����3D��ӡ-���������OӋָ�ϣ��£�
��ĩ�����ڽ���3D��ӡ���g�阋�����������Π�͏��s����������ṩ�˘O������ɶȣ���ֱ�Ӹ���CAD���������Ʒ���o��ʹ�óɱ��߰��ļӹ����ߡ����Ԃ��y��ʽ�������@Щ�OӋ���s��������t�@�÷dz����Ќ��H������������������ɡ��������켼�g���������������p������Ч���܉���õذl�]�������ܡ�
Ȼ�����@�������f�@�N�`�����܉��҂��S���������OӋ�κ���Ҫ���Π�����ڳɱ��ļs���£��҂�Ҳ�����������@һ�c��
���@���棬����3D��ӡ����Ӣ������B���Y��һϵ�е����������OӋָ�ϣ��ڴˣ�3D�ƌW�ȷ֞�����c���ѷ��������Ğ��°벿�֡�
����3��֧��
�����҂�֮ǰӑՓ�ģ���ه֧���˷��[�ŷ����}����һ�N�õĹ����OӋ���`���mȻ�҂����ܕ�����������ԭ������r�����~��ļӹ��r�g�ͺ���̎���ɱ������Ǵ�����M���������a������������r�t���y�Խ��ܵġ��^����ه֧�α����@������Ď��Π���̡����@����Ʒ���Н���Ӱ푡�
-- ֧��Ŀ��
�M���҂�����ͨ�^�OӋ���M���ܜp��֧�Σ����ЕrҲ�����܌�����ȫ������֧����������Ҫ���ܣ�
��Դ������B
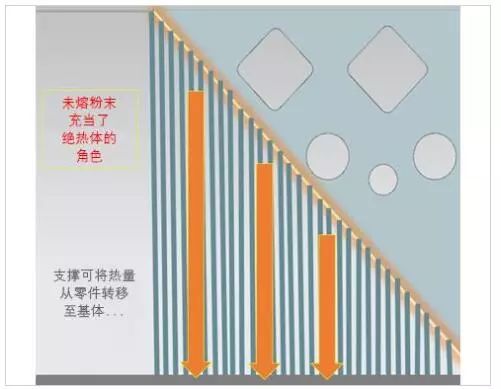
���x���� �� ֧�ο����ڡ��̶���δ�cǰһ�����B�IJ��ϣ����c�ӹ��бP�γɵĽǶ�С��45��đ���Y������ֲ�����c������������nj�֧�νY�����ɵ��M���OӋ�С�
�������� �� �҂���ͨ�^�OӋ��pС�ӹ��^���еĚ���������������J߅�������������e�ӹ��^��ֱ�Ӹ����ڼӹ��бP�ϡ�����@�c�o�����F����ô���ԑ���֧����������еđ�������ֹ���Ϗļӹ��бP��Ó�䡣�@һ���������]�����������a�ӹ�����
ɢ��ͨ�� �� δ�۷�ĩ��һ�N�^���w��֧�Ε����±�Ӆ^���D����һЩ�������@�����ڱ����ĩȼ�����^���ۻ���׃�κ�׃ɫ�����������ε�������±�ӣ���Ч���Ȟ��@����ͨ�^���D�����׃���c�ε�����������Ҳ�ɜp����������Ӱ푡�
-- ��Ҫ֧�κ��o��֧��
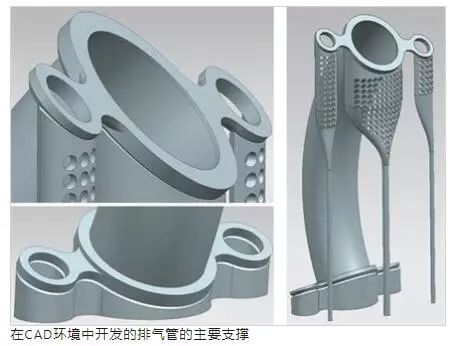
��Ҫ֧��ָ������Щ��CAD�h�����S�M��һ���_�l��֧�Σ�����һ���ԽY�������ӹ���ɕr�����Ƴ����o��֧������Щ�ڼӹ��ļ�̎��ܛ�������ɵ�֧�Ρ�
��Դ������B
��Ҫ֧�ε����c�LjԹ̣��ɿ��Ը��á����Ԍ��������뵽�ӹ��ļ�̎��ܛ���У���STL��ʽ�������c��������wһ���OӋ��߀����ʹ����������ӆ���ƹ��܌������ԅ�������ʽ������Ҳ���Ԉ�������Ԫ�������������⣬�҂������OӋ��ģ�M��Ҫ֧�Σ����Կɿط�ʽ���f������
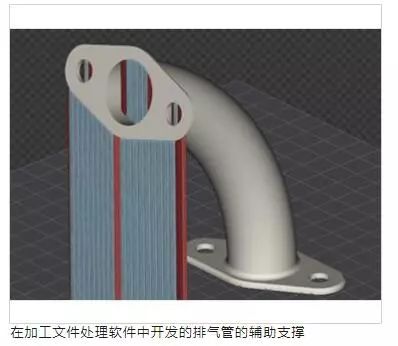
�ڼӹ��ļ�̎��ܛ���Є������o��֧��Ҳ��ͨ�^�����M�й�������ȱ�������ԺͿ��؏��ԡ������������OӋ������������Ҫ�ؽ���

��Դ������B
���֧���OӋ�������CAD�OӋ�ͼӹ��ļ�̎��ܛ���ă��݁팍�F��ѷ�����
-- �A�Ǻ͵���
�mȻ0.3 �C 1 mm��ˮƽ����Y���ɲ�������֧�Σ����Dz����h�@�����������^1 mm�đ���Y���t���Ҫ�����OӋ���������֧�Ρ����ڽM�������ӈA�Ǻ͵�������������Y������D����ʾ����
��Դ������B
-- �P���Ƴ�֧�ε�����
���ܵ��ȵ�֧�κ��y�Ƴ������ҿ�����Ҫ���m�ӹ���ͬ�ӣ�֧��̫СҲ���o�Ƴ������y�ȡ��������Ď��Π��֧�θ��Ӵ������t�ں���̎���^��������p�ĵ��L�U�^�ߡ�
-- ˮƽ���� �� ����֧�λ������OӋ
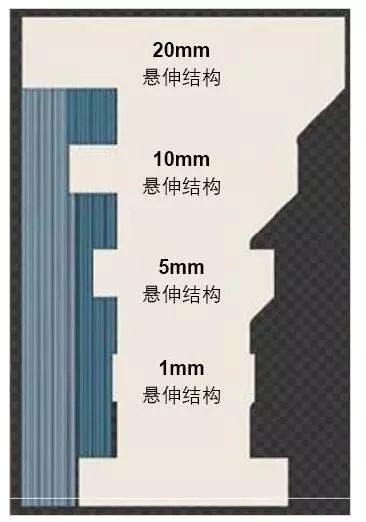
�������¶���ęM�����Ҳ��Ҫ֧�Ρ��ڴ���������ĩ���C���Ͽɼӹ����Ŀ���С�ߴ��0.4 mm��
ֱ������10 mm�Ŀ��ܵ�����Ҫ������������֧�Σ��˕r�����]�����OӋ��ֱ�������@�ɂ��ߴ�֮�g�Ŀ����ڲ�����֧�ε���r�¼ӹ������������±�ӱ�����ܕ����FһЩ׃�Σ��@�������첿���Ϸ����۳���s�ٶȜp�����¡�
����ˮƽ�ĈA�Ⱥܿ��ܲ���ʮ�����룬��˸����еķ���ͨ���Ǹ�׃�������Π��Ա������܉��������֧�Ρ���ijЩ��r�£��I���λ����ο��ǿ��Խ��ܵ���K�������ɷN݆�������������wͨ���������ṩ���Ƶ�Һ�����ܣ��������ο��܉���õصֿ����w������
��������r�£����Ҫ�����и߾��ȵĈA�ף��t��Ҫ�M�к��ڼӹ������ο���������ӹ��Č��Q���ף��@�c�ȜI���ο��á����S����r�£��������������A�μӹ��@Щ�ף������ں���̎���A���ڌ��ĽY�����@�ף��@������������ķ�ʽ��
���� ���P֧�εĽ��h����
- ��10 mm���ϵĿ��������֧�ε����ο�
- ʹ�õ��ǰ돽�Ա����^��֧��
- �Ƴ������ӹ��бP�đ���Ƕ�С��45��ą^��
- ���D�±��ʹ���h�x�ε�����
- ����������ӹ���ɺ��ټӹ�С������
- ֱ�Ӿo�N�ӹ��бP�������ӹ���ͬ�r�����~��ļӹ�����
- �Ƴ�ˮƽ�±�Ӆ^��
����4������
�ؓ䃞���������OӋԽ��Խ��������OӋ���и���Ч�ʵ�������W��Y��Ҳ���Мp�p�����ă��ݡ��������켼�g���a���s�Π����������ʹ֮�ɞ錍�F����OӋ����ѷ�ʽ��
�@Щ�������ɵ���ҪĿ���ǣ����Ƴ�������ϵ�ͬ�r���ֽY���ď��Ⱥ̈́��ԡ����^���������ͨ���ʬF��������s���ЙC�����^����Ҫע����ǣ����ܽ��^�������������δ���m�ϲ����������췽ʽ�ӹ� �� ����ͼӹ�����[�ŷ�����ԡ�
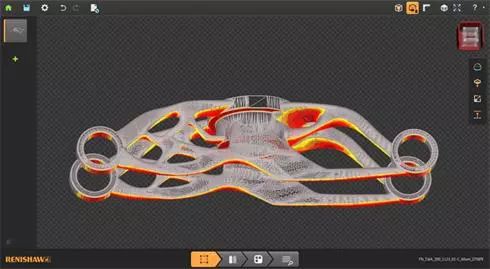
�D�������@��������ˮƽ�[�ŷ���ӹ�ԓ����r����Щͻ���@ʾ��tɫ�đ���^�����Ҫ���Ӻܶ�֧�Ρ���Դ������B
�ش�ֱ�������[���������Ҫ����֧�εą^��׃�١��A�ȼ�������Ҫ����֧�λ������OӋ��߀��Ҫע����ǃ�����֧�ΗU�c�A�ǰ돽�Ľ��R�ǡ�
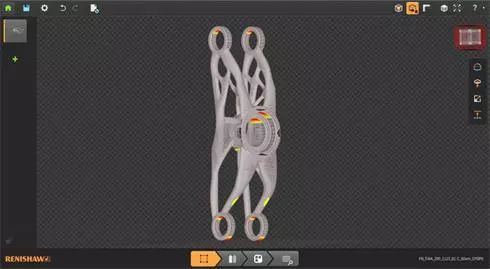
��Դ������B
���OӋ�A�������u������r�ь��[�ŷ��]�ڃȣ���ˣ����@Ȼԓ������M����������ӹ��rֻ��һ���[�ŷ��F��Ҫᘌ����ڼӹ������OӋ�M��ȼ�����
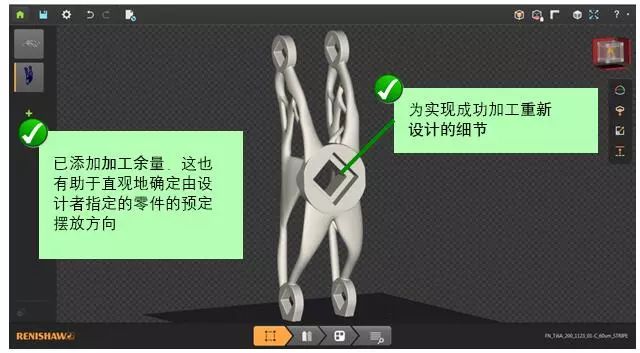
��Դ������B
���� �����OӋ���h����
- ������С�ں�ʄt
- �_�����ڼӹ����R�����
- ���]֧�ζ�λ���Ƴ��������OӋ�Ա�o������֧��
- �OӋ�r���]����[�ŷ��������ļ���
- �_���Ƿ���_��Ҫ��ı���❍��
�OӋ��������Ҫ�Y�ϸ��N�������� �� �ؓ䃞��������������W��Y�������m�ã��� �Ԍ��F��Ч���OӋ������[�ŷ���ԓ���^�m���ԡ��Π����֮�����һ���P�I���OӋ�����ء�
End�� ���Y
�������켼�g�����a��Ч�������ܵ�����ṩ�˘O����OӋ���ɡ�����Ҫ������͵ijɱ������ٵ����M���������a������t��횳�ֿ��]��������Ĺ�ˇ���ԡ�
�����������OӋ (DfAM) ˼�������OӋ�^�̣��@���������̶���ӹ��ɹ��ʣ��������������칤ˇ�Ľ���Ч�档��ӹ���ɵ��ǣ��OӋ��Ҫ����߸��������t���H����^�X�����`�߀�����������칤ˇ�и���������˽⡣
(؟�ξ���admin)

 3D��ӡ̫������ɞ���
3D��ӡ̫������ɞ��� ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA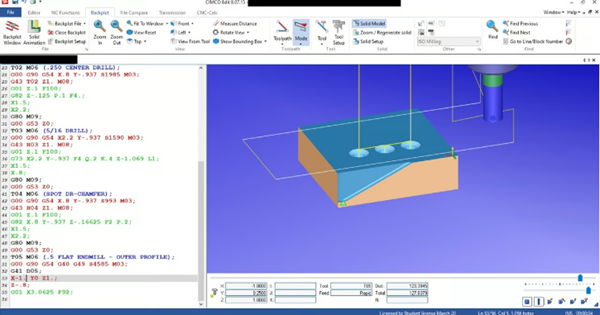 ʲô��G���a��
ʲô��G���a��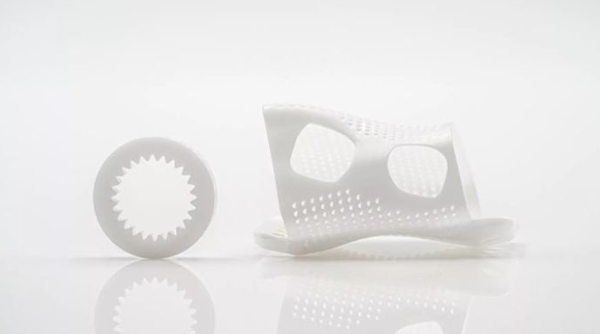 �P��3D��ӡ����������P֪
�P��3D��ӡ����������P֪ Cura��һ���O�ã���ʼ��
Cura��һ���O�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M3D
2023��������M3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l������õ�ģ��
�l������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM 

