7���������3D��ӡ���g(sh��)��һ��ȫ������
���S�����J(r��n)��3D��ӡ���Ǐğᇊ���ДD�����ϲ��ѯB���Π���䌍(sh��)3D��ӡ�h(yu��n)��ֹ�ڴˣ������ϘO�܌���B�ߴ��3D��ӡ��ˇ����ʹ��3D��ӡС��Ҳ�������^(q��)�ֲ�ͬ��3D��ӡ��ˇ��

��(sh��)�ϣ�3D ��ӡҲ�Q���������죬��һ��(g��)���Q�����w�ˎN��Ȼ��ͬ�� 3D ��ӡ��ˇ���@Щ���g(sh��)������֮�e�����P(gu��n)�I�^������ͬ�ġ����磬���� 3D ��ӡ���Ĕ�(sh��)��ģ���_ʼ����?y��n)�ԓ���g(sh��)���|(zh��)���ǔ�(sh��)�ֻ��ġ������a(ch��n)Ʒ�����ʹ��Ӌ(j��)��C(j��)�o���O(sh��)Ӌ(j��) (CAD) ܛ���O(sh��)Ӌ(j��)��Ĕ�(sh��)�������(k��)�@ȡ������ļ���Ȼ���O(sh��)Ӌ(j��)�ļ�ͨ�^����Ę�(g��u)����(zh��n)��ܛ������ֽ����Ƭ��?q��)����M(j��n)�� 3D ��ӡ������3D��ӡ�C(j��)Ҫ��ѭ��·��ָ����������˽��@Щ���g(sh��)֮�g�ą^(q��)�e�Լ�ÿ�N���g(sh��)�ĵ�����;��
��ʲô�� 7 �N��ͣ�
�����������Ϳ��Ը���(j��)�������a(ch��n)�Įa(ch��n)Ʒ��ʹ�õIJ�����́턝�֣���(gu��)�H��(bi��o)��(zh��n)�M�� (ISO) ����֞��߷Nһ�����(���@�߂�(g��)3D��ӡeҲ�y�Ժ��wԽ��Խ��ļ��g(sh��)����ͺͻ�ϼ��g(sh��))����
����ϔD��
��߀ԭ�ۺ�
��۴��ں�
����χ���
��ճ�τ�����
�����ܳ��e
��Ƭ�ČӉ�
һ�����ϔD��

�����ϔD��3D��ӡ
���ϔD�����˼�x������ͨ�^����D����ͨ����r�£��@�N������һ�N���ϼ�(x��)�z��ͨ�^һ��(g��)�ӟ�ć����M(j��n)���ۻ��͔D������ӡ�C(j��)����ͨ�^ܛ���õ��Ĺ�ˇ·�������Ϸ����ژ�(g��u)��ƽ�_(t��i)�ϡ�Ȼ����z��s�������γɹ��w���w���@���Ҋ�� 3D ��ӡ��ʽ��էһ���@ �����ܺ�(ji��n)�Σ������]���D���IJ��ϣ��������ϡ����١����������������z���NʳƷ���@�䌍(sh��)��һ��(g��)�dz��V����e���@�N��͵� 3D ��ӡ�C(j��)�r(ji��)���100��Ԫ����λ��(sh��)���ȡ�
����ϔD��������ͣ����ڳ��e��ģ (FDM)������ 3D ��ӡ���� 3D ��ӡ������ 3D ��ӡ
����ϣ����ϡ����١�ʳƷ����������
��ߴ羫�ȣ���0.5%�����ޡ�0.5mm��
��Ҋ��(y��ng)�ã�ԭ�͡�늚��⚤���Π����Ϝy(c��)ԇ���A�ߺ͊A�ߡ���ģ�T��ģ�͡����ݵȡ�
��(y��u)��(sh��)���ɱ���͵� 3D ��ӡ���������Ϸ����V
��ȱ�c(di��n)��ͨ�����������^�ͣ���(qi��ng)�ȡ������Եȣ���ͨ���ߴ羫�Ȳ���
1.���ڳ��e���� (FDM)

��FDM ��������ڸ��N 3D ��ӡ�C(j��)���ý��ٻ������Ƴ�
FDM 3D ��ӡ�C(j��)��һ��(g��)�r(ji��)ֵ��(sh��)ʮ�|��Ԫ���Ј�(ch��ng)�����Д�(sh��)��ǧӋ(j��)�ęC(j��)�����Ļ�����̖(h��o)�������̵ď�(f��)�s��̖(h��o)��FDM�C(j��)�����Q���۽z���� (FFF)���@����ȫ��ͬ�ļ��g(sh��)���c���� 3D ��ӡ���g(sh��)һ�ӣ�F(xi��n)DM �Ĕ�(sh��)��ģ���_ʼ��Ȼ�����D(zhu��n)�Q��3D��ӡ�C(j��)������ѭ��·����ʹ�� FDM�������S�ϵ�һ������һ�Ύ������z�b�� 3D ��ӡ�C(j��)��Ȼ������D���^�еĴ�ӡ�C(j��)���졣��ӡ�C(j��)��������(g��)���챻�ӟᵽ����ضȣ�ʹ���zܛ�����Ķ�ʹ�B�m(x��)�Č��B�������γ�һ��(g��)��(ji��n)�̵IJ�����
��(d��ng)��ӡ�C(j��)�� XY ƽ���ϵ�ָ������(bi��o)�Ƅ�(d��ng)�D���^�r(sh��)������(hu��)�^�m(x��)��O(sh��)��һ�ӡ�Ȼ��D���^��������һ��(g��)�߶ȣ�Z ƽ�棩���؏�(f��)��ӡ�M������^�̣�һ��һ�ӵؘ�(g��u)����ֱ�����w��ȫ���͡�����(j��)��(du��)��Ď��Π�Еr(sh��)��Ҫ����֧�νY(ji��)��(g��u)���ڴ�ӡ�r(sh��)֧��ģ�ͣ����磬���ģ�;��ж��͵đҴ����֡��@Щ֧���ڴ�ӡ���Ƴ���һЩ֧�νY(ji��)��(g��u)���Ͽ����ܽ���ˮ����һ�N��Һ�С�

��FDM 3D ��ӡ�C(j��)��I(y��)���ۺ��ߡ�С����I(y��)���������ṩ�����V���ęC(j��)������Դ��Creality��Raise3D��Stratasys��
2.3D�����ӡ

��3D �����ӡ�c���y(t��ng) 3D ��ӡ��ƣ���ԭ�ϲ�ܴ�
3D �����ӡ������ 3D ��ӡ��һ�N�������칤ˇ�����Ќ��ЙC(j��)��������ϣ�����(x��)���͠I(y��ng)�B(y��ng)�أ��Y(ji��)�������Ԅ�(chu��ng)����ƽM������Ȼ���S�Y(ji��)��(g��u)���Q��Ԓ�f�������ӡ��һ�N3D��ӡ���������a(ch��n)�Ĺ����M����Ѫ�ܵ���M�����κΖ|���������ڸ��N�t(y��)�W(xu��)�о��͑�(y��ng)�ã������M�����̡�ˎ��y(c��)ԇ���_�l(f��)���Լ���(chu��ng)�µ������t(y��)�W(xu��)������3D �����ӡ�Č�(sh��)�H���x���ڲ���l(f��)չ���ı��|(zh��)���v��3D �����ӡ�Ĺ���ԭ���c FDM 3D ��ӡ��ƣ����Ҍ��ڲ��ϔD��ϵ�С����M�ܔD��������Ψһ�������ӡ������
3D �����ӡʹ�Ï���ų��IJ���(����īˮ)�턓(chu��ng)����ӡ�ӡ��@Щ���Q������īˮ�IJ�����Ҫ�ɻ����|(zh��)�M�ɣ������d�w�����еļ�(x��)���������zԭ���ס����z�����|(zh��)�ᡢ�Q�z���������}��{���w�S�أ��䮔(d��ng)�Y(ji��)��(g��u)���L(zh��ng)�͠I(y��ng)�B(y��ng)���|(zh��)�ķ���֧�ܣ��ṩ֧�֡�
3.���� 3D ��ӡ

������ 3D ��ӡ
���� 3D ��ӡ��һ��(g��)���ٰl(f��)չ�IJ��ϔD���I(l��ng)��ԓ���g(sh��)�漰ʹ�ó����� 3D ��ӡ�C(j��)��ͨ�����_(d��)��(sh��)ʮ�ף��ć����ДD���������Ƚ������ϡ��@Щ�C(j��)��ͨ�������T�ܻ�C(j��)е��ϵ�y(t��ng)����ʽ���F(xi��n)��3D������ӡ���g(sh��)�������סլ��������ɫ�Լ���ˮ�������ڵĽ����(xi��ng)Ŀ�����о��߱�ʾ�����п����@����׃����(g��)�����ИI(y��)����?y��n)����p���˄ڄ�(d��ng)�����p���˽���������
����(gu��)�͚W���Д�(sh��)ʮ�� 3D ��ӡ���ݣ����������о��_�l(f��) 3D �������g(sh��)��ԓ���g(sh��)��ʹ��������ͻ����ϰl(f��)�F(xi��n)�IJ��Ϟ�δ����̽�U(xi��n)�(du��)���엫Ϣ�ء��î�(d��ng)?sh��)����������������ӡ����һ�N���ɳ��m(x��)�Ľ�������Ҳ�ܵ��P(gu��n)ע��
����߀ԭ�ۺ�

��ʹ�ü����߀ԭ�ۺ�
Ͱ�ۺϣ�Ҳ�Q���֬ 3D ��ӡ����һϵ�� 3D ��ӡ��ˇ����ʹ�ù�Դ��Ͱ���x���Եع̻�����Ӳ���������ۺ����֬���Q��Ԓ�f���⾀���_��ָ��Һ�w���ϵ��ض��c(di��n)��^(q��)����ʹ��Ӳ������һ�ӹ̻���(g��u)��ƽ�_(t��i)�����ϻ������Ƅ�(d��ng)��ȡ�Q�ڴ�ӡ�C(j��)��������ͨ���� 0.01 �� 0.05 ����֮�g������һ�ӹ̻����cǰһ���B�ӡ������؏�(f��)���^�̣�ֱ���γ� 3D ������3D ��ӡ�^����ɺ��坍���w��ȥ��ʣ���Һ�B(t��i)��֬���M(j��n)�к�̻�����ꖹ��»����⾀���У�������(qi��ng)�����ęC(j��)е���ܡ�
���N�Ҋ��Ͱ�ۺ���ʽ�����w��� (SLA)����(sh��)�ֹ�̎�� (DLP)��Һ���@ʾ�� (LCD)��Ҳ�Q����ģ���w��� (MSLA)���@Щ��͵� 3D ��ӡ���g(sh��)֮�g�ĸ����^(q��)�e���ڹ�Դ�������ڹ̻���֬�ķ�ʽ��

����Ͱ�ۺ����ù�����Ӳ��������֬
һЩ 3D ��ӡ�C(j��)�����̣���������Щ���쌣�I(y��)��(j��) 3D ��ӡ�C(j��)�������̣��ѽ�(j��ng)�_�l(f��)����(d��)���ҫ@�Ì����� ��ۺ�׃�w����������ܕ�(hu��)���Ј�(ch��ng)�Ͽ�����ͬ�ļ��g(sh��)���Q��һ�ҹ��I(y��) 3D ��ӡ�C(j��)������ Carbon ʹ��һ�N�Q�锵(sh��)�ֹ�ϳ�(DLS) ��Ͱ�ۺϼ��g(sh��)��Stratasys �� Origin �Q�似�g(sh��)��ɾ��̹�ۺ�(P3)��F(xi��n)ormlabs �ṩ��Q��������w���(LFS) �ļ��g(sh��)���� Azul 3D �ǵ�һ��(g��)������e���ٴ�ӡ(HARP) ��ʽ�Ĵ�Ͱ�ۺ��̘I(y��)����߀�л��ڹ�̵Ľ������� (LMM)��ͶӰ���w���(P��SL) �͔�(sh��)�֏�(f��)�ϲ�������(DCM)���@��һ�N����ۺ��\�g(sh��)���Ɍ����������ӄ���������ٺ��մ��w�S������Һ�w��֬�С�
��3D ��ӡ���g(sh��)����ͣ����w��� (SLA)��Һ���@ʾ�� (LCD)����(sh��)�ֹ�̎�� (DLP)�����w��� (��SLA) �ȡ�
����ϣ���ۺ����֬���ɝ�ע���������I(y��)�����������Եȣ�
��ߴ羫�ȣ���0.5%�����ޞ� ��0.15 ���� 5 �{�ף�ʹ�� ��SLA��
��Ҋ��(y��ng)�ã�ע��ģ��ۺ���ԭ�ͺ���K��;�������錚�T�졢���Ƒ�(y��ng)�á����M(f��i)Ʒ
��(y��u)��(sh��)���⻬�ı���❍�ȣ�����(x��)��������(x��)��(ji��)
1.���w��� (SLA)

�����w��� (SLA)���� 3D Systems��DWS �� Formlabs �� SLA 3D ��ӡʾ��
SLA�������ϵ�һ��(g��)3D��ӡ���g(sh��)�����w��̼��g(sh��)�ɲ�ˡ��ՠ� (Chuck Hull) �� 1986 ��l(f��)��������ԓ���g(sh��)��Ո(q��ng)�ˌ������������� 3D Systems ��˾�Ԍ����̘I(y��)�������ԓ���g(sh��)�ɹ����Ա��� 3D ��ӡ�C(j��)�����̵Đۺ��ߺ͌��I(y��)��ʿʹ�á�SLAʹ�ü���������(du��)��(zh��n)һͰ��֬���x���Եع̻���ӡ�^(q��)���(n��i)���w�ęM���棬���ӽ��졣��(d��ng)�����(sh��) SLA ��ӡ�C(j��)ʹ�ù̑B(t��i)������̻��������@�NͰ�ۺϵ�һ��(g��)ȱ�c(di��n)�ǣ��c�҂�����һ�N���� (DLP) ��ȣ��c(di��n)���������Ҫ���L(zh��ng)�ĕr(sh��)�g��ۙ���w�ęM���棬���ߕ�(hu��)�W�q�⾀������Ӳ������(g��)�ӡ�Ȼ����������Ԯa(ch��n)������(qi��ng)�Ĺ⣬�@��ijЩ���̼�(j��)��֬����Ҫ�ġ�

��SLA 3D ��ӡ�C(j��)ʹ��һ��(g��)�����(g��)����һ��ۙ�̻��ΌӘ�֬
���w��� (��SLA)
���w��̼��g(sh��)���Դ�ӡ�Ͳ������ֱ����� 2 �� (��m) �� 50 ��֮�g�����酢��������^�l(f��)��ƽ�����Ȟ� 75 �ס����ǡ��� 3D ��ӡ�����g(sh��)֮һ����SLA �漰���й���ϣ�Һ�B(t��i)��֬����¶�����⼤���¡���֮ͬ̎���ڌ��Ø�֬������ď�(f��)�s���Լ��R�����ӣ�������(hu��)�a(ch��n)���������y�����ŵ�С���c(di��n)��

��Nanoscribe �� Microlight3D �� TPP 3D ��ӡ�C(j��)�ăɼ��I(l��ng)�������̣���Դ��Nanoscribe��Microlight3D��
�p���Ӿۺ� (TPP)
��һ�N��3D��ӡ���g(sh��)TPP��Ҳ�Q��2PP�����Ԛw��SLA����?y��n)���Ҳʹ�ü��������֬�������Դ�ӡ�?��SLA ��С�IJ�����С�� 0.1 �ס�TPPʹ���}�_�w�뼤��۽���һ��Ͱ�����֬�е�һ��(g��)�Mխ�c(di��n)��Ȼ��ʹ��ԓ�c(di��n)�̻���֬�еĆ�(g��)3D���أ�Ҳ�Q���w�ء�ͨ�^���A(y��)���x��·�����������ι̻��@Щ�{��(j��)����(j��)��С�w�ء�TPP Ŀǰ�����о����t(y��)����(y��ng)�ú�����������죬������늘O��W(xu��)��������

���� 3D ��ӡ��TPP ���g(sh��)
2.��(sh��)�ֹ�̎�� (DLP)

��Anycubic��Carbon �� ETEC �� DLP 3D ��ӡ����
DLP 3D ��ӡʹ�Ô�(sh��)�ֹ�Ͷ�����������Ǽ��⣩��һ�ӻ��֬��ͬ�r(sh��)�W�qÿһ�ӵĆ�(g��)�D��?y��n)��^��IJ�������ع⣩��DLP���� SLA ����Ҋ�������چ�(g��)���������a(ch��n)��������������w�e���������?y��n)�oՓ��(g��u)�����ж��������ÿһ���عⶼ��Ҫ��ȫ��ͬ�ĕr(sh��)�g����SLA �е��c(di��n)���ⷽ��Ч�ʸ��ߡ�ÿһ�ӵĈD�������������ؽM�ɣ���(d��o)��һ���ɷQ���w�ص�С���ΉK�γɡ�ʹ�ðl(f��)����O�� (LED) ��Ļ�� UV ��Դ����������Ͷ�䵽��֬�ϣ���ͨ�^��(sh��)���R�O(sh��)�� (DMD) ����Ͷ�䵽��(g��u)�����档

����(sh��)�ֹ�̎�� (DLP) ��֬ 3D ��ӡ�C(j��)�ЏĘI(y��)���ۺð汾Ҳ���������������a(ch��n)�C(j��)��
�F(xi��n)�� DLP ͶӰ�xͨ���Д�(sh��)ǧ��(g��)�״�С�� LED �����Դ���������_�P(gu��n)��B(t��i)�džΪ�(d��)���Ƶģ�������� XY �ֱ��ʡ����������е� DLP 3D ��ӡ�C(j��)����һ�ӵģ���Դ�Ĺ��ʡ���ͨ�^���R�^��DMD ���|(zh��)���Լ���(g��u)��һ�_(t��i)�r(ji��)ֵ 300 ��Ԫ�ęC(j��)�����S�������㲿�����кܴ�IJ�ͬ�c���^ 200,000 ��Ԫ�ęC(j��)����ȡ�
���϶��µ� DLP
һЩ DLP 3D ��ӡ�C(j��)�Ĺ�Դ���b�ڴ�ӡ�C(j��)��픲����������䵽��֬Ͱ�ϣ��������������䡣�@Щ�����϶��¡��ęC(j��)����픲��W�F(xi��n)һ�ӈD��һ�ι̻�һ�ӣ�Ȼ�̻��ӷŻش�Ͱ�С�ÿ�ν��͘�(g��u)����r(sh��)�����b�ڴ�Ͱ픲�����Ϳ�C(j��)����(hu��)�ژ�֬�ρ����Ƅ�(d��ng)����ƽ�ӡ������̱�ʾ�����ڴ�ӡ�^�̲���(hu��)��(du��)������������@�N�������Ԟ��^��Ĵ�ӡ���a(ch��n)������(w��n)�������ݔ�������¶��ϴ�ӡ�r(sh��)�����ԏĘ�(g��u)�����ϴ�ֱ�Ғ���������������Ƶġ���֬Ͱ߀�ڴ�ӡ�r(sh��)֧�δ�ӡ�����p���ˌ�(du��)֧�νY(ji��)��(g��u)������

��BMF �� MicroArch S230 ���Դ�ӡС�� 2 �ľۺ�����մɵ�Ԕ��(x��)��������Դ��BMF��
ͶӰ���w��� (P��SL)
����һ�N��(d��)����͵�Ͱ�ۺϱ�������P��SL �w�� DLP ����e���@����һ�N��3D��ӡ���g(sh��)��P��SL ʹ�Á���ͶӰ�x�����⾀���̻���(j��)��2 �ֱ��ʺ͵��� 5 �Ӹߣ��������䷽��֬�ӡ��@�N�������켼�g(sh��)����ͳɱ�����(zh��n)�_�ԡ��ٶ��Լ���ʹ�õIJ��Ϸ����������ۺ��������Ϻ��մɣ�������l(f��)չ�������@ʾ�������w�ͽM�����̵���W(xu��)�������t(y��)�W(xu��)���O(sh��)��đ�(y��ng)�Ý�����
���ڹ�̵Ľ������� (LMM)
�@��DLP����һ��(g��)���h(yu��n)�H�����@�Nʹ�ù�͘�֬�M(j��n)��3D��ӡ�ķ������Ԟ����g(sh��)���ߺ��C(j��)е����ȑ�(y��ng)�Ä�(chu��ng)��С�Ľ���������� LMM �У����ٷ�ĩ�����ɢ�ڹ�����֬�У�Ȼ��ͨ�^ͶӰ�x���{(l��n)���ع��M(j��n)���x���Ծۺϡ���ӡ�����������ľۺ���ɷֱ�ȥ��������ȫ���ٵ�Ó֬�������@Щ�������۠t�еğ��Y(ji��)�^������ɡ�ԭ�ϰ������P䓡���u���S�~���~���y�ͽ�

��ʹ�� LMM ���g(sh��)�� Incus 3D ��ӡ���������ͽ��� 3d ��ӡ����
3.Һ���@ʾ�� (LCD)

������ Elegoo��Photocentric �� Nexa3D �� LCD 3D ��ӡ����
Һ���@ʾ�� (LCD)��Ҳ�Q����ģ���w��� (MSLA)���c���� DLP �dz����ƣ���֮ͬ̎������ʹ�� LCD ��Ļ�����ǔ�(sh��)���R�O(sh��)�� (DMD)���@��(du��) 3D ��ӡ�C(j��)�ăr(ji��)�����@��Ӱ푡��c DLP һ�ӣ�LCD ����ģ�ǔ�(sh��)���@ʾ�ģ��ɷ������ؽM�ɡ�LCD ����ģ�����ش�С�Q���˴�ӡ�����ȡ���ˣ�XY �����ǹ̶��ģ�����ه���R�^��׃����s�ų̶ȣ����� DLP ����rһ�ӡ�DLP �Ĵ�ӡ�C(j��)�� LCD ���g(sh��)֮�g����һ��(g��)�^(q��)�e�ǣ�����ʹ�Ô�(sh��)�ق�(g��)�Ϊ�(d��)�l(f��)��������У�����������O�ܻ� DLP �����ǘӵĆ��c(di��n)�l(f��)���Դ��

�����LCD ��֬ 3D ��ӡ���g(sh��)���ڏ����M(f��i)�C(j��)���D(zhu��n)�I(y��)�C(j��)��
�c DLP ��ƣ�LCD ��ijЩ�l���¿��Ԍ�(sh��)�F(xi��n)�� SLA ����Ĵ�ӡ�r(sh��)�g���@����?y��n)�����(g��)��һ���ع⣬�������ü����c(di��n)ۙ�M����e������ LCD ��Ԫ�ɱ��ͣ��@�(xi��ng)���g(sh��)�ѳɞ�̓r(ji��)�����֬��ӡ�C(j��)�I(l��ng)������x���g(sh��)�����@������ζ�����]�еõ����I(y��)ʹ�ã�һЩ���I(y��) 3D ��ӡ�C(j��)����������ͻ�Ƽ��g(sh��)�O��ȡ�����˲�Ŀ�ijɹ���
(؟(z��)�ξ���admin)

 3D��ӡ̫�������?q��)��ɞ��?/a>
3D��ӡ̫�������?q��)��ɞ��?/a> ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA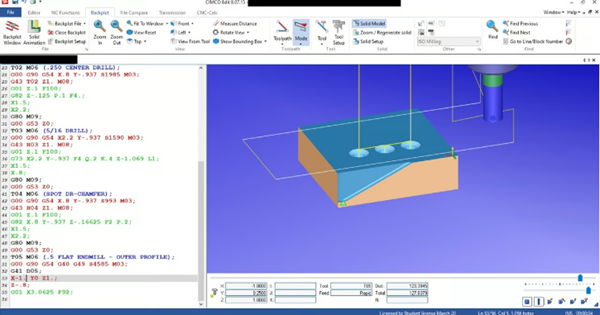 ʲô��G���a��
ʲô��G���a��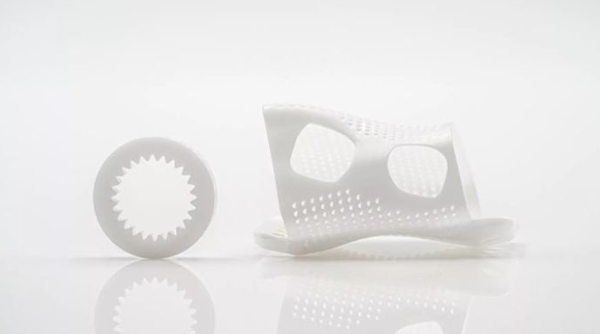 �P(gu��n)��3D��ӡ����������P(gu��n)֪
�P(gu��n)��3D��ӡ����������P(gu��n)֪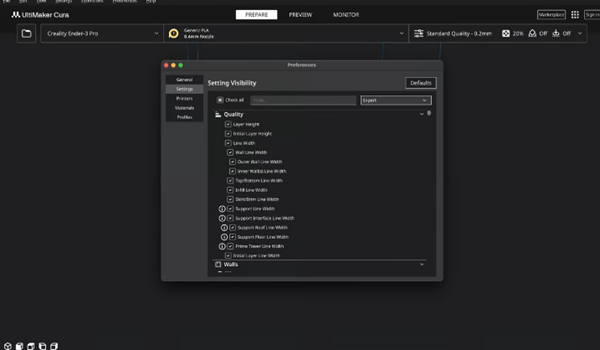 Cura��һ���O(sh��)�ã���ʼ��
Cura��һ���O(sh��)�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z- ��3D��ӡ̫�������?q��)��ɞ�������Դ�Ľ�Q
- ����θ���3D��ӡ�IJģ�PLA��ABS��������
- ��ʲô��G���a��
- ���P(gu��n)��3D��ӡ����������P(gu��n)֪�R(sh��)
- �� Cura��һ���O(sh��)�ã���ʼ�Ӻ�(ji��n)�ν��
- ��һ���˽�3D��ӡˮ���z
- ���錚���3D��ӡ���K�Oָ�ρ��ˣ�Ո(q��ng)�պ�
- ��Ϟ�������3D��ӡ���K�Oָ�ρ��ˣ�Ո(q��ng)��
- �����������ˮ3D��ӡ����
- ���ؿ���3D��ӡ֧�ΨC�K�Oָ��
 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M(f��i)3D
2023��������M(f��i)3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l������õ�ģ��
�l������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM - ����Ҋ���N3D��ӡ���g(sh��)��FDM��SLS��SLA��
- ��SLM 3D��ӡ��ˇ��ԭ�������c(di��n)����(y��ng)��
- ������3D��ӡ���g(sh��)֮�T��ɰ��3D��ӡ
- ����̻�3D��ӡ�C(j��)��ʹ�õĹ�����֬������
- ���҇�(gu��)3D��ӡ��I(y��)����Щ��
- ��3D��ӡ�C(j��)ُ(g��u)�Iָ�ϣ�����x����m��3D��
- ��SLA 3D��ӡ��ˇ��ԭ�������c(di��n)����(y��ng)��
- �����ώ��̴�����D(zhu��n)��̻�3D��ӡ --�\ՄS
- ��ʲô��3MF������STL��ʽ�Æ
- ���������˽�N�Ҋ��3D��ӡ����


