���õİl(f��)�ͣ�3D��ӡ�c���w���惞(y��u)�����g�Y(ji��)�����������O���ݾ����OӋ����
�P����������-3D��ӡ���g�ڰl(f��)���ИI(y��)�đ��ã�3D�ƌW������(j��ng)��B�^һ�NGE��˾��ơ��������OӋ�����͵�Ƭ���@�Ƭ����3D��ӡ���g���죬��������ă�(n��i)��ͨ�����܉�������͔�����ѿ�r��ˮע�����С����@һ�����У�GE��������ں��պ����I��՚�����W�Č��I(y��)֪�R���^�V�͇����^�̵ĕr�g�p���˽�50�����@��ζ��ơ������̿�����һ��֮��(n��i)��ơ�����������һ����
�o����ż��ͨ�^3D��ӡ����߿՚������ٶȵļ��g�ڱ������T�º�Ƽ��_�l(f��)����˾�аl(f��)���a(ch��n)�Ŀ՚����ݼ��g-�Ԅ���ĭ�����O����Ҳ�õ��ˑ��á����T�º����ڇLԇͨ�^3D��ӡ���g������O�����ݾ��ܵ���ĭ������
���T�º�Ƽ����O��V���m������������l(f��)�Ͳ��a(ch��n)��һ��ճ���Ԛ��ݵ����a(ch��n)��ˇ�У����ݾ��������Ԅ���ĭ�C�ĺ��IJ��������ڃ�(n��i)����ͨͨ���ď��s�Ժ������ԣ����Â��y(t��ng)���칤ˇ�y�ԝM��F(xi��n)����ˇ���ݾ��ܿ��ٵͳɱ����Ƶ�����3D��ӡ���ݾ��ܵĄ�(chu��ng)�������µĿ��g��
���ڵĹ�.��������������չʾ�˰�����̫�������w��(y��u)�����漼�g�M���ݾ��܃�(y��u)���OӋ�ķ������̼���������D1��ʾ����

�D1 �ݾ��ܵă�(y��u)���OӋ���̡���Դ��������̫
�ڱ��ĵİ����У����ǻ����ݾ���ԭʼ�OӋ���ݾ����M�Ўν�ģ������(sh��)����Ȼ��ͨ�^���w����ܛ���@�Ú������ݾ��܃�(n��i)��������r�������Å���(sh��)��(y��u)��ܛ����Ɍ��ݾ��ܵ��OӋ����(sh��)��(y��u)�������ͨ�^�������켼�g���a(ch��n)�õ���(y��u)������ݾ��ܡ�
![]() �о�����Ŀ��
�о�����Ŀ��
������ij�NҎ(gu��)���ݾ����������������ԭʼ�OӋ�Y(ji��)��(g��u)��D2��ʾ��ͨ�^���w����������@�ÿ՚�ͨ�^�ݾ��ܺ�������ٶȣ���ͨ�^��(y��u)���ݾ��ܵĎνY(ji��)��(g��u)����߿՚������ٶ��Լ���ĭ�ڃ�(n��i)�≺����M������ݾ��ܵ���ĭ������
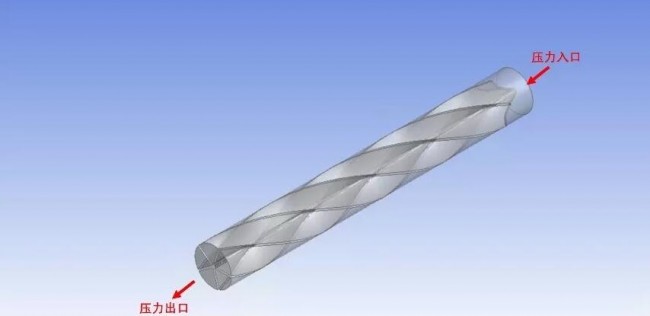
�D2 ijҎ(gu��)���ݾ���ԭʼ�OӋ����Դ��������̫
![]() ����(sh��)����ģ
����(sh��)����ģ
�����ݾ��ܵ�ԭʼ�Y(ji��)��(g��u)�����������w������Ӌ������D3��ʾ�������Pע�Ď���������(sh��)�M�Ѕ���(sh��)����Ԕ���Ҋ��3.1���������Ľ�ģ������(sh��)����ͨ�^ANSYS DesignModeler�M�뵽���m(x��)���������С�

�D3 ���w��������Ӌ����Դ��������̫
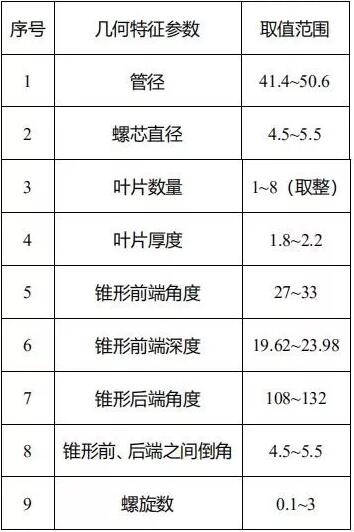
��3.1 ���M�Ѕ���(sh��)���Ď���������(sh��)����Դ��������̫
![]() ��������
��������
�������w����ܛ��ANSYS Fluent���ݾ����M�������������@�����ض�߅���c���ό����¿՚����ݾ��ܵ���(n��i)��������r���ó��ܵ���ڵĿ՚��M��������ĭ�ڃ�(n��i)�≺��������ܵ���ڵĿ՚��M��������ĭ�ڃ�(n��i)�≺�����M�Ѕ���(sh��)�������ں��m(x��)optiSLang�ą���(sh��)��(y��u)����
�՚���ԭ�OӋ�ݾ��܃�(n��i)��������r����D4��ʾ���ĈD�п��Կ������ݾ�����ڵĿ՚����ٞ�485m/s������ĭ�ڃ�(n��i)�≺�����5.255KPa��
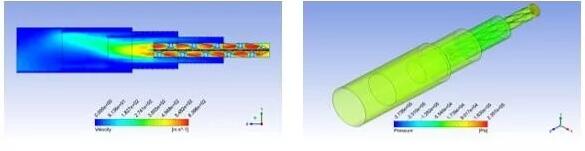
�D4 �՚���ԭ�OӋ�ݾ��܃�(n��i)���ٶȺ͉����ֲ���r����Դ��������̫
![]() ��(y��u)���OӋ
��(y��u)���OӋ
����optiSLang���ݾ��ܵĎ���������(sh��)�M�Ѓ�(y��u)���OӋ����Ŀ����ʹ�����OӋ���ݾ����ڽo�������l���£��ܵ���ڵĿ՚��M���������ĭ�ڃ�(n��i)�≺�������ԓ��(y��u)���OӋ�^�̷֞���������һ���Dž���(sh��)�����Է����������Ҍ��OӋĿ�˺ͼs�������У�������Ҫ�����OӋ����(sh��)�������OӋĿ�˺ͼs���M��푑���ĔM�ϣ����ɸ��|(zh��)����푑��棬���ں��m(x��)�ă�(y��u)���������������ą���(sh��)�����Է����Y(ji��)��Ҋ�D5��ͨ�^�������l(f��)�F(xi��n)������(sh��)�������~Ƭ��(sh��)�����OӋĿ�˺ͼs�������С�

�D5 ����(sh��)�����Է����Y(ji��)������Դ��������̫
(؟�ξ���admin)

 NASA�cICON(li��n)�����M̫��3D
NASA�cICON(li��n)�����M̫��3D �ڰˌ��t(y��)Ժ3D��ӡՓ������
�ڰˌ��t(y��)Ժ3D��ӡՓ������ 3D��ӡ���^Stratasys��ُ
3D��ӡ���^Stratasys��ُ Nature�ӿ���3D��ӡ���g��
Nature�ӿ���3D��ӡ���g�� ȫ��ɴ�3D����x���^�ϲ�
ȫ��ɴ�3D����x���^�ϲ� ������ͨ���L�Q��F(xi��n)AA����
������ͨ���L�Q��F(xi��n)AA����
- ��NASA�cICON(li��n)�����M̫��3D��ӡ�������
- ���ڰˌ��t(y��)Ժ3D��ӡՓ�������Ի��t(y��)���ѳ�
- ��3D��ӡ���^Stratasys��ُ�Ʈa(ch��n)��I(y��)Forwa
- ��Nature�ӿ���3D��ӡ���g�����ɴ���Ƥ�w
- ��ȫ��ɴ�3D����x���^�ϲ����΄�(chu��ng)ĸ��˾
- ��������ͨ���L�Q��F(xi��n)AA������3D��ӡ�ceBa
- �������WASP�c�炐�ȁ���W������3D��ӡ
- ��Formlabs��ϯ��(zh��)�йٷQ��˾���������Q(m��o)��
- ��NASA�cICON(li��n)�����M̫��3D��ӡ�������
- ���ڰˌ��t(y��)Ժ3D��ӡՓ�������Ի��t(y��)���ѳ�
- ��3D��ӡ���^Stratasys��ُ�Ʈa(ch��n)��I(y��)Forwa
- ��Nature�ӿ���3D��ӡ���g�����ɴ���Ƥ�w
- ��ȫ��ɴ�3D����x���^�ϲ����΄�(chu��ng)ĸ��˾
- ��������ͨ���L�Q��F(xi��n)AA������3D��ӡ�ceBa
- �������WASP�c�炐�ȁ���W������3D��ӡ
- ��Formlabs��ϯ��(zh��)�йٷQ��˾���������Q(m��o)��
- ��Roblox�Ƴ��_ԴCube 3Dģ���ߣ�֧��A
- ��Sodick����Ɍ�����3D��ӡ�C������Prim
 ������܊2860�f��
������܊2860�f�� ����܊����I(y��)����
����܊����I(y��)���� �������Y450�f��
�������Y450�f�� GoEngineerͨ�^��
GoEngineerͨ�^�� 3DʳƷ��ӡ����
3DʳƷ��ӡ���� ����(n��i)��÷¡�о���
����(n��i)��÷¡�о���- ���������Y450�f��Ԫ������������һ�w��
- ����һ��ǧ���һ�����Ф���~�Z��ጽ��x
- ��ī�����ʼ�������W����ģ�M���ӄ�����
- ���о��ˆT�����µĻ��ڈD��ęC���W����
- ��3D��ӡ�·�� (PCB)������֪�����@�ﶼ
- ���N��Ҋ�ļ����۸����g��B
- ��3D��ӡ�M���������켼�g����� �B(t��i)
- ��ِ�{�IJ�ɫ�����ӡ�a(ch��n)Ʒ�ڴ��\�����࣬
- ������BIOLIFE4D��˾����3D��ӡ���K����
- �����Ų��l(f��)�������������c�������족���c


