���_�M��3D��ӡ��̻����ͽ̳̣���3Dģ�͵�3D��ӡȫ�^�̈D��Ԕ��(4)
�ߡ������̎���^��
�ܶ�������|3D��ӡ�����ѕ�(hu��)�f���e�˴�ӡ����Ʒ���r����������ȥ���Ǹߴ��ϣ����Լ���ӡ��ģ�ͅsëë�ڲڣ��������^���䌍(sh��)���@Щ���������̎���^����Ҫ��Q�Ć��}���Ա��C��ɸ߾��ȸ��|(zh��)���ĺϸ������
1. �������ͨ�����������ɺ�ȡģ�͵ĕr(sh��)��Ո(q��ng)��(w��)�؎��Ϸ��o(h��)�����M(j��n)�в����������P���P���ĕr(sh��)��������þƾ���ϴһ�飬ģ�ʹ�ӡ��Ո(q��ng)��ƽ�_(t��i)�����Ƀ�����ȡ���ϲۣ���ֹ����ƽ�_(t��i)�ϵĘ�֬��©����Ļ�ϡ�
2. ��ϴ�����ȡ��������� TPM�� ������������ ���M(j��n)����ϴ�����ߟoˮ���I(y��)�ƾ�����Ҫ�ú�ˮ���^����t(y��)�þƾ���ʳ�þƾ�����(du��)�ڼ�(x��)�L(zh��ng)�������ڼ����ھƾ����ЙC(j��)ϴ���н��ݕr(sh��)�g���ܳ��^1��犣���t�Ӽ�����ܛ����׃�Σ��^�����������ݕr(sh��)�g�M����Ҫ���^3��犣�֧�β���ȥ����Ҫܛ��֧�ε���������ݕr(sh��)�gҲ��Ҫ���^3��犣�����ע��H���������֧�β��֡�
3.��ĥ����ĥǰ������M�����ָ�ˬ����ϴ�õ�����É��s�՚ⴵ�ɣ����״��ɵĵط������ü������á���ˮ��ĥ�r(sh��)�M�����٣�������ˮ���^����ݣ���?y��n)�ˮ�?hu��)ʹ�³��t�ĘӼ������ߣ��a(ch��n)��һ���̶ȵ�ܛ��׃�Ρ���ĥǰ���Ӽ��^ܛ����o��Óˮ���ٴ�ĥ��֮���ٴ��o��Óˮ�������f���^ܛ�������Ҫ�M(j��n)�Ѓɴ��o��Óˮ��

4.�o��Óˮ�������͵���������ߣ����ڃ�(n��i)������(y��ng)߀���^�m(x��)����������ˮ�ֺ;ƾ�����(d��o)�������Û��׃ܛ��׃�Σ��o��Óˮ�܉��ƾ���ˮ���M(j��n)һ���]�l(f��)�����Դ�ĥ�õ�������ٴ��É��s�՚ⴵ�ɣ������ں�غ����O(sh��)���g�o�ã�ͬ�r(sh��)��(qi��ng)�ҽ��h���L(f��ng)�ȴ��L(f��ng)���������棬���m(x��)30��犡�
5.�����̻����o��Óˮ��������Ҫ�M(j��n)�������̻�̎��������30��犣���(qi��ng)�ҽ��h�����̻���һ�������ں�غ����O(sh��)���g������̻����(n��i)�Ĺ�Դ�ֲ���(du��)�̻�Ч��Ӱ푺ܴM���ܱ��C��Ʒ������(g��)����Ĺ����ݗ�䡣
��(j��)����3D��ӡ��Ƥ�����Ј�(ch��ng)��(sh��)��(j��)����3D��ӡ�@��(g��)�MĿ�լ����Ј�(ch��ng)��(j��ng)��(j��)�У���̻�3D��ӡ�O(sh��)��ռ��(j��)���Ї�(gu��)3D��ӡ�Ј�(ch��ng)����Ҫ���֣������Ј�(ch��ng)����A����ҕ���P(gu��n)�ڹ�̻�3D��ӡϵ�y(t��ng)���O(sh��)�����c(di��n)���������ע�����(xi��ng)�������̎�������P(gu��n)���(xi��ng)�����_�M����(hu��)��һ����Ԕ�⡣
�ǻ����У�3D���С������_�M
���_�M��̻�3d��ӡ����̻�3D��ӡ�C(j��)�����ȸ�(��0.05mm�����ēp�ͣ���Ʒ�ʸߣ��r(ji��)��(sh��)�ݣ��gӭ��D��ԃ��
�YӍ��Դ�����_�Mhttp://www.solomonsz.com
(؟(z��)�ξ���admin)

��һƪ����(chu��ng)�����S3D��ӡ�C(j��)|3D��ӡ�̳̽o����֙C(j��)�҂�(g��)����
 3D��ģܛ��Blender�����
3D��ģܛ��Blender�����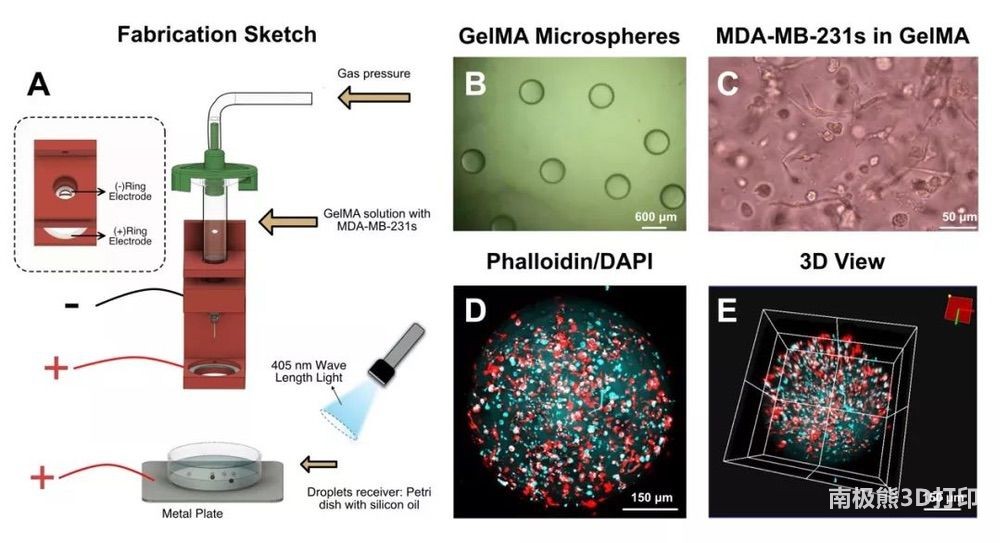 ����ϩ���������z��GelM
����ϩ���������z��GelM 픿��C����3D��ӡ�K�w����
픿��C����3D��ӡ�K�w���� ��ɫˮ�P+3D��ӡ�������
��ɫˮ�P+3D��ӡ������� �����3D��ӡ�C(j��)�������֣�
�����3D��ӡ�C(j��)�������֣� Magics�ָ�ģ�͵�3�N��ͬ
Magics�ָ�ģ�͵�3�N��ͬ- �� 3D��ģܛ��Blender�����������c(di��n)��
- ������ϩ���������z��GelMA������3D��
- ��픿��C����3D��ӡ�K�w���ٲ�����1��
- ����ɫˮ�P+3D��ӡ�����������������T
- �������3D��ӡ�C(j��)�������֣��@��(g��)�̳�Ո(q��ng)��
- ��Magics�ָ�ģ�͵�3�N��ͬ��ʽ����
- ��Magics�ָ�ģ�͵�3�N��ͬ��ʽ����
- ��3D��ӡ�C(j��)�̳̣����������P��
- ��3D��ӡ�C(j��)�̳̣�Ender-3 �������(j��)���ٔD
- ��3D��ӡ�̳̣��T�������� ��(chu��ng)�����S
 Magics�ָ�ģ�͵�
Magics�ָ�ģ�͵� ���_�M��3D��ӡ��
���_�M��3D��ӡ�� 3D��ӡ�C(j��)���ֽ̳�
3D��ӡ�C(j��)���ֽ̳� ��(chu��ng)���n�ã�������
��(chu��ng)���n�ã������� 3D��ӡ�̳̣�����
3D��ӡ�̳̣�����- ��ʷ���(qi��ng)3D��ӡ�Pʹ�ý̳̣������淨��
- ������������D(zhu��n)3D��ӡ�C(j��)��
- ������������3D��ӡ�Α�����ģ��
- ��Cinema 4Dܛ������3d��ӡģ�͵�9�l���h
- ���ְ��ֽ������3D��ӡһ��(g��)�����桿���n
- ��3D��ģ����ܛ������Щ��3D��ģ�ij���ܛ
- �����Լ�����Ƭ3D��ӡ������ԭ��ֻ���@��
- ��3D��ӡ�Pʹ�ý̳̣�������ή�һֻС�S
- ������õ���Ƭܛ��Simplify�̳̣�һ��
- �����W(xu��)MESHMIXER����(j��)�̳�


