֮һ�Ǹ�׃�҂��Ē�����ԣ��x��һ��(g��)���m��������Π�ķ�������(d��ng)�҂��ü���܉�E���������ĕr(sh��)��ͨ����(hu��)�����Ƅ�(d��ng)���⣬�@һ�^�̷Q֮�顰���衱���҂����x���ģʽ��(hu��)Ӱ푒���ʸ�����L�ȣ����Ҳ��(hu��)Ӱ푿���������Ϸe�۵đ�(y��ng)��ˮƽ�����ÿs�̒���ʸ���IJ��ԣ��t��(hu��)����(y��ng)�p�ٮa(ch��n)���Ě�����(y��ng)����
�ػؒ���ģʽ
- ���ÿ�Ӓ�������D(zhu��n)67��
- �ӹ�Ч���^��
- ������(y��ng)����u����
- �m����������
�l�y����ģʽ
- ������(y��ng)������ֲ�
- �m�ϴ������
- �ӹ�Ч�ʸ�����P����ģʽ
��P����ģʽ
- ÿ�ӷ֞����ɂ�(g��)5��5 mm�ču��^(q��)��
���ÿ�Ӓ�������wģʽ��ÿ��(g��)�u��^(q��)�����D(zhu��n)67��
������(y��ng)������ֲ�
�m�ϴ������
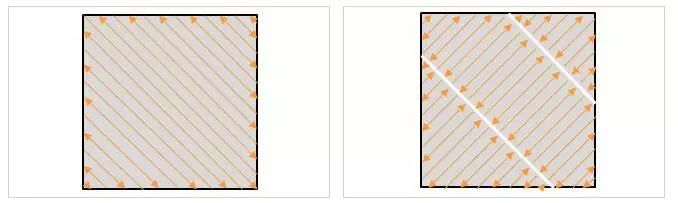
�D ����������c�m�������IJ�ͬ�����͡��ɷN�Ҋ�Ē�����Էքe�����ڱ�������ġ��ػء����裨Ҳ�Q���Œ��裩�������ھ����^����������ġ��l�y�����衣����P���u��������Ҳͬ����Ч���l�y����P����ɿs�̸����辀���L�ȣ��p�ٚ�����(y��ng)�����۷e����Դ����B
�҂�Ҳ�����ڏ�һ��(g��)�ӹ���������һ��(g��)�ӹ��ӕr(sh��)���D(zhu��n)����ʸ���ķ����@��һ������(y��ng)���Ͳ���(hu��)ȫ����ͬһƽ���ϼ��С�ÿ��֮�gͨ�����D(zhu��n)67�ȣ��Դ_���ڼӹ����S���Ӻ���跽��ŕ�(hu��)��ȫ�؏�(f��)��
�ӟ�ӹ��бPҲ�����ڜp�ٚ�����(y��ng)����һ�N������������̎��Ҳ�ɜp���۷e�đ�(y��ng)����
���� ������(y��ng)���O(sh��)Ӌ(j��)���h����
- �M����ͨ�^�O(sh��)Ӌ(j��)����������(y��ng)��
- �������e���g���ۻ�
- ע��M�����׃��
- ��ϼӹ����^��ĵװ����ϵ��������������
- �ڑ�(y��ng)�������^�ߵ�λ��ʹ���^��ļӹ��бP
- �x��һ�N���m�Ē������
���κίB�����칤ˇ�У��ӹ�����ʼ�K����Z�S �� ����ֱ�ڼӹ��бP��Ո(q��ng)ע�⣬�ӹ�����ʼ�K����ͨ�÷���(y��ng)��(d��ng)�x����m�ķ����Ա�ʹ�����ٵ�֧�β��ϻ�ʹ��֧�β��ρ����a(ch��n)�(w��n)���ļӹ�����
-- ���첿�ֺ������^��
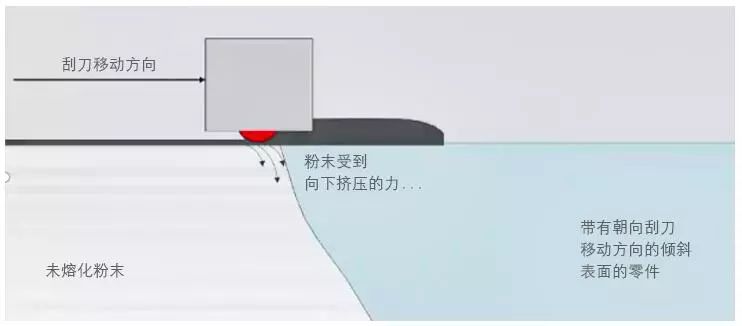
�ڷ�ĩ���ӹ���ˇ�У������Π���һ�ӌӘ�(g��u)�������ģ���ˌ��c��֮�g���P(gu��n)(li��n)��ʽ�dz���Ҫ����(d��ng)ÿһ���ۻ��r(sh��)������Ҫ�����һ�Ӂ��ṩ����֧�κ�ɢ��·����
��(d��ng)�����ۻ���ĩ�ӕr(sh��)�������ĩ���·�����w���٣��t������(hu��)���۳��f���·��Y(ji��)��(g��u)���@��(hu��)�ٴ��ۻ����ֹ��w���ٲ��γ��ι̵ĺ��ӡ��S������Դ���_���۳�Ҳ���������̣���?y��n)�����ѱ���Ч���f��ȥ��
���������Б��첿�֣���ô�۳��·��^(q��)��������һ���֕�(hu��)��δ�۷�ĩ���@Щ��ĩ�Č�(d��o)�����h(yu��n)�h(yu��n)���ڹ��w���٣���ˁ����۳صğ�����(hu��)�������L�r(sh��)�g����(d��o)���܇������ĩ���Y(ji��)���Y(ji��)�������ǣ�������ϸ����ڑ���^(q��)��ĵ��棬�@��ζ������Y(ji��)��(g��u)���ܳʬF(xi��n)�����κʹֲڵı��档
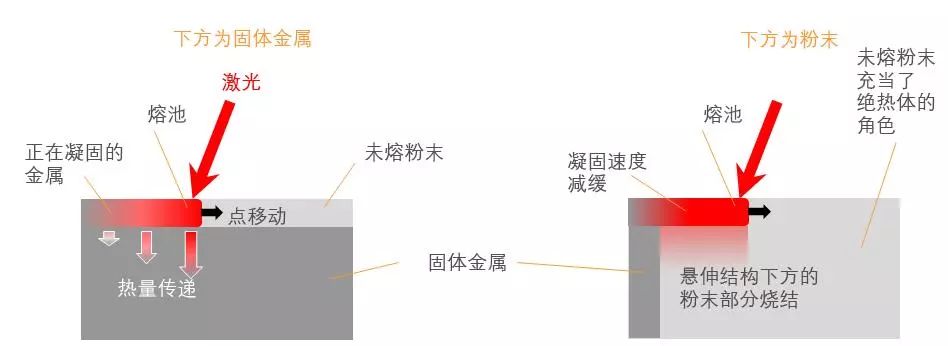
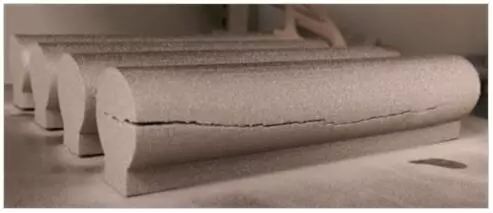
�D���ڹ��w�����Ϸ��ۻ���ĩ�܉������s������(d��ng)��ĩ�ۻ��^�̰l(f��)���ڑ���^(q��)��r(sh��)���������·���δ�۷�ĩ�������Ҫ���L�r(sh��)�g��s��������IJ��Ͽ��ܕ�(hu��)����������ĵ��档��Դ����B
-- �[�ŷ����x��
һ����f���c�ӹ��бP�γɵĽǶ�С��45�ȵđ���Y(ji��)��(g��u)��Ҫ֧�Ρ�
������汻�Q���±�ӡ�����ͨ����(hu��)�ʬF(xi��n)���ȴ�ֱ����ͳ��ϱ�����ֲڵı��档�@�NЧ�����۳���s�ٶȜp����(d��o)����Y(ji��)��(g��u)�·��ķ�ĩ�ֲ����Y(ji��)���¡�
ͨ���܉��ڶ���(g��)���������һ��(g��)����ļӹ����҂���(y��ng)�x��Ɍ�(sh��)�F(xi��n)��������������֧�εĔ[�ŷ����Ա�M���ܽ��ͼӹ��ɱ����p�ٺ���̎��������
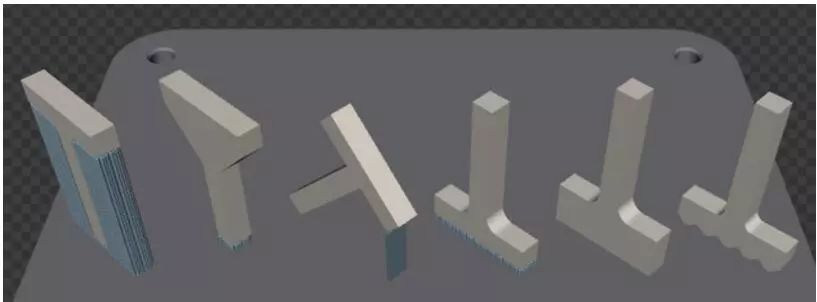
�D��һ��(g��)���ͨ�����ض���(g��)������ɼӹ����[�ŷ�����x���Ӱ�֧�β��������Լ�����ĺ�̎����������������
- ��ұۣ���Ҫ������֧�β��ϣ��@ʾ���{(l��n)ɫ��
- ���O(sh��)Ӌ(j��)�������~����F���Ԝp��֧�Σ��Y(ji��)���Ɍ�(d��o)������|(zh��)�����ӣ�������Ҫ��̎���ӹ� / ���и�ӹ�
- �Aб45�� �� ����һ��(g��)�ֲ�����c(di��n)�⣬�ֲ����������֧�Σ�Ԕ��Ո(q��ng)��Ҋ���ģ����±�Ӻ��ϱ�ӌ��ʬF(xi��n)����ͬ�ı���ֲڶ�
- ���ã�������ö�֧�� �� �ӹ��r(sh��)�g�s�̣���������Ҫ��(du��)֧�����M(j��n)�о��ӹ�
�o�ܸ����ڷ�ĩ���ϣ������m��늻� (EDM) �Ƴ���ë������ �� ������(y��ng)�������ǂ�(g��)���}
- �cǰһ�N��ʽ���ƣ��������^(q��)���^�٣��p���ˑ�(y��ng)���۷e �� ������Ƕȁ������@���������Ч���O(sh��)Ӌ(j��)
- ���һ�N������δ�@ʾ���nj����ƽ�����бP�ϡ��@���Խ��ͼӹ��߶ȣ���Ҳ��(hu��)���ƿ��ڼӹ��бP�ϔ[�ŵ������(sh��)�������������γɸ���Ě�����(y��ng)��������Դ����B��
�����������O(sh��)Ӌ(j��)�^�̵�ǰ�ڱ�ʹ�üӹ��ļ�̎��ܛ���u(p��ng)������(g��)�[�ŷ����Դ_������Ч�ķ�ʽ��һ�����ÛQ����������ڴ˻��A(ch��)���^�m(x��)�M(j��n)��Ԕ��(x��)�O(sh��)Ӌ(j��)��
-- �ֲ�����c(di��n)
�ֲ�����c(di��n)�������δ�c�·���ĩ���ڌ��B�ӵ��κ΅^(q��)���@Щ�^(q��)���ڼӹ��^������Ҫ����֧���̶���������·�?j��ng)]��֧�νY(ji��)��(g��u)����r���_ʼ�ӹ�����(d��ng)�ε�̎����һ�ӕr(sh��)���ܕ�(hu��)��ɵ�һ��(g��)�ӹ��Ӱl(f��)��λ�ƣ���(d��o)�¼ӹ�ʧ����
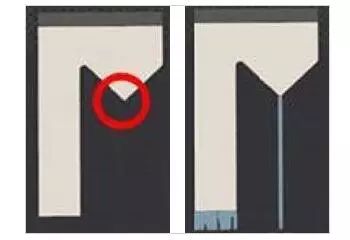
��Դ����B
�ֲ�����c(di��n)���ܕ�(hu��)�dz����@����������ʾ������Ҳ���ܳ��F(xi��n)���c���߅���ཻ�ęM��б��픲�����������ʾ����
��Դ����B
�����[�ŷ���
��ǰ�������±�ӵı���❍��һ���^�����҂�Ҫ���a(ch��n)������Ѿ��ȵļ�(x��)��(ji��)��������ô��Ì��@Щ������λ���������棬Ҳ�����ϱ�ӡ�Ƕ���±�ӵļ�(x��)��(ji��)�������п��ܕ�(hu��)�pʧ���ȡ�
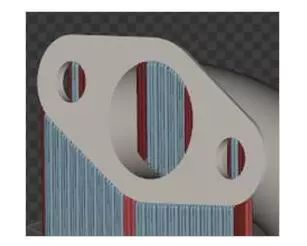
��һ��(g��)Ҫ���]�Ć��}���������(du��)�ڼӷ۹ε��Ĕ[�ŷ���(d��ng)����һ���µķ�ĩ�r(sh��)���ε���(hu��)�ڷ�ĩ������_��ĩ����ĩ��u���ε��D�����γ��µ��ܼ��ӡ���(d��ng)���ϱ��D���r(sh��)��(hu��)�ڷ�ĩ�����γɉ�������ԓ��������(hu��)�c����ε�����Aб�������������ã����D����ĩ�����ϔD�������ǰ߅�����@���ܕ�(hu��)ʹ����^���ε��ϣ���(d��o)�¼ӹ�ʧ����Ո(q��ng)ע�⣬���Թε����Խ����@�NӰ푡�
�D ���ӷ۹ε������б߅������á���Դ����B
֧�κ�б߅�Ĕ[�ő�(y��ng)�M�����h(yu��n)�x�ε�����ͨ�^���D(zhu��n)������������F(xi��n)���܉��ԃAб�ĽǶț_���������˽��������׃�εĿ����ԡ�
����o��ͨ�^���D(zhu��n)�{(di��o)��λ�ã�����������D(zhu��n)��(du��)�Q�ģ��t������Ҫ����֧�Σ�����Ӱ푵ļӹ��������Ҫ�M(j��n)�к���̎����
���� �[���O(sh��)Ӌ(j��)���h����
- �O(sh��)Ӌ(j��)�����������������ļӹ��[�ŷ���(y��ng)���@
- �O(sh��)Ӌ(j��)����(y��ng)�M����(chu��ng)������֧���O(sh��)Ӌ(j��)
- �ӹ��ɹ�����Ҫ����
- ������(y��ng)���ͱ���❍��Ҳ���ܔ[�ŷ���Ӱ푵���Ҫ����
- �[�ŷ����Ӱ푼ӹ��r(sh��)�g�ͳɱ�
- ���Џ�(f��)�s���Π��������ܲ�̫���ה[�� �� ͨ����Ҫ�ڱ����|(zh��)������(x��)��(ji��)���ӹ��r(sh��)�g/�ɱ���֧�νY(ji��)��(g��u)֮�g��(qu��n)��ȡ��
- �O(sh��)Ӌ(j��)������u(p��ng)���_ͻ�����Դ_���[�ŷ���
(؟(z��)�ξ���admin)

��һƪ����ʿ�F(tu��n)�(du��)�_��(chu��ng)�o���ĵ��ʼ���3D��ӡ���g(sh��)���������g(sh��)��(y��ng)�õĝ���
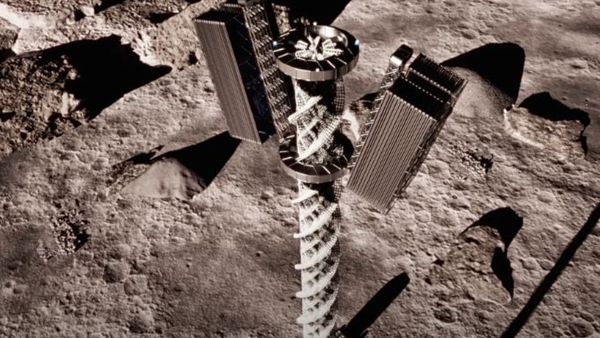 3D��ӡ̫�������?q��)��ɞ��?/a>
3D��ӡ̫�������?q��)��ɞ��?/a> ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA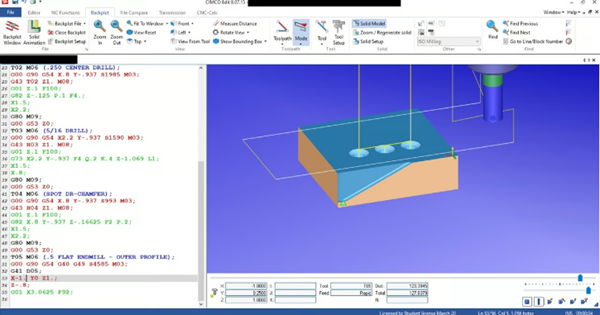 ʲô��G���a��
ʲô��G���a��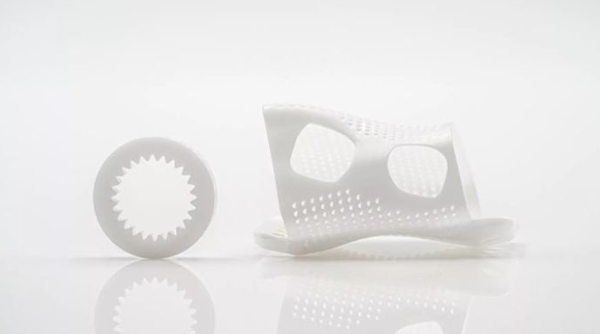 �P(gu��n)��3D��ӡ����������P(gu��n)֪
�P(gu��n)��3D��ӡ����������P(gu��n)֪ Cura��һ���O(sh��)�ã���ʼ��
Cura��һ���O(sh��)�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z- ��3D��ӡ̫�������?q��)��ɞ�������Դ�Ľ�Q
- ����θ���3D��ӡ�IJģ�PLA��ABS��������
- ��ʲô��G���a��
- ���P(gu��n)��3D��ӡ����������P(gu��n)֪�R(sh��)
- �� Cura��һ���O(sh��)�ã���ʼ�Ӻ��ν��
- ��һ���˽�3D��ӡˮ���z
- ���錚���3D��ӡ���K�Oָ�ρ��ˣ�Ո(q��ng)�պ�
- ��Ϟ�������3D��ӡ���K�Oָ�ρ��ˣ�Ո(q��ng)��
- �����������ˮ3D��ӡ����
- ���ؿ���3D��ӡ֧�ΨC�K�Oָ��
 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M(f��i)3D
2023��������M(f��i)3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l������õ�ģ��
�l������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM - ����Ҋ���N3D��ӡ���g(sh��)��FDM��SLS��SLA��
- ��SLM 3D��ӡ��ˇ��ԭ�������c(di��n)����(y��ng)��
- ������3D��ӡ���g(sh��)֮�T��ɰ��3D��ӡ
- ����̻�3D��ӡ�C(j��)��ʹ�õĹ�����֬������
- ���҇�3D��ӡ��I(y��)����Щ��
- ��3D��ӡ�C(j��)ُ�Iָ�ϣ�����x����m��3D��
- ��SLA 3D��ӡ��ˇ��ԭ�������c(di��n)����(y��ng)��
- �����ώ��̴�����D(zhu��n)��̻�3D��ӡ --�\ՄS
- ��ʲô��3MF������STL��ʽ�Æ
- ���������˽�N�Ҋ��3D��ӡ����


