����BigRep3D��ӡ���̽�B�D��
�mȻFDM�����ڶѷe���ij��ͼ��g(sh��)�Ѳ������أ���BigRep�ij��F(xi��n)߀�ǽo�҂���һЩ��һ�ӵĸ��X���܉�һ�γ���1m3�w�e��ģ�ͣ����˷�(w��n)���ԣ��IJĵ����أ�����ϵ�y(t��ng)�Լ���������^����Ҳ�������ɺ�ҕ�����á��҂���Ŀ�ľ���Ҫʹ�@��(g��)����һ���m�����Ĺ����аl(f��)�]����������
��Ƭ
1.���dKisslicer
�O(sh��)��Kisslicer���Ñ��˿�
2.��(d��o)��
��CAD�ļ������STL��ʽ
3.��(d��o)��STLģ�͵�Kisslicerܛ��
�ڴ�ӡƽ�_(t��i)�ό��Rģ��
4.�x����Ƭ�O(sh��)��
a.ʹ���A(y��)�O(sh��)ֵ������ʼ��1.00mm�����0.5mm����
b.�{(di��o)���ض���3D��ӡ�O(sh��)�ã��z��ÿһ��(g��)�O(sh��)�Å���(sh��)
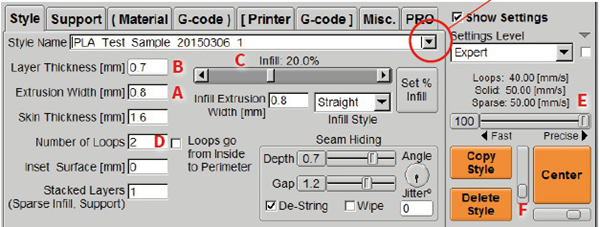
��Ҫ�ęz���x�(xi��ng)
A.�D�����ȡ�B.�ΌӺ�ȡ�C.��䡢D.�⚤��(sh��)����E.��ӡ�ٶ�������ߴ磩��F.��ӡλ��
5.֧���O(sh��)��
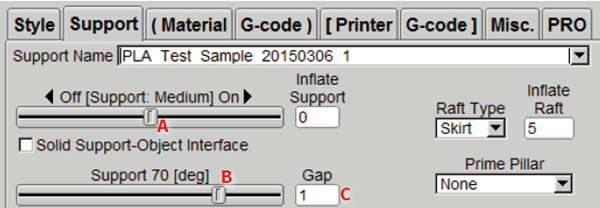
A.֧���ܶ�
B.���ֵ��������֧��
C.֧�κʹ�ӡ����֮�g��ˮƽ���x
6.��Ƭ��z��·��
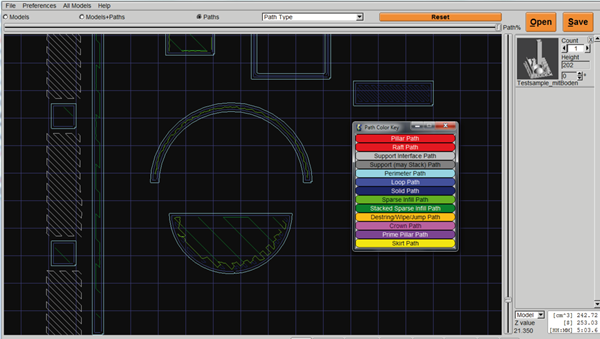
·���ɫ�f��

7.��Ƭ�����浽U�P

�D(zhu��n)�Ƶ���ӡ�C(j��)���Ɔ�Ԫ
�O(sh��)���(zh��n)��
1.����(d��ng)�C(j��)��
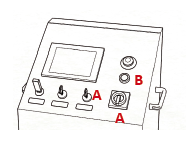
A.���D(zhu��n)2��耳��_�P(gu��n)�����Դ�_�P(gu��n)
B.�����Sɫ���o��Reset���o��
2.�ڿ��ƽ����x���B�әC(j��)��

3.�þƾ���ϴ��ܛ���坍��ӡƽ�_(t��i)

4.���_�ضȿ�����壬�ӟ�3D��ӡ�^��ƽ�_(t��i)
5.�Ѳ��Ͻz���b���D���C(j��)��
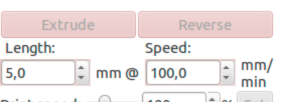
����Extrude��֪�����Ϗć�������
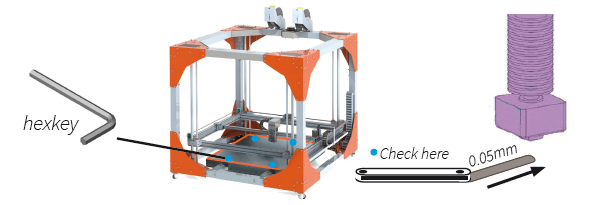
6.ʹ��0.1mm�����ߙz�释���ƽ�_(t��i)֮�g�ľ��x
�_����Ƭܛ����Z-offset�]�в���ؓ(f��)ֵ
a.�w��D���^Ȼ���P(gu��n)�]늙C(j��)�Դ
b.�x���{(di��o)��(ji��)�ݽz�{(di��o)�������ƽ�_(t��i)֮�g�ľ��x
c.ʹ�����ǰ�������/����ƽ�_(t��i)�߶�
3.�d��G-code�ļ���U�P/Ӳ�P

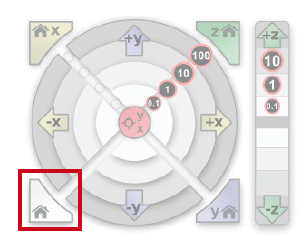
4.�w��D���^
�����ڴ�ӡǰ�����һ��
5.�_ʼ��ӡ

6.��ӡ�r(sh��)�z���ٶȺ�����
�����Ҫ�{(di��o)��
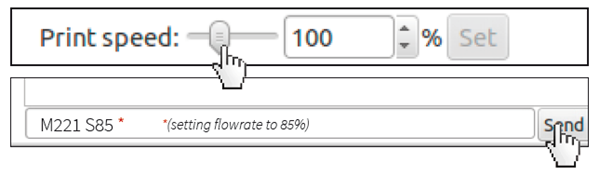
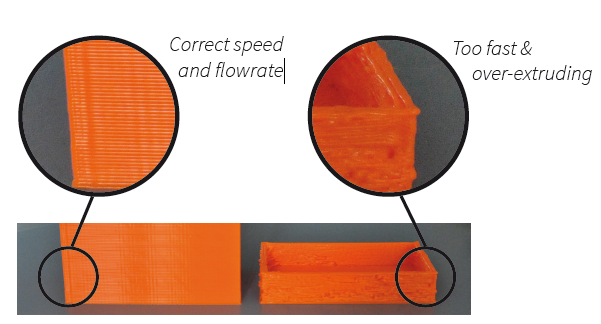
���_���ٶȺ������ٶ� ̫����^�������
7.�Ƴ�ģ��
a.�P(gu��n)�]ƽ�_(t��i)�ӟᲢ�ȴ���s
b.ʹ�������P���Ƴ�ģ��
��(d��ng)Ȼ���҂�Ҳ��(hu��)�������}�����磺
��һ�Ӳ�ճ�Y(ji��)
a.�z�释�쵽ƽ�_(t��i)֮�g�ľ��x
b.�z��ƽ�_(t��i)�ض�
c.ƽ�_(t��i)�Ƿ�Ƀ�
d.�z���ӡ�ٶ�
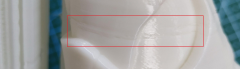
�z�释�쵽ƽ�_(t��i)֮�g�ľ��x

���� ���x̫�h(yu��n) ���x̫��
��ӡ�C(j��)������(d��ng)
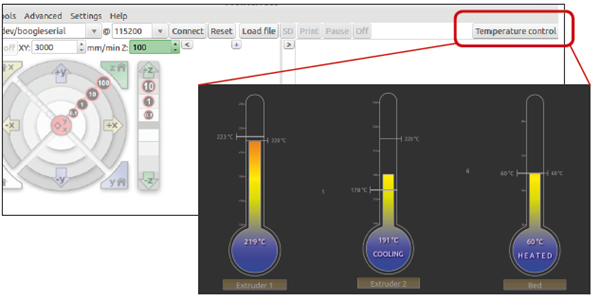
a.�ڿ�������ϙz���ӡ�C(j��)�B��
b.�z���ӡ�C(j��)�˿ڡ�port��:��(y��ng)ԓ�ǡ�/ dev / boogieserial��
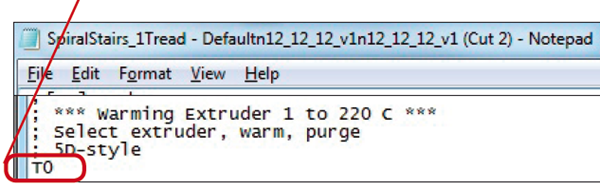
c.ʹ�����_�ć��죿��G-code�ļ��и���T0��T1
d.��G-code�ļ��Єh��M109��M140
M109=�ȴ������_(d��)���ض�
M140=�ȴ�ƽ�_(t��i)�_(d��)���ض�
��ӡ�C(j��)���R(sh��)�e�@Щ�������(hu��)�ȴ����r(sh��)�g���_�����h��������G-code������Ƭܛ���O(sh��)����
����ڴ�ӡ�и��Q���Ͻz
a.��ͣ��ӡ-ʹ�á�pause�����o�ڿ������
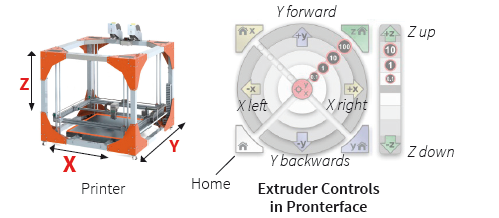
b.�ÿ���������Ƅ�(d��ng)����D���C(j��)�����Ƅ�(d��ng)���������Ƅ�(d��ng)����ӡģ�͵�һ߅
��������ײ��ӡ��ģ�ͣ�
c.��Q�f�IJ���Ȼ��ʹ�á�exturde��֪���µIJ��Ϗć�������
d.ʹ�á�resume�����o�֏�(f��)��ӡ
��Ҫ�ڸ��Q�^���Кw���ӡ�^��ʹ�á�resume�����o�����ǡ�restart����
- �C����Ϣ
��ӡ�^�Ƅ�(d��ng)����ϵ�y(t��ng)
�@�����ˣ���(d��ng)Ȼ����BigRep�°汾���O(sh��)���(hu��)��һЩ�����㌍(sh��)�õ��¹����o�҂��������Ľ�B�Լ��҂��Ĵ�ӡ��(sh��)�������ڲ��ú��(hu��)��m(x��)��λҊ��Σ�
(؟(z��)�ξ���admin)

��һƪ��3d��ӡģ���O(sh��)Ӌ(j��)�r(sh��)��Ҫ���]�Ďׂ�(g��)����
 ֻ��3�����[Ó�㲻ϲ�g��3
ֻ��3�����[Ó�㲻ϲ�g��3 3D����x��ô�棿
3D����x��ô�棿 ���ʹ�ù�̻�3D��ӡ�C(j��)��
���ʹ�ù�̻�3D��ӡ�C(j��)�� �v��3D��ӡ�C(j��)��ô�� ���W(xu��)
�v��3D��ӡ�C(j��)��ô�� ���W(xu��) �ֹ���FDM 3D��ӡ�����M(j��n)��
�ֹ���FDM 3D��ӡ�����M(j��n)�� ��̻�3d��ӡ���(y��u)��ģ��
��̻�3d��ӡ���(y��u)��ģ��- ��ֻ��3�����[Ó�㲻ϲ�g��3D��ӡģ�͌�
- ��3D����x��ô�棿
- �����ʹ�ù�̻�3D��ӡ�C(j��)��ӡ��(d��ng)��ģ��
- ��������3D��ӡģ�͵ľ���
- ���v��3D��ӡ�C(j��)��ô�� ���W(xu��)�߱ؿ�����h3
- ���ֹ���FDM 3D��ӡ�����M(j��n)�к�̎�������
- ��3Dģ�ͳ��F(xi��n)���ӻ���ģ�����g���_�Ľ�Q
- ��3D��ӡ��ģ���O(sh��)Ӌ(j��)����(sh��)Ҫ�c(di��n)
- ��3D��ӡ�̳̣�߀����(hu��)ChiTu��Ƭܛ������
- ������߸ģ�́���ʾ��μ�����֧�β�Ӱ�
 ��(chu��ng)�����S�������
��(chu��ng)�����S������� ���˱���3D��ӡ��
���˱���3D��ӡ�� ���W(xu��)3D��ӡ�߱��x
���W(xu��)3D��ӡ�߱��x ���˱���3D��ӡ��
���˱���3D��ӡ��- ��ʷ����Ԕ��(x��)��3D�⸡�������̳̣����g(sh��)
- ��3D��ӡ��ʲôܛ�����O(sh��)Ӌ(j��)���^�ã�
- ������W(xu��)3D��ӡ����ʲôܛ����ģ���^�ã�
- �����˱���3D��ӡ����ģ�r(sh��)����Ҫע���@10
- ��3D��ӡ��֧�ε����_�˄���ʲô��������
- �����˱���3D��ӡ����ģ�r(sh��)����Ҫע���@10
- ��3D��ӡ�C(j��)�����z��ô�k������ӡ������
- ��3D��ӡ��ģ�r(sh��)�⸡������������magics
- ����Ό����ɂ�(g��)������(g��)STL��ʽ��3D��ӡģ
- ��3D��ӡ�|(zh��)���Ź�ָ��֮��Qճ��ס�ᴲ


