�������ڔ�(sh��)�\�����g(sh��)�Ľ��ٲ������W(xu��)��(bi��o)��(zh��n)ԇ�Ӹ�ͨ���Ƃ��cԭλ�T�����ܜyԇϵ�y(t��ng)
��������S��������Ӌ(j��)�㼼�g(sh��)�����M(j��n)��(sh��)�(y��n)�������g(sh��)��Ѹ�ٰl(f��)չ����(sh��)��(j��)�(q��)�ӵ��о�����ģ����������M(j��n)�����ѽ�(j��ng)�ɞ�һ�N�����O(sh��)Ӌ(j��)-���췶ʽ�����ڲ����аl(f��)����c���졢�|(zh��)�����ƺ��Ԅӻ����(y��n)�C�����Ϻϳɡ��ӹ������������ܜy���ȶ����Y(ji��)�ϣ����γ����Ը�ͨ��Ӌ(j��)�㡢��(sh��)��(j��)�ھC(j��)��/��ȌW(xu��)��(x��)���˹����ܡ���������Ȍ�(sh��)�(y��n)��ģ�M�ֶ���ʾ���M(j��n)�����_�l(f��)�нM��-�ӹ�-�Y(ji��)��(g��u)-�����P(gu��n)ϵ�Ī�(d��)�ز��ԡ�������Ӌ(j��)����Ϲ�����ICME Integrated Computational Materials Engineering����һϵ�йٷ��ļ���Ӌ(j��)��������Ӌ(j��)����Ϲ��̵Ī�(d��)������(zh��n)�͙C(j��)�����Լ�δ���ɂ��еļ�����������đ�(zh��n)���{(l��n)�D�����@��ICME�Ĕ�(sh��)�\���O(sh��)Ӌ(j��)��ʽ���ڼӿ��������M(j��n)���ϵİl(f��)�F(xi��n)�͑�(y��ng)�õ����P(gu��n)��Ҫ�ԡ��������I(y��)��W(xu��)���f����ͨ�^����3D��ӡ���g(sh��)����(sh��)�F(xi��n)��ϵ�y(t��ng)�O(sh��)Ӌ(j��)���Ƃ�Ĕ�(sh��)�\����
![]() �������c(di��n)
�������c(di��n)
(1) ����ԇ�Ӹ�ͨ���Ƃ���нM��ϵ�y(t��ng)�Ƃ��Ϟ?z��i)����ȸߣ�����ģ�K��Ԫ�M���`����㣬�ɹ�(ji��)ʡ���y(t��ng)��ģ���ߣ����ͳɱ����p�����W(xu��)����ԇ�ӵļӹ�����ԭ�������ġ��s���Ƃ�r(sh��)�g��
(2) ԓ����ϵ�y(t��ng)߀������ɰ�͡������ͺ;����T���ԇ�ӵ��Ƃ��^�̡�
![]() �D���
�D���
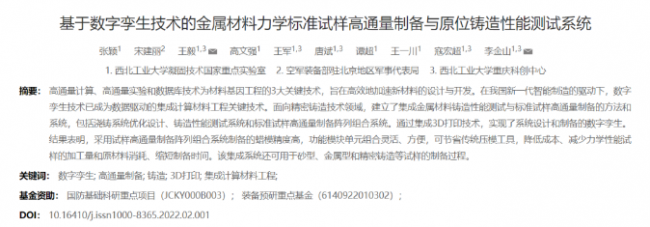
�D1չʾ�˼��ɽ��ٲ����T�����ܜyԇ�c��(bi��o)��(zh��n)ԇ�Ӹ�ͨ���Ƃ�ϵ�y(t��ng)�Y(ji��)��(g��u)�ĸ�ͨ���T��ģ�͡����O(sh��)Ӌ(j��)�^���У������Ͻ����w�l(f��)���������ߊA�s����ԓ��ͨ���T��ģ���Н��ڱ����a(b��)�s�Y(ji��)��(g��u)��ֱ�����͙M�����Ľ�����e�����f�p���Ķ���(d��ng)������Һ�ĝ��ڱ��M(j��n)�Н�ע�r(sh��)���ɮa(ch��n)���������(sh��)�F(xi��n)ƽ��(w��n)���ͣ������T���Ě������ȱ�ݣ��_(d��)��ͨ�^���ƽ�����Һ�����^����Һ�B(t��i)���ٜضȈ�����(x��)�����������ӵ��S�������Ķ��p��ƫ����ȱ�ݣ��@�ýM���^�����Ę�(bi��o)��(zh��n)ԇ�ӵ�Ч������D 1�нY(ji��)��(g��u)��Ԫ����ʾ��픲��M�������˱����a(b��)�s���Ś⣬���O(sh��)Ӌ(j��)�����Ś�����νY(ji��)��(g��u)�������˷�ֹ�������w�R��ֱ�����ײ����а�����ֱ�����C�����C��ע�^���н���Һ��ƽ��(w��n)���ͣ�Ҋ�D 1�нY(ji��)��(g��u)��Ԫ�ۡ��@�N���ɽ��ٲ����T�����ܜyԇ�c��(bi��o)��(zh��n)ԇ�Ӹ�ͨ���Ƃ�ϵ�y(t��ng)�Ĕ�(sh��)�\��������������T��Ч�ʣ���(ji��)ʡ�����a(ch��n)�͕r(sh��)�g�ɱ���
 ��-���ڱ�����-�����a(b��)�s�^(q��)����-ֱ�����͵Ͷ�ֱ�����C����-�M��������-���������Ͻ�������ԇ�Ӝyԇϵ�y(t��ng)����-ԇ�Ӹ�ͨ���Ƃ���нM��ϵ�y(t��ng)
��-���ڱ�����-�����a(b��)�s�^(q��)����-ֱ�����͵Ͷ�ֱ�����C����-�M��������-���������Ͻ�������ԇ�Ӝyԇϵ�y(t��ng)����-ԇ�Ӹ�ͨ���Ƃ���нM��ϵ�y(t��ng)
�D1 ���ɽ��ٲ��������Ժ͘�(bi��o)��(zh��n)���W(xu��)����ԇ�Ӹ�ͨ��ϵ�y(t��ng)�����S�Y(ji��)��(g��u)ʾ��D
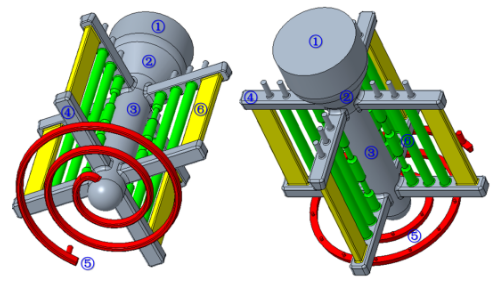
�ڸ�ͨ������Ļ��A(ch��)�ϣ�ԓ����ϵ�y(t��ng)�����˸�ͨ���Ƃ���нM��ϵ�y(t��ng)����(sh��)�F(xi��n)�˘�(bi��o)��(zh��n)ԇ�Ӹ�ͨ���Ƃ�ϵ�y(t��ng)�İ����O(sh��)Ӌ(j��)�c�M�ϡ���D2�����ڵ�ע����ÿ�l�M�����Ͽ��O(sh��)�ÈA���Ͱ��Ȳ�ͬ�Π��ԇ�ӣ���(sh��)�F(xi��n)ԇ�Ӹ�ͨ���Ƃ���е��`��M�ϡ���D2��a����ʾ��ÿ�l�M�����Ϸքe����8����(bi��o)��(zh��n)�S��ƣ��ԇ�ӡ�8����(bi��o)��(zh��n)����ԇ�ӈA��ԇ����2�K���ԇ�ӡ���(bi��o)��(zh��n)ԇ�ӳߴ�����Շ���(bi��o)�O(sh��)Ӌ(j��)�����T����ɺ�Hͨ�^���α���ӹ���ֱ���M(j��n)�����졢����׃����ƣ�ڵ��������W(xu��)�yԇ������Ȝp�������W(xu��)���ܜyԇ��(bi��o)��(zh��n)ԇ���Ƃ��^���еęC(j��)е�ӹ�����ԭ�������ģ��s�����Ƃ�ԇ�ӕr(sh��)�g���M(j��n)һ��������аl(f��)Ч�ʲ������аl(f��)�ɱ�������(y��ng)�أ����ԇ�ӿ����ڼӹ����ԇ�ӻ����ڟ�׃�μӹ���܈�ơ����ȣ�������(sh��)�(y��n)�����Կ���ԓϵ�y(t��ng)�о��ж������棬һ�Ό�(sh��)�(y��n)�ɫ@�ò�ͬ�����¶����^�M���Y(ji��)��(g��u)��Ʒ�����ʾ�������w�^��ȡ��T���ߴ�����،����̽M����Ԫ�طֲ���Ӱ�Ҏ(gu��)�������Ч;�������ژ�(bi��o)��(zh��n)���W(xu��)�yԇԇ�ӵęC(j��)е�ӹ��������O(sh��)Ӌ(j��)��ģ�MӋ(j��)��r(sh��)���ѽ�(j��ng)�M(j��n)�Ѓ�(y��u)�����_���Y(ji��)��(g��u)�ߴ羫�ȕr(sh��)�ӹ�������С������ԇ�ӵľ����Ⱥ��T��ȱ�ݣ���ף���С�ڂ��y(t��ng)�T�Vȡ�ӵĽM����չ�F(xi��n)�����Ӄ�(y��u)�������W(xu��)���ܡ�
 �D2 ���ɽ��ٲ��������Ժ͘�(bi��o)��(zh��n)�C(j��)е����ԇ�Ӹ�ͨ��ϵ�y(t��ng)��(c��)��ʾ��D��ʾ�����O(sh��)Ӌ(j��)�c�M����Ҫ���ð�������ԇ�ӣ��������ԇ�ӣ�����ƣ��ԇ���Լ������Ԝyԇϵ�y(t��ng)
�D2 ���ɽ��ٲ��������Ժ͘�(bi��o)��(zh��n)�C(j��)е����ԇ�Ӹ�ͨ��ϵ�y(t��ng)��(c��)��ʾ��D��ʾ�����O(sh��)Ӌ(j��)�c�M����Ҫ���ð�������ԇ�ӣ��������ԇ�ӣ�����ƣ��ԇ���Լ������Ԝyԇϵ�y(t��ng)
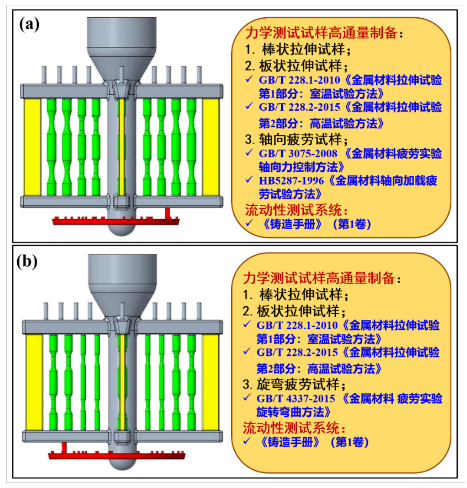
��D3��ʾ���ڼ��ɽ��ٲ����T�����ܜyԇ�c��(bi��o)��(zh��n)ԇ�Ӹ�ͨ���Ƃ�ϵ�y(t��ng)�������^���У����ȣ����ý�(j��ng)���CADܛ�������O(sh��)Ӌ(j��)�����Sģ����ͬ�r(sh��)���]�ˌ�(sh��)�H��(sh��)�(y��n)Ҫ��ԇ�ӳߴ硢��(sh��)������Ҫ��(sh��)��(j��)����Σ�����3D��ӡ���g(sh��)�Ƃ��������Tϵ�y(t��ng)���T�����ܜyԇϵ�y(t��ng)��ԇ�Ӹ�ͨ���Ƃ���нM��ϵ�y(t��ng)��Ϟ?z��i)�����ʧģ��о���քe����ģ����ɰ�͵����죬�����ݵ،�(sh��)�F(xi��n)ԓ����ϵ�y(t��ng)�Ĕ�(sh��)�\���Ͳ��ϵ��Ƃ䣬����Ϟ?z��i)��?j��ng)�^Ϳ��-ÓϞ-�����Ƃ��ģ�������ͨ�^������(zh��n)��-ģ���b��-ģ���A(y��)��-�۟���ע��������ע��-���̱���-���t�嚤��һϵ�в��E�õ���Ʒ�|(zh��)ԇ��������ģ��ʹ��ǰ��횲��É��s�՚��M(j��n)�д�����ģ���Ś��̎�ò����z��������ģ�����D(zhu��n)���^���Б�(y��ng)�p���p�ţ���ֹ���\(y��n)�^����ģ���_�ѣ��T���ض���s��200 �������ƿ�ȡ������ɰ��Ó������ֹ�^����ɰ��Ó�����T��׃�λ���F(xi��n)�Ѽy���ɷ���ز����������칤ˇ�Ƃ�Ϟ��Ʒ��ͨ�^�c���y(t��ng)�T�칤ˇ��ȣ�ԓ��(y��u)�������Hͨ�^�Б�(y��ng)�۟���ע�@�ø�Ʒ�|(zh��)ԇ�ӣ������ԃ�(y��u)�����������ȸߣ�����ģ�K��Ԫ���нM���`��ͷ��㣬�ɹ�(ji��)ʡ���y(t��ng)��ģ���ߺ�����(y��ng)�ɱ�����ˇ���̲������Σ����͙C(j��)�������Ƙӕr(sh��)�g����Ч�ؽ����˜p�ٲ����Ƃ�ɱ����Ƙӳɱ����ɘO��s�̘�Ʒ�Ƃ���аl(f��)�r(sh��)�g��ͬ�r(sh��)��ԓ����ϵ�y(t��ng)������ɰ���T�졢�������T�졢�����T��ȹ�ˇ�^�̵Ę�(bi��o)��(zh��n)ԇ�ӺͲ��ϵ��Ƃ䣬�������m����
 �D3 ��ͨ������������ԇ�Ӻ͘�(bi��o)��(zh��n)�C(j��)е��Ʒ�Ĕ�(sh��)�\�������^�̣��Ĕ�(sh��)���O(sh��)Ӌ(j��)��3DϞ?z��i)���ӡ���մ�ģ���������Б?y��ng)�۟�����K�T���Ʒ
�D3 ��ͨ������������ԇ�Ӻ͘�(bi��o)��(zh��n)�C(j��)е��Ʒ�Ĕ�(sh��)�\�������^�̣��Ĕ�(sh��)���O(sh��)Ӌ(j��)��3DϞ?z��i)���ӡ���մ�ģ���������Б?y��ng)�۟�����K�T���Ʒ
��D 4(a)��b����ʾ����(sh��)�H���a(ch��n)�T���Н��ڱ��l(f��)�����Ѻ�����(y��ng)�T����һ�l�M�������佛(j��ng)�o�p�z�y�^�y��ԇ���T��ȱ����ò�����Կ������T������oȱ�ݣ���(j��ng)X̽����l(f��)�F(xi��n)���ڳ���δ�M���T�����ļ��д����T��ȱ�ݡ��D 4(c)��δ��(j��ng)̽���ӹ�������W(xu��)����ԇ�ӣ�ͨ�^�^��l(f��)�F(xi��n)���ڳ�������������ɵı����о�����ڴ����T��ȱ�ݣ�Ҳ�C��ͨ�^�o�p�z�y��ˇ����oЧ�C(j��)е�ӹ��������аl(f��)�ɱ�������аl(f��)Ч�ʵ���Ҫ���á�
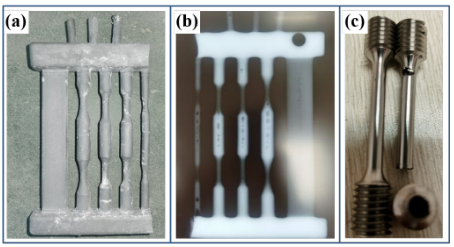 �D4 ���Tԇ�ӌ�(sh��)��D����̽���Y(ji��)���T��һ�l�M������(sh��)�X̽���D���Լ�����ӹ���Ę�(bi��o)��(zh��n)ԇ��
�D4 ���Tԇ�ӌ�(sh��)��D����̽���Y(ji��)���T��һ�l�M������(sh��)�X̽���D���Լ�����ӹ���Ę�(bi��o)��(zh��n)ԇ��
![]() �Y(ji��)Փ
�Y(ji��)Փ
��1���ڱ��ι������O(sh��)Ӌ(j��)��һ�N���ڔ�(sh��)�\�����g(sh��)�Ľ��ٲ����T��ԇ�Ӹ�ͨ���Ƃ��c���ܜyԇ����ϵ�y(t��ng)������ڂ��y(t��ng)���T�V�O(sh��)Ӌ(j��)������ϵ�y(t��ng)�O(sh��)Ӌ(j��)�������������g(sh��)·�����죬��(sh��)�F(xi��n)�����ݡ���ԓ�T��ģ���У�ͨ�^�y�����������Ͻ�������ԇ�Ӝyԇϵ�y(t��ng)���ʬF(xi��n)�����w�����ԣ��Լ����Ô�(sh��)�\���ă�(y��u)���T�����ͬ��͡���ͬ��(sh��)���Ę�(bi��o)��(zh��n)����ƣ��ԇ�ӺͶ������ԇ�ӽM�ɵ��T�K����(sh��)�F(xi��n)���۟���עϵ�y(t��ng)���ɘ�Ʒ�Ƃ��c�����Ԝyԇ�ĸ߶ȼ��С�
��2��ͨ�^����3D��ӡ���g(sh��)��ԇ�Ӹ�ͨ���Ƃ���нM��ϵ�y(t��ng)��Ϟ?z��i)�����ʧģ��о�������ȸߣ�����ģ�K��Ԫ���нM���`��ͷ��㣬�ɹ�(ji��)ʡ���y(t��ng)��ģ���ߺ�����(y��ng)�ɱ�����ˇ���̲������Σ��ɱ��ͣ�����ȿs���ˏ�ԭ�����Ƃ䵽�ӹ��Լ���(sh��)�(y��n)�����̡�
��3����ͨ��ԇ���Ľ������ͳߴ�O��̶ȵp�������W(xu��)���ܜyԇԇ���Ƃ��^���еęC(j��)е�ӹ�����ԭ�������ģ��O��s���Ƙӕr(sh��)�g������аl(f��)Ч�ʲ������аl(f��)�ɱ������⣬ԓϵ�y(t��ng)�о��ж������棬һ�Ό�(sh��)�(y��n)�Ɍ�(sh��)�F(xi��n)��ͬ�����¶����^�M���Y(ji��)��(g��u)��Ʒ���ռ����ɴ˿��Կ�������(sh��)��(j��)�(q��)�ӵ������O(sh��)Ӌ(j��)�c����Ĕ�(sh��)�\�����g(sh��)�܉�ͨ�^�p�ٲ����O(sh��)Ӌ(j��)�c��(y��ng)�õĕr(sh��)�g�ͳɱ�����Ч�ؼ����²��ϵ��_�l(f��)�͑�(y��ng)�á�
Փ��������Ϣ��
���f,�ν���,����,���ď�(qi��ng),��܊,�Ʊ�,�T��,��һ��,�ܺ곬,���ɽ.���ڔ�(sh��)�\�����g(sh��)�Ľ��ٲ������W(xu��)��(bi��o)��(zh��n)ԇ�Ӹ�ͨ���Ƃ��cԭλ�T�����ܜyԇϵ�y(t��ng)[J].�T�켼�g(sh��),2022,43(02):77-82.
DOI:10.16410/j.issn1000-8365.2022.02.001.
(؟(z��)�ξ���admin)

 �����A��Ժʿ�F(tu��n)�(du��)������
�����A��Ժʿ�F(tu��n)�(du��)������ �I��32.29�|Ԫ��3D��ӡ��
�I��32.29�|Ԫ��3D��ӡ�� 2025������5����У�_�O(sh��)3D
2025������5����У�_�O(sh��)3D �麣�@������������3D��ӡ
�麣�@������������3D��ӡ �Ĵ��浽ꩼ{��һ�p�Ї�3D
�Ĵ��浽ꩼ{��һ�p�Ї�3D ��ҕ��(b��o)��������ߣ�3D��ӡ
��ҕ��(b��o)��������ߣ�3D��ӡ
- �������A��Ժʿ�F(tu��n)�(du��)������ܛ���ϵ����
- ���I��32.29�|Ԫ��3D��ӡ��ĩ�����N��271
- ��2025������5����У�_�O(sh��)3D��ӡ���ƌ��I(y��)
- ���麣�@������������3D��ӡ��
- ���Ĵ��浽ꩼ{��һ�p�Ї�3D��ӡЬ�{����
- ����ҕ��(b��o)��������ߣ�3D��ӡ�r(n��ng)������ӆ��
- �����������������O(sh��)������T(3D��ӡ)ϵ��
- ��2024��?du��)I�ճ�8�|Ԫ��MIM��S�y(t��ng)(li��n)������
- �������A��Ժʿ�F(tu��n)�(du��)������ܛ���ϵ����
- ���I��32.29�|Ԫ��3D��ӡ��ĩ�����N��271
- ��2025������5����У�_�O(sh��)3D��ӡ���ƌ��I(y��)
- ���麣�@������������3D��ӡ��
- ���Ĵ��浽ꩼ{��һ�p�Ї�3D��ӡЬ�{����
- ����ҕ��(b��o)��������ߣ�3D��ӡ�r(n��ng)������ӆ��
- �����������������O(sh��)������T(3D��ӡ)ϵ��
- ��2024��?du��)I�ճ�8�|Ԫ��MIM��S�y(t��ng)(li��n)������
- ��һ�p��Ь�u��1399Ԫ�������Ї���˾��3D
- ��2025��һ���ȇ��a(ch��n)3D��ӡ�C(j��)����96.5�f�_
 ��ʹ5�꣬������
��ʹ5�꣬������ ��(chu��ng)�����S2023ȫ��
��(chu��ng)�����S2023ȫ�� �Ϻ�����ȇ�ӭ��
�Ϻ�����ȇ�ӭ�� 3D��ӡ���wֲ���(n��i)
3D��ӡ���wֲ���(n��i) FRI����֬�Ͱ�ˮ
FRI����֬�Ͱ�ˮ ������ۺ��Ⱦ��
������ۺ��Ⱦ��- ��������һ����������ѩФ��ˮһ���顱��
- ���V�|ʡ3D��ӡ�a(ch��n)ֵͻ��100�|Ԫ��ʡ����
- �����Q���Q�ԡ���ʲô��Ф�����Z�䌍(sh��)
- �����Ą�Ӌ(j��)�I����һ��(zh��n)�_��Ф����ʲô��Ф
- �����~��w������ָʲô��Ф����һ�����
- ���������������`�a��һ����ɫ����һ����
- �������B����ϲ��꣬���º��һ�Ÿ�����
- ������ȸ���w����һ��(zh��n)�_��Ф����ʲô��Ф
- ������ո����߶�׃��ʮ����Ф�Ǹ��硱��
- ����ʮ����Ф�Ǹ��磬����}�������塱��


