������3D��ӡ�����ν��ٷ�ĩ�Ƃ乤ˇ
�r�g��2019-02-01 13:01 ��Դ���ϘO�� ���ߣ��Ї�3D��ӡ�W(w��ng) ��x����
���ν��ٷ�ĩ�ǽ���3D��ӡ�ĺ��IJ���, ��3D��ӡ�a(ch��n)�I(y��)�������Ҫ�ĭh(hu��n)��(ji��), �c3D��ӡ���g(sh��)�İl(f��)չϢϢ���P(gu��n)�����Č�3D��ӡ�ý��ٷ�ĩ����Ҫ�Ƃ乤ˇ�Ļ���ԭ���M(j��n)�����U��, ���������䃞(y��u)ȱ�c, Ŀ�����M(j��n)һ�����3D��ӡ�ý��ٷ�ĩ���Ƃ似�g(sh��)ˮƽ, ���M(j��n)3D��ӡ���g(sh��)�İl(f��)չ�͑�(y��ng)�á�
���ν��ٷ�ĩ�ǽ���3D��ӡ�ĺ��IJ���, ��3D��ӡ�a(ch��n)�I(y��)�������Ҫ�ĭh(hu��n)��(ji��), �c3D��ӡ���g(sh��)�İl(f��)չϢϢ���P(gu��n)���ڡ�2013����3D��ӡ���g(sh��)�a(ch��n)�I(y��)�������, ��(qu��n)�����Ҍ�3D��ӡ���ٷ�ĩ������Ҫ��o���������Ķ��x, ���ߴ�С��1 mm�Ľ��ٷ�ĩ, ����, ߀Ҫ����ٝM�㼃�ȸߡ����ζȺá������ֲ�խ���������͡������Ժõ�Ҫ��2014��6���C����ASTM F3049-14��(bi��o)��(zh��n)Ҏ(gu��)����3D��ӡ���ٷ����ܵķ����ͱ���������Ŀǰ, 3D��ӡ�ý��ٷ�ĩ������Ҫ�������F���⒡��~��懵Ƚ��ټ���Ͻ��档
�S������3D��ӡ���g(sh��)���w�ٰl(f��)չ, ���ν��ٷ�ĩ���Ј������ָ����L�B(t��i)�ݡ�2016��3D��ӡ���ٷ۵��Ј�Ҏ(gu��)ģ�s��2.5�|��Ԫ, ��(j��)IDTechEx��ʾ, ��2025��, 3D��ӡ���ٷ�ĩ���Ј�Ҏ(gu��)ģ���_(d��)��50�|��Ԫ����Ŀǰ3D��ӡ�����ν��ٷ���Ҫ�ɇ���S�҉Ŕ�, ����(n��i)���a(ch��n)�����η�ĩ�������ܲ���(w��n)�����ɱ��ߡ��յ��ʵ͵Ȇ��}�����, �о�3D��ӡ���ٷ�ĩ���Ƃ��Ȟ���Ҫ, ���Č�3D��ӡ�ý��ٷ�ĩ����Ҫ�Ƃ乤ˇ�Ļ���ԭ���M(j��n)�����U��, ���������䃞(y��u)ȱ�c, Ŀ�����M(j��n)һ�����3D��ӡ�ý��ٷ�ĩ���Ƃ似�g(sh��)ˮƽ, ���M(j��n)3D��ӡ���g(sh��)�İl(f��)չ�͑�(y��ng)�á�
1 3D��ӡ�ý��ٷ�ĩ�Ƃ乤ˇ�F(xi��n)��
Ŀǰᘌ�3D��ӡ�ý��ٷ�ĩ���Ƃ䷽����Ҫ���F���������D(zhu��n)늘O�������ȡ�
1.1 �F����
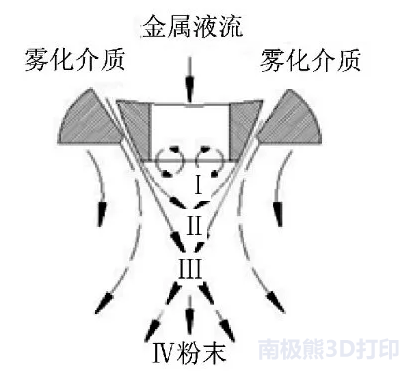
�F������ȡ�ķ�ĩ��ռ��(d��ng)���������3D��ӡ��ĩ��80%����, ��ԭ�����Կ����\(y��n)�ӵ����w (�F�����|(zh��)) �_������������ʽ�����ٻ�Ͻ�Һ������鼚(x��)СҺ��, �S֮��������w��ĩ�ķ�ĩ��ȡ����, ��ԭ���Y(ji��)��(g��u)�D��D1��ʾ, ����(j��)�F�����|(zh��)��ͬ, �F������Ҫ�֞�ˮ�F���͚��F����
ˮ�F������ˮ���F�����|(zh��)�Ƃ���ٷ�ĩ, �����a(ch��n)�ɱ���, �F��Ч�ʸ�, ���Á����a(ch��n)��F��ĩ�������S�����A(y��)�Ͻ��ĩ��懻����Բ��Ϸ�ĩ�ȡ��������F��, ˮ�ıȟ��ݱ��^��, ���F���^��������Ľ����۵ο�������׃�ɲ�Ҏ(gu��)�t��, ��(d��o)�·��w�Π��y�Կ���, ���y�ԝM�����3D��ӡ����ĩ���ζȵ�Ҫ��, �������ڻ��Խ��ټ���Ͻ��ڸߜ����c�F�����|(zh��)ˮ���|����l(f��)������(y��ng), ���ӷ�ĩ������, �@Щ���}������ˮ�F�����Ƃ����ζȸߡ��������͵Ľ��ٷ�ĩ��
1.1.2 ���F��
���F����ԭ����ͨ�^���ٚ�����Һ�B(t��i)�����������С�β����������ɷ�ĩ���^�̡����F���Ƃ���ٷ�ĩ�������ȼ�(x��)�����ζȸߡ����ȸߵȃ�(y��u)�c, ��Ŀǰ���a(ch��n)3D��ӡ�ý��ٷ�ĩ����Ҫ����, ���Ƃ��3D��ӡ��ĩ����ռ�F�����Ƃ��ĩ��40%���ҡ������F�����g(sh��)Ҳ����һ���IJ���, �ښ����������Һ�w���^����, ����������, �F��Ч�ʵ�, �����˽��ٷ�ĩ�Ƃ�ɱ���
��Nanoval��˾�ښ��F�����g(sh��)�Ļ��A(ch��)��, ������Y(ji��)��(g��u)�M(j��n)�и��M(j��n), ��������F�����g(sh��)�������F������Y(ji��)��(g��u)��D2��ʾ��ԓ���g(sh��)ʹ�����ͽ���Һ���ڌ����F�������гʌ����ֲ�, �����ڽ��ٱ���a(ch��n)���ļ������͔D����, ������Һ�����г�ֱ������sС��Һ��, ����s�ٶ��_(d��)106~107K/s, �Ƃ�ķ�ĩ���ȷֲ�խ, ��2.0MPa���F��������, �F���Ƃ�Ľ��ٷ�ĩƽ�����ȿ����_(d��)��10��m���Қ��w���ĵ�, ���a(ch��n)�ɱ���, �m���ڴ����(sh��)3D��ӡ�ý��ٷ�ĩ�����a(ch��n), ���@�N�Ƃ似�g(sh��)���F�����^���в���(w��n)��, �y����Ч�����F���^��, ���a(ch��n)Ч�ʵ�, �����������a(ch��n)��, �y���m���ڴ�Ҏ(gu��)ģ3D��ӡ�ý��ٷ�ĩ���a(ch��n)��
HJE��˾��PSI��˾�������Ƴ���һ�N����w�F���Ƃ��¼��g(sh��), ���F�����|(zh��)�M(j��n)�мӟ�, �����M(j��n)һ�����(x��)���յ���, ���͚��w������, ���H��(y��ng)��Ч������, ��һ헾��Б�(y��ng)��ǰ���ļ��g(sh��)�����F������1.72 MPa�l����, �����w�ӟ���200~400��, �F�����÷�ĩ��ƽ�������͘�(bi��o)��(zh��n)ƫ����S�ض����߶�����, �����ڟ���w�F�����g(sh��)�ܵ����w�ӟ�ϵ�y(t��ng)�͇��������, �H���ٔ�(sh��)���о��C(j��)��(g��u)�M(j��n)���о���
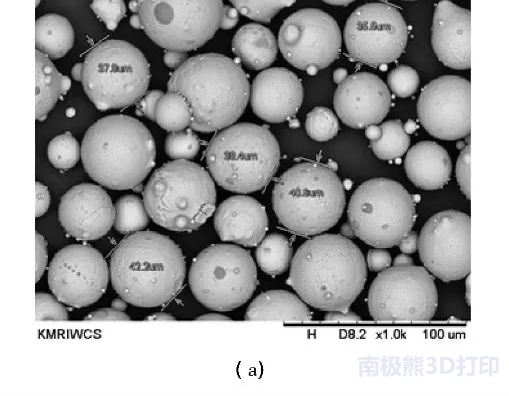
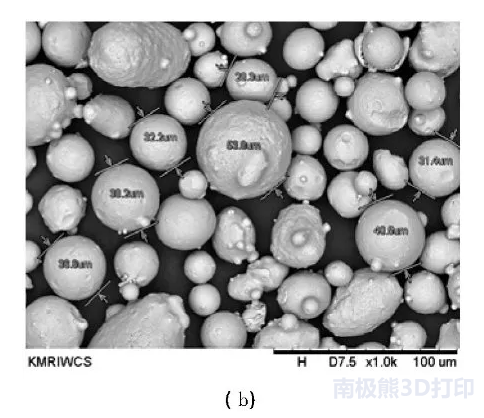
����ұ���о�Ժͨ�^���F������ĸ��M(j��n), �ڜض�1 800��, �F������2.0MPa�l����, ���õ����F�����g(sh��)�Ƃ�316 L���P䓽��ٷ�ĩ, ���c��EOS��˾���w��ò�M(j��n)�Ќ���, �^�Y(ji��)��(g��u)��rҊ�D3��
���ν��ٷ�ĩ�ǽ���3D��ӡ�ĺ��IJ���, ��3D��ӡ�a(ch��n)�I(y��)�������Ҫ�ĭh(hu��n)��(ji��), �c3D��ӡ���g(sh��)�İl(f��)չϢϢ���P(gu��n)���ڡ�2013����3D��ӡ���g(sh��)�a(ch��n)�I(y��)�������, ��(qu��n)�����Ҍ�3D��ӡ���ٷ�ĩ������Ҫ��o���������Ķ��x, ���ߴ�С��1 mm�Ľ��ٷ�ĩ, ����, ߀Ҫ����ٝM�㼃�ȸߡ����ζȺá������ֲ�խ���������͡������Ժõ�Ҫ��2014��6���C����ASTM F3049-14��(bi��o)��(zh��n)Ҏ(gu��)����3D��ӡ���ٷ����ܵķ����ͱ���������Ŀǰ, 3D��ӡ�ý��ٷ�ĩ������Ҫ�������F���⒡��~��懵Ƚ��ټ���Ͻ��档
�S������3D��ӡ���g(sh��)���w�ٰl(f��)չ, ���ν��ٷ�ĩ���Ј������ָ����L�B(t��i)�ݡ�2016��3D��ӡ���ٷ۵��Ј�Ҏ(gu��)ģ�s��2.5�|��Ԫ, ��(j��)IDTechEx��ʾ, ��2025��, 3D��ӡ���ٷ�ĩ���Ј�Ҏ(gu��)ģ���_(d��)��50�|��Ԫ����Ŀǰ3D��ӡ�����ν��ٷ���Ҫ�ɇ���S�҉Ŕ�, ����(n��i)���a(ch��n)�����η�ĩ�������ܲ���(w��n)�����ɱ��ߡ��յ��ʵ͵Ȇ��}�����, �о�3D��ӡ���ٷ�ĩ���Ƃ��Ȟ���Ҫ, ���Č�3D��ӡ�ý��ٷ�ĩ����Ҫ�Ƃ乤ˇ�Ļ���ԭ���M(j��n)�����U��, ���������䃞(y��u)ȱ�c, Ŀ�����M(j��n)һ�����3D��ӡ�ý��ٷ�ĩ���Ƃ似�g(sh��)ˮƽ, ���M(j��n)3D��ӡ���g(sh��)�İl(f��)չ�͑�(y��ng)�á�
1 3D��ӡ�ý��ٷ�ĩ�Ƃ乤ˇ�F(xi��n)��
Ŀǰᘌ�3D��ӡ�ý��ٷ�ĩ���Ƃ䷽����Ҫ���F���������D(zhu��n)늘O�������ȡ�
1.1 �F����
�F������ȡ�ķ�ĩ��ռ��(d��ng)���������3D��ӡ��ĩ��80%����, ��ԭ�����Կ����\(y��n)�ӵ����w (�F�����|(zh��)) �_������������ʽ�����ٻ�Ͻ�Һ������鼚(x��)СҺ��, �S֮��������w��ĩ�ķ�ĩ��ȡ����, ��ԭ���Y(ji��)��(g��u)�D��D1��ʾ, ����(j��)�F�����|(zh��)��ͬ, �F������Ҫ�֞�ˮ�F���͚��F����
�D1 �F���Ʒ�ԭ��D
1.1.1 ˮ�F��ˮ�F������ˮ���F�����|(zh��)�Ƃ���ٷ�ĩ, �����a(ch��n)�ɱ���, �F��Ч�ʸ�, ���Á����a(ch��n)��F��ĩ�������S�����A(y��)�Ͻ��ĩ��懻����Բ��Ϸ�ĩ�ȡ��������F��, ˮ�ıȟ��ݱ��^��, ���F���^��������Ľ����۵ο�������׃�ɲ�Ҏ(gu��)�t��, ��(d��o)�·��w�Π��y�Կ���, ���y�ԝM�����3D��ӡ����ĩ���ζȵ�Ҫ��, �������ڻ��Խ��ټ���Ͻ��ڸߜ����c�F�����|(zh��)ˮ���|����l(f��)������(y��ng), ���ӷ�ĩ������, �@Щ���}������ˮ�F�����Ƃ����ζȸߡ��������͵Ľ��ٷ�ĩ��
1.1.2 ���F��
���F����ԭ����ͨ�^���ٚ�����Һ�B(t��i)�����������С�β����������ɷ�ĩ���^�̡����F���Ƃ���ٷ�ĩ�������ȼ�(x��)�����ζȸߡ����ȸߵȃ�(y��u)�c, ��Ŀǰ���a(ch��n)3D��ӡ�ý��ٷ�ĩ����Ҫ����, ���Ƃ��3D��ӡ��ĩ����ռ�F�����Ƃ��ĩ��40%���ҡ������F�����g(sh��)Ҳ����һ���IJ���, �ښ����������Һ�w���^����, ����������, �F��Ч�ʵ�, �����˽��ٷ�ĩ�Ƃ�ɱ���
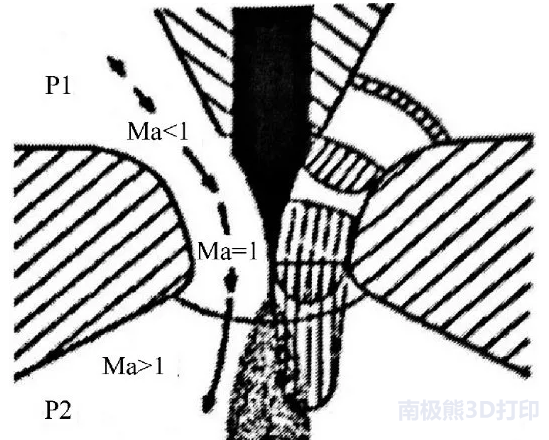
��Nanoval��˾�ښ��F�����g(sh��)�Ļ��A(ch��)��, ������Y(ji��)��(g��u)�M(j��n)�и��M(j��n), ��������F�����g(sh��)�������F������Y(ji��)��(g��u)��D2��ʾ��ԓ���g(sh��)ʹ�����ͽ���Һ���ڌ����F�������гʌ����ֲ�, �����ڽ��ٱ���a(ch��n)���ļ������͔D����, ������Һ�����г�ֱ������sС��Һ��, ����s�ٶ��_(d��)106~107K/s, �Ƃ�ķ�ĩ���ȷֲ�խ, ��2.0MPa���F��������, �F���Ƃ�Ľ��ٷ�ĩƽ�����ȿ����_(d��)��10��m���Қ��w���ĵ�, ���a(ch��n)�ɱ���, �m���ڴ����(sh��)3D��ӡ�ý��ٷ�ĩ�����a(ch��n), ���@�N�Ƃ似�g(sh��)���F�����^���в���(w��n)��, �y����Ч�����F���^��, ���a(ch��n)Ч�ʵ�, �����������a(ch��n)��, �y���m���ڴ�Ҏ(gu��)ģ3D��ӡ�ý��ٷ�ĩ���a(ch��n)��
�D2 �����F������Y(ji��)��(g��u)�D
Ӣ��PSI��˾�ھo������F�����g(sh��)�Ļ��A(ch��)�ό��o��ϭh(hu��n)�pʽ����Y(ji��)��(g��u)�M(j��n)���˽Y(ji��)��(g��u)��(y��u)�����M(j��n), ʹ�����ij����ٶȳ��^��, �����^С���F�������«@�ø��ٚ���, ��2.5 MPa������, ���w���ʿ��_(d��)��540 m/s, ���ⳬ�o������F�����g(sh��)������߷�ĩ����s�ٶ�, Ч�ʸ�, �ɱ���, �ґ�(y��ng)�÷����V, �ǚ��F�����g(sh��)��Ҫ�İl(f��)չ����֮һ, �Ҿ��й��I(y��)�������x, ���ڴ��M(j��n)3D��ӡ�ý��ٷ�ĩ�Ĺ��I(y��)�����a(ch��n)�Ƃ�������Ҫ�����x��HJE��˾��PSI��˾�������Ƴ���һ�N����w�F���Ƃ��¼��g(sh��), ���F�����|(zh��)�M(j��n)�мӟ�, �����M(j��n)һ�����(x��)���յ���, ���͚��w������, ���H��(y��ng)��Ч������, ��һ헾��Б�(y��ng)��ǰ���ļ��g(sh��)�����F������1.72 MPa�l����, �����w�ӟ���200~400��, �F�����÷�ĩ��ƽ�������͘�(bi��o)��(zh��n)ƫ����S�ض����߶�����, �����ڟ���w�F�����g(sh��)�ܵ����w�ӟ�ϵ�y(t��ng)�͇��������, �H���ٔ�(sh��)���о��C(j��)��(g��u)�M(j��n)���о���
����ұ���о�Ժͨ�^���F������ĸ��M(j��n), �ڜض�1 800��, �F������2.0MPa�l����, ���õ����F�����g(sh��)�Ƃ�316 L���P䓽��ٷ�ĩ, ���c��EOS��˾���w��ò�M(j��n)�Ќ���, �^�Y(ji��)��(g��u)��rҊ�D3��
�D3 316 L���P��^�M��
(؟(z��)�ξ���admin)

��һƪ��SLM��ˇ����C����һ��֮���������������R������(zh��n)�c��Q����
��һƪ���{�����p����3D��ӡ���g(sh��)���������@ô�����
��һƪ���{�����p����3D��ӡ���g(sh��)���������@ô�����
���P(gu��n)��(n��i)��
 ���b|3D��ӡ�C(j��)��(chu��ng)����b��
���b|3D��ӡ�C(j��)��(chu��ng)����b�� 3D��ӡ�����x�҂��ж����
3D��ӡ�����x�҂��ж���� 3D��ӡ��δ���δ����
3D��ӡ��δ���δ���� ���P(gu��n)3D��ӡ���I(y��)�O(sh��)Ӌԭ�ͮa(ch��n)
���P(gu��n)3D��ӡ���I(y��)�O(sh��)Ӌԭ�ͮa(ch��n) 3D��ӡһ��ģ�Ͷ����X��
3D��ӡһ��ģ�Ͷ����X��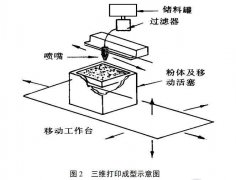 3D��ӡ���g(sh��)����ȫ��
3D��ӡ���g(sh��)����ȫ��
- �����b|3D��ӡ�C(j��)��(chu��ng)����b����
- ����ͨ���漉3D��ӡ�C(j��)�c���I(y��)��3D��ӡ�C(j��)��
- ��LD-006��̻�3D��ӡ�C(j��)�đ�(y��ng)���I(l��ng)������Щ
- ������3D��ӡ�C(j��)������ԓ��ξS�o(h��)��
- ��3D��ӡ�C(j��)�D���C(j��)ָ�� ��(chu��ng)�����S
- ��3D��ӡ�����x�҂��ж����3��犎����x
- ��������J(r��n)�R��̻�3d��ӡ�IJĆ
- ��������ߴ�ӡ�|(zh��)����������ο���������
����(n��i)��
- �����b|3D��ӡ�C(j��)��(chu��ng)����b����
- ����ͨ���漉3D��ӡ�C(j��)�c���I(y��)��3D��ӡ�C(j��)��
- ��LD-006��̻�3D��ӡ�C(j��)�đ�(y��ng)���I(l��ng)������Щ
- ������3D��ӡ�C(j��)������ԓ��ξS�o(h��)��
- ��3D��ӡ�C(j��)�D���C(j��)ָ�� ��(chu��ng)�����S
- ��3D��ӡ�����x�҂��ж����3��犎����x
- ��������J(r��n)�R��̻�3d��ӡ�IJĆ
- ��������ߴ�ӡ�|(zh��)����������ο���������
- ��3D��ӡ��δ���δ����
- �����P(gu��n)3D��ӡ���I(y��)�O(sh��)Ӌԭ�ͮa(ch��n)Ʒ���O(sh��)Ӌ׃
���]��(n��i)��
 һ�����ܸ�Ч��3D
һ�����ܸ�Ч��3D���c��(n��i)��
- ��ʷ����ε���Ƭܛ��Cura�̳̣�һ����
- ���������T���@���Ѓɿ��m�ϳ��W(xu��)�ߵ�3D��
- ����ģܛ��123D Design�h���̡̳�С���c
- ��ʷ����ε���Ƭܛ��Cura�̳̣�������
- ��Simplify3D��Ƭ�̳�(��)�����3D��ӡ�p
- ��123D Design���A(ch��)�̳̣����b��������R
- ��Simplify3D��Ƭ�̳�(��)����μ�֧��
- ��Simplify 3D��Ƭ�̳̣�һ����������R
- ��123D Design�����̳̣����D(zhu��n)����
- ��Simplify3D��Ƭ�̳�(��)����ģ�Ͷ�����(sh��)


