��һ���O�䣡��LPBF�ɞ��������a��3D��ӡ���g�ƽ��·�����_ 7.8 ��Ч������������Ϥ�������εđ��ü��g߉
ͨ�^���ɾ��̹��w�������cƫ�D��Ԫ��׃����W��Y�ϣ����ֱ�������ڴ��^���Пo���{�����Ķ��Ը߶ȄӑB�ķ�ʽ�ӱ����{����߄ӑBƫ�D�R��ƫ�D��Ԫ߀���Էdz����ٵ��Ӽ�ǣ��O���|�����ڹ�ˇ�I���ÿ���c���_���˺㶨�Ĺ�߳ߴ�����ܶȣ��Ķ��������3D��ӡ�|���ͮa������Q3D��ӡ�M���T����܇�ȑ����I��a�I�����挦�Ķ��������@�Aʾ����һ����������r���ĵ�����
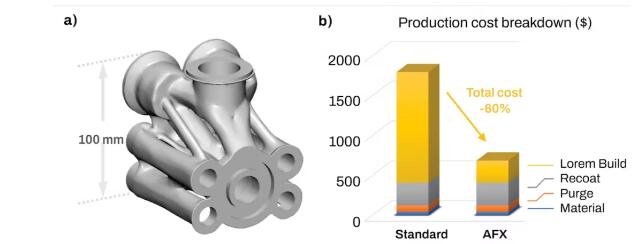 ���͵���������᪹ܲ��������X�Ƴɣ������� 558 �ˡ������w�e�����m���� AFX ����������ӡ�ٶ�ƽ������� 5 �� (a)���Y�������ɱ������� 60% (b)��
���͵���������᪹ܲ��������X�Ƴɣ������� 558 �ˡ������w�e�����m���� AFX ����������ӡ�ٶ�ƽ������� 5 �� (a)���Y�������ɱ������� 60% (b)��
© nLIGHT
![]() ���a�ɱ��p��һ����������Ŀ��
���a�ɱ��p��һ����������Ŀ��
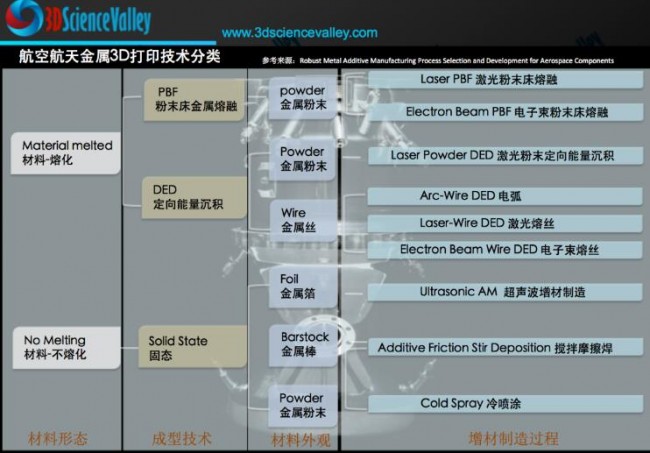
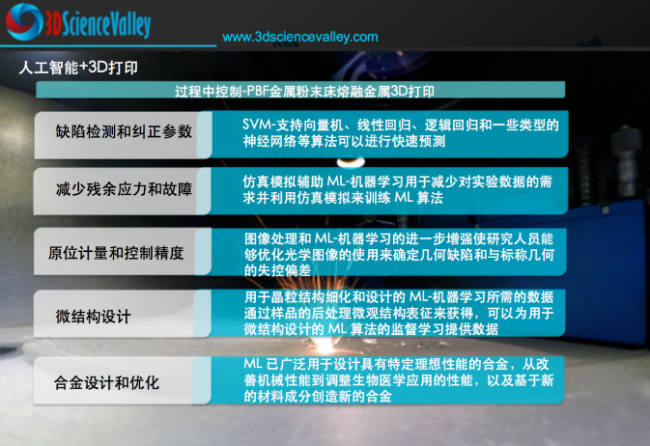
3D��ӡ-���������漰��N���g����ʹ�õIJ����c�����a�ĮaƷһ�Ӷ��ӻ������������ɫ���D���Ժ߹��ʶ��ɞ�һ�N�������칤�ߣ��錍�F������������������a���ṩ�˿����ԡ�
 ��N�����������켼�g
��N�����������켼�g
© 3D�ƌW�Ȱ�Ƥ��
�� 1996 �걻��衵�Fraunhofer ILT���ڶ������о����l���ԁ��������ĩ������3D��ӡ(L-PBF) �ѽ����죬�ɞ��������������I�ȹ�ˇ�������L-PBF �H����ԭ���OӋ���_�lĿ�ġ����죬�F�ɵĹ��I L-PBF �O������M�Юa�I�����a���������Լӹ��~�Ⱦ��������ԵIJ��ϣ����Î��鼰ÿһ���̘I�I�����t�������պ��졢��܇�͙Cе��
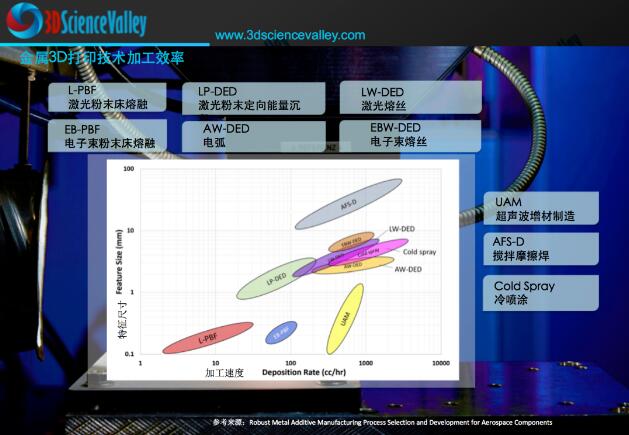 ��ǰ��ͬ��͵Ľ����������켼�g�ļӹ�Ч�ʌ���
��ǰ��ͬ��͵Ľ����������켼�g�ļӹ�Ч�ʌ���
© 3D�ƌW�Ȱ�Ƥ��
�mȻ����������OӋ���ɶȌ����I������f��������������Ŀǰͨ�^ L-PBF ���a����ijɱ��͕r�g��Ȼ���J��̫�ߡ�ͨ���J����Ҫ�����a�ɱ��Ϝp��һ�����������ŕ������ڂ��y������ϵõ��V���������P��Ҫ��
�������Fraunhofer ILT���ڶ������о����I����futureAM����δ������һ�����������Ŀ����ǰ���������켼�g�ѽ����^��4���A�Σ������Ĺ���߀�����3D��ӡ���g����ʲô�ĵ�һ�A�Σ���3D��ӡ���g�������ڹ��I����ĵڶ��A�Σ��ٵ�3D��ӡ��ijЩ�����I��l�]Խ��Խ��Ҫ���õĵ����A�Σ��Լ����˵����A��3D��ӡ���g��ijЩ���Ì��������g�����İlչ�������F�컨�壬�y����Ŀǰ�ļ��g���A�������̽���µ��Ј������Ġ�B��
 �������켼�g�w�S���_�µđ��ÿ��g
�������켼�g�w�S���_�µđ��ÿ��g
© 3D�ƌW�Ȱ�Ƥ��
����Դ���@�l·���������P�I���ã�����3D�ƌW�ȵ��˽⣬ͨ��������ݔ�����ʿ����ø��l�M�Еr�g�{����������g���ȷֲ��ǹ̶��ġ�����������a�ʣ���횼��r�{������݆����ƥ������ĽY���ߴ硣
���˄����dz������ĽY�������羧��ڣ���L-PBF�����ĩ������3D��ӡ�O��ʹ�þ��и�˹���ȷֲ����������Ɔ�ģ�������������a��K����r���@�N�����Π���a��������ٶ����ơ�
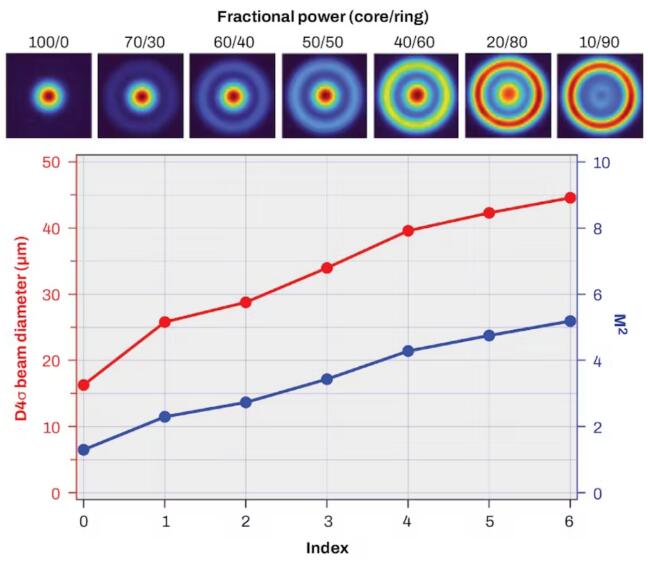
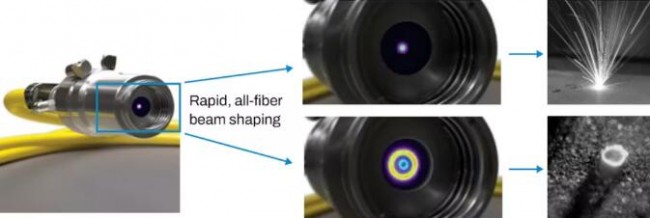 �D: AFX ����������ȫ���w�������Σ����Կ����ГQݔ�������Ĵ�С���Π����݆�������������Ć�ģ�ͭh��֮�g�M���{�����@�ý��ڃ���֮�g�ĸ��N�Π���c��������Õr���h�κͰ��ι����a���ğ��Һ��w�R�@���p�١�
�D: AFX ����������ȫ���w�������Σ����Կ����ГQݔ�������Ĵ�С���Π����݆�������������Ć�ģ�ͭh��֮�g�M���{�����@�ý��ڃ���֮�g�ĸ��N�Π���c��������Õr���h�κͰ��ι����a���ğ��Һ��w�R�@���p�١�
���ڹ���ֱ��С��������횽��^�^խ���Ӱ���ܵ��_�ܼ��IJ��֣��Ķ���� ^������ٶ��^�͡�
�������ٶ��c������������P�������ͨ�������ڎװ��ߣ�����˹��ֵ���ȕ������i�ס��@���a���^����w�R�͟��ң��Ķ��������^�̲�������
ɢ���ͷŴ���������ܽ�Q�@Щ���}����鱣���˸�˹����݆����������r�£�����݆�����Π��ֱ���ǿ��{���ģ����������Ӿ��µ����ɿ��g��W�O�õď��s�ԡ�
���������������h�κͰ��ι����������ľ���һ�����ȵĭh�ι��������m�������ڷ�ĩ�Ȯa������ęM��ضȷֲ�����ˣ������ L-PBF ����Դ���ṩ��ģ�����Ԯa���������������ṩһϵ�о��Эh�κͰ��ε��^������Ԯa�������������
![]() ȫ���w��������
ȫ���w��������
�܉�M����������Ҫ��Ī��ع������μ��g�� nLIGHT �� Corona ���w������ϵ�еĻ��A�����а����Q�� AFX �� L-PBF �����汾�����ݔ�����ʞ� 1.2 kW��
AFX ��늹��w��һ����ģ�wо��14 µm ģ��ֱ�������܇��h�@��һ���h���wо��40 µm ֱ������ݔ�������چ�ģ�ͭh���wо֮�g�ķ�����Կ����ҿ��؏͵ظ�׃���@ʹ�ù���݆�������������Ć�ģ����˹���� 40 µm �h֮�g�M���{�������g���и��N�Π�����Ĺ���ֱ�������A�أ�D4�ң������� 15 �� 45 µm�����¹����^��ĄӑB�����s�� 10 �������� AFX �����Π����ͨ�^����ͨ�Žӿ��M����ӿ��ƣ�����ʻ��{������һ�����ף��ГQ�r�gС�� 25 ���롣
 �D :AFX ָ���O�ã�����픲��D���@ʾ�������ģ���ĺͭh�κ���֮�gָ���Ĺ��ʷ���Ľ������g�ֲ���
�D :AFX ָ���O�ã�����픲��D���@ʾ�������ģ���ĺͭh�κ���֮�gָ���Ĺ��ʷ���Ľ������g�ֲ���
����3D�ƌW�ȡ��������3D��ӡ�|���ͮa������Ϥ���ֱ���o�����{�����¶��x����������r������һ�ģ�ͨ�^�������Σ��ۻ�܉���Ď��Π�l����׃�����ض��{��Ҳ�l����׃������������@�R�z��Y���У��@ʾ�˲�ͬ�ľ����ߴ�Ͳ�ͬ�ľ����y���������ߴ�Ϳ���������3D��ӡ���㲿�����О����P��Ҫ��������Ӱ푵�������ĘO�������Ȼ�O�ޑ�׃��
ͨ�^�x���ض��Ĺ�ˇ��������݆��������Եؿ��ƾ������L�������{�ɴˮa���ĽM�����ԡ������磬����ʹ�M�����ض������e��Ӳ�����g�����o���κ��~��ĺ�̎����ʹ�Ï��s���ع����Ҳ�����چ��M���ȸ�׃���ԣ��@�ǻ��ڹ��w��������ƫ�D��Ԫ�ļ������γ����ṩ�ľ��̎��
�@�˷��˴�ǰ���ڷ�ĩ�����x�^�����ۻ�����3D��ӡ��ˇ��LPBF�����õ��P�I��ˇ���ƣ������۳���ȱ�������Ժ����a�ٶȽ��ͣ�ʹ�Æ�ģ�������Ă��y AM ��ˇ�����ܕ����Fһϵ��ȱ�ݣ����������^����γ�С�ס��۵���Ȳ��㡢�������w�܇��ķ�ĩ����^���@Щ���}ͨ�^nLIGHT �ɾ��� AFX-1000 ���w�������� RAYLASE ��׃���S�� AM MODULE NEXT GEN ƫ�D��Ԫ�ĮaƷ�M���Ќ��@����Ч��Q��
ʹ�� AFX-1000 ���w���������Ɇ�ģ���ĺͭh�ι����M�ɵĹ���Դ�ď��ȷֲ�����˲�g�ĵ��͵ĸ�˹݆���ГQ�����N��ͬ�ĭh��݆�����ɂ��دB�������IJ�ͬ����ݔ���a���O���������ľ�������ݔ�룬ͬ�r�����w�R�͟��Ѽy��
���ى����yԇ���������^ 2000 �f����׃���r���ܛ]��׃�����ڵ��_�˜� QBH ����ݔ���B����֮ǰ���������h�����x�_���w�У��Ķ��������κ���Ⱦ���eλ��AFX �����й����������������O���ṩ��ɫ�Ĺ����|����M2 ֵ���� ~1 �� 5 ֮�g���Ķ��a����Ľ�����磬�Ŵ� 5 ����L-PBF ���ߵĵ���ֵ���r����ģ�O�ã����� 0�������������������L�ȣ� (ZR) �� 3.4 ���ף����h�ι��������� 6�����ӵ� 8.1 ���ס����⣬AFX �����ڹ�������ÿһ�ȶ��������ஔ�L�ľ��x (~1/2 ZR) ���Π��ˣ�AFX �����������O���ṩ��һ�����̎�����ڡ�
![]() ��� L-PBF �ٶȺͷ�����
��� L-PBF �ٶȺͷ�����
�����ڶ����� IAPT�����O��S���ѽ��C���������� AFXȫ���w���������� L-PBF ������a��������|������ă��ݡ����w���f��AFX �@������� L-PBF �������ʣ����_ 7.8 ������ͬ�r�����˳�ɫ�IJ����|�����@�N�o�c���ȵă��ݽM��Դ�� AFX �܉_���Ɵ���e�������е�������
�c�˜ʆ�ģ������ȣ�AFX �����Ĺ���݆���@���������۳ز������ԣ��p���ˌ������|���ͮa���a��ؓ��Ӱ푵ğ��Һ��w�R��Įa�������^�����@�N����ʹ����ʡ������ٶȺ� L-PBF ���������܉��@����ߡ�
3D�ƌW���˽����ĽY��������
Aconity3D ������AFX ���Ԍ�⁺Ͻ�Ę���������� 7.8 �����Ę˜ʆ�ģ���w�������� 5.4 cm3/hr �� AFX �� 42.1 cm3/hr���@һ����Դ���ۻ��w�e������ 4 �����������������˽� 2 ����ͬ�r�����˳�ɫ�IJ����|����>99.8% �ܶȣ���
Ľ��ڹ��I��W (TUM) ���о�������AFX ����ͬ�r��߲��P� 316L �� L-PBF �Ę������ʣ��s 2 ������ˇ���ڡ�AFX �܉�ʹ�ø��ߵļ���ʺ���Ē����ٶ��Լ�����Ĺ�ˇ���ڣ�����һ�����ʷ����Ⱦ������õ�����|������
���w���f��ԇ�D���ӆ�ģ��˹�����Ĺ��ʕ����²�ϣ���ij�����I��Ч�����@������ L-PBF �����a�ʡ����֮�£�ָ���O�Þ� 4 �C 6 �� AFX ���ʿ����ڛ]�д��ˇ�������Ե���r�����ӣ��Ķ����F���ߵĘ������ʡ�
Fraunhofer IAPT �ķ�ĩ������С�M�@ʾ���X�Ͻ� (AlSi10Mg) �Ę������������ 3 �������г�ɫ�IJ����|����>99.9% �ܶȣ���ͬ�r�ṩ�ˌ���Ĺ�ˇ���ڡ�ͨ�^�Mһ���������AӋ���a�ʕ��Mһ����ߡ�
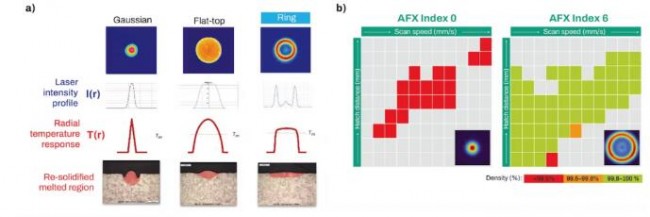 �D: �۳��еĜضȷֲ����������̲��ϵ��Π�ܴ�̶���ȡ�Q�ڼ��⏊�ȷֲ�����˹������ƽ픹������������ă��^�ᣬ����܉���M����Ƿ�ѡ����֮�£��h��݆�����a��ƽ̹�Ĝضȷֲ����Ķ��a������ƽ̹��܉���M���� (a)��AFX �h�ι����Y���˸ߒ����ٶȺ��^���œ���g�࣬�c��˹������Ⱦ��и��ߵ����a�ʡ���ˇ�������@�����Ҳ���������ܶȡ�
�D: �۳��еĜضȷֲ����������̲��ϵ��Π�ܴ�̶���ȡ�Q�ڼ��⏊�ȷֲ�����˹������ƽ픹������������ă��^�ᣬ����܉���M����Ƿ�ѡ����֮�£��h��݆�����a��ƽ̹�Ĝضȷֲ����Ķ��a������ƽ̹��܉���M���� (a)��AFX �h�ι����Y���˸ߒ����ٶȺ��^���œ���g�࣬�c��˹������Ⱦ��и��ߵ����a�ʡ���ˇ�������@�����Ҳ���������ܶȡ�
Fraunhofer ILT ����衸��ڶ������о��������ĩ�������о�С�M�C�� AFX �����懻��Ͻ� 625.4 �Ę����ٶȡ���ˇ���ںͲ����|����
ʹ�� AFX ��ߵĘ����ٶ�ֱ�ӌ��´�ӡ�����Ŀ��w�ɱ�������ͣ����ڵ��͵��X���������첿�����ɱ������� 60%��
![]() �������Եľֲ�����
�������Եľֲ�����
�������a���ͳɱ�����֮�⣬AFX ߀ͨ�^���ƾֲ��^�Y���Ͳ������Ԟ� L-PBF �����_����һ���¾S�ȡ�
����3D�ƌW�ȡ����պ�������I��Ҋ��3D��ӡ�Ͻ����ԡ��ӹ����c���ӹ�������һ�ģ�����������Ԅ������Ƶ��p���ٺͶ���ٽ��١��������OӋ���xɢ�����Ӳ����ԃ������Y�����ԡ���������Y���o�ס����m���_�����������ĮaƷ���ԃ���������ϵ�y���������@Щ�������xɢ�����^�ɻ����ݶȲ��� (FGM)��
�o�ɣ�AFX�Ͻ������������ɣ�
 ���������������
���������������
© 3D�ƌW�Ȱ�Ƥ��
AFX ���ص�ģʽ�����ļ��ɿ����۳ȵğ��ݶȺ����̄����W���Ѱl�F�@�Q���˲��ϵ��^�Y�����ṩ��ȫ�µ��OӋ�����ԡ����� AFX �����Π���Լ��r���ģ���˿��Ծֲ��OӋ�Y�����Ķ�������������x���µĹ��ܺ̓��������ԣ�
Aconity3D �� Inconel 718 �� L-PBF �� AFX �h��ģʽ݆���c����������Чֱ����ɢ����˹����ģ�������M���˱��^���l�F AFX �h�ι�����������������Ⱥ��������L�ʡ��@Щ�P�I���ό���ͨ���Ƿ����P�ģ���Ҫ�M�Й�⣬�� AFX �ь���������@�N�����ṩ���½M�����ܺ����ܵĝ������e�dž�����ȵĿ�׃�������ԡ�
Ľ��ڹ��I��W (TUM) �о��l�F��AFX ���Կ��Ʋ��P� 316L ���^�Y���Ͳ������ܡ���ͬ�� AFX �����Π���ԃ������w܉�E�Ď��Π�͜ضȷֲ����Ķ����ƾ������L����Ϳ������M���Q���������ԡ�ͨ�^���������L���@�N���Կ��ƣ������{�ɴˮa���ĽM�����ԡ����磬����ʹ�M����ijЩ�����e��Ӳ�����g�����o���κ��~��ĺ�̎����ʹ�Ï��s�ı�����ԣ�Ҳ�����چ��M���ȸ�׃���ԡ�
 �������켼�g���ںϽ��OӋ�c����
�������켼�g���ںϽ��OӋ�c����
© 3D�ƌW�Ȱ�Ƥ��
![]() ͻ��L-PBF �Į�ǰ�O��
ͻ��L-PBF �Į�ǰ�O��
AFX ���w���������@����߶�N���ٺͺϽ�� L-PBF ���a�ʣ��ĸ����ϸ�׃ L-PBF ��������Ľ����ԡ��P�I�ٳ�������ᘌ� L-PBF �����Ĺ����Π���������Ć�ģ��14 ����˹�����o���ͭh��40 ����ֱ�����Լ����ڃ���֮�g�Ķ�N�Π�����@Щ�����г�ɫ�Ĺ����|��������݆����ֱ�ӏ���늹��w�����{�C���o�����ɿ��g��W�����������������ܡ�Ӱ푷����ԣ��ɿ��ԣ��ĽM����AFX ���w�������Ĺ��ʸ��_ 1.2 kW������ԓ���g�ɔUչ�����ߵĹ��ʺ����������Π
�mȻ��̎չʾ�ĽY������ AFX �μ������O���Ќ��F�ģ����䃞��Ҳ�m���ڶ༤�������ã����磬�p���⡢�ļ��⡢�˼���ȣ����@�N�������Ԍ����µĶ༤�� L-PBF �C�������a����ߵ����ߵ�ӛ䛡�
 © 3D�ƌW�Ȱ�Ƥ��
© 3D�ƌW�Ȱ�Ƥ��
AFX ���ڌ��F��һ���ĸ����a�� L-PBF�x�^�����ۻ�����3D��ӡ��ˇ���� L-PBF �ɞ��������a�Ľ����������켼�g�ƽ�˵�·�����⣬AFX ���ƾֲ��^�Y���Ͳ������ԵĪ��������ṩ�����������ǰ���켼�g�o���_���IJ������ԡ����ܺ����ܵ�����ĝ�����
(؟�ξ���admin)

 NASA�cICON�����M̫��3D
NASA�cICON�����M̫��3D �ڰˌ��tԺ3D��ӡՓ������
�ڰˌ��tԺ3D��ӡՓ������ 3D��ӡ���^Stratasys��ُ
3D��ӡ���^Stratasys��ُ Nature�ӿ���3D��ӡ���g��
Nature�ӿ���3D��ӡ���g�� ȫ��ɴ�3D����x���^�ϲ�
ȫ��ɴ�3D����x���^�ϲ� ������ͨ���L�Q��FAA����
������ͨ���L�Q��FAA����- ��NASA�cICON�����M̫��3D��ӡ�������
- ���ڰˌ��tԺ3D��ӡՓ�������Ի��t���ѳ�
- ��3D��ӡ���^Stratasys��ُ�Ʈa��IForwa
- ��Nature�ӿ���3D��ӡ���g�����ɴ���Ƥ�w
- ��ȫ��ɴ�3D����x���^�ϲ����΄�ĸ��˾
- ��������ͨ���L�Q��FAA������3D��ӡ�ceBa
- �������WASP�c�炐�ȁ���W������3D��ӡ
- ��Formlabs��ϯ���йٷQ��˾���������Q��
- ��Roblox�Ƴ��_ԴCube 3Dģ���ߣ�֧��A
- ��Sodick����Ɍ�����3D��ӡ�C������Prim
 ������܊2860�f��
������܊2860�f�� ����܊����I����
����܊����I���� �������Y450�f��
�������Y450�f�� GoEngineerͨ�^��
GoEngineerͨ�^�� 3DʳƷ��ӡ����
3DʳƷ��ӡ����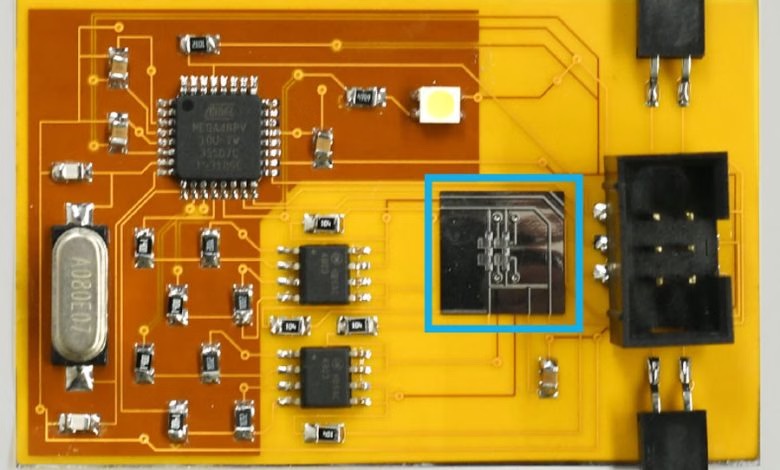 ���Ȼ�÷¡�о���
���Ȼ�÷¡�о���- ���������Y450�f��Ԫ������������һ�w��
- ����һ��ǧ���һ�����Ф���~�Z��ጽ��x
- ��ī�����ʼ�������W����ģ�M���ӄ�����
- ���о��ˆT�����µĻ��ڈD��ęC���W����
- ��3D��ӡ�·�� (PCB)������֪�����@�ﶼ
- ���N��Ҋ�ļ����۸����g��B
- ��3D��ӡ�M���������켼�g����� �B
- ��ِ�{�IJ�ɫ�����ӡ�aƷ�ڴ��\�����࣬
- ������BIOLIFE4D��˾����3D��ӡ���K����
- �����Ų��l�������������c�������족���c


