�մ�3D��ӡ���ĵ����б����ѣ��Ƅ��մ����I���õ��̘Iģʽ(2)
![]() ��ˇ�c���ϵĽY��
��ˇ�c���ϵĽY��
 © IDTechEx
© IDTechEx
���ϣ�Ŀǰ�܉����a�����մɵ��������켼�g�ǻ��ڝ{�ϵĸ��N3D��ӡ���g�������x���Լ�����Y��S-SLS�������ڝ{�ϵ� 3D ��ӡ (S-3DP)��ճ�Y�����䣨BJ�������ڳ��e��ģ��FDM����ֱ�Ӈ�ī��ӡ��DIP�������w��� (SLA)����ۺ� (DLP) �� Robocasting��ֱ��īˮ���� DIW����
�о��������mȻ���ڔD����3D��ӡ��ˇ (FDM) Ҳ���ڼӹ������մɣ���������͵��������칤ˇ��Խ��Խ����đ����ڼ��g�մ��I���@Щ���I�I��ļ��g�մ��ж�N�䷽�ɹ��x�����磬�����X (Al2O3)������䆡������衢̼�����Լ�ͨ���Q�顰�մ�䓡�������� (ZrO2)��
�������I����֪�Ĺ�̻��մ�3D��ӡ��ˇ������İlչڅ����Binder Jetting-ճ�Y�����乤ˇ�����˘I���ע�⣬����3D�ƌW�ȵ��Ј��о���Ŀǰԓ��ˇ���������ڙC���ķ�ĩ���ܶȑ�����������Һ�wճ�Y���w�e����С���Ԍ��F�Թ̵��������������ϣ�Binder Jetting -ճ�Y�����乤ˇ������һ�Θ��������a����������ǧ���Gɫ������Ȼ�������������ȱ�c֮һ�ǵ��������Ⱥ͵ͱ���❍���|����
���ͻ��W�ԡ��ߏ��Ⱥ�Ӳ�ȡ����@�N�M�Ͽ��Դ��_�մ���ǰ�o�����F�đ���֮�T���������M����ٺ;ۺ����ѽ��_���O���Ј������µİlչڅ����Խ��Խ���ܵ��մɮaƷ�����ڽY�Ϻ�̎�����g���Ķ���׃ճ�Y�����似�g��������մɮaƷ�ď��ȡ����H��USNCͨ�^ճ�Y������3D��ӡ���g��������I��İ���ȼ�ϵĻ��w��(��)�����ӵ�ȼ��Ԫ����USNC��ճ�Y������ 3D ��ӡ���g�c���W�����B��ˇ��Y�ϣ��܉����Ч�����췴���ѽM�������Ҹ��ӏ��s��
߀��һ�N�@�����ܵ��մɮaƷ��3D��ӡ���g��XJET�ļ{�����Ӈ��似�g��XJETͨ�^�ij������еć�ī���쇊�䔵ǧ���մɼ{�����Ӂ����������ʹ���@�N���ڇ�ī�����⾀�̻��ķ�����XJET���ԫ@�ó��ߵ��մɺ�����ë������
![]() �����cܛ���ĽY��
�����cܛ���ĽY��
Ŀǰÿ�N3D��ӡ��ˇ���ܶ����䃞ȱ�c�������ā��f�������Ć��}�Ǹߟ����տs�����ܶȺ͏��ȣ��Լ��c���ϵĝ��ڲ������ԡ������l�F������ȱ�ݰ������ϵ��䡢ճ�B�����Ѻ̈́��䡣�mȻһЩ�о��ˆT���ܕ��������춨�ƙC���ęC�����������²����Լ�����W�Ƶ�̎����ˇ�Ǯ�ǰ���е�����һ�N;����
����һ����I��Tethon3D ���{��һ�����ݵ����������ܛ�����ߡ���Ȥ����Tethon3D���Լ�ҕ��ܛ����˾�����ǂ��y�մɲ������a�̵Ĺ�˾���ۺ�����ϿƌW�еļ��g���M�͌��Ҹ��M��ĩ���ϵķ���̎�����ڼ��١�Ҫ֪����ʲô���ϕ������ġ���������̭����˿��ٵ��M�Є��µĎ����˷dz������Ϣ��������������Ҫͨ�^ܛ����ϵ�y����Ū�����ΏČ�������ΔUչ�����a���Ρ�
���Ҏģ�����a���P�I���H�����_�l�²��ϣ�߀�����ṩ���_����K���ܣ�ͬ�r�������̲��_����ȫ���}���մ� 3D ��ӡ�����_�c�������Ǐ��аl�_ʼ�������ԭ�͡��մ� 3D ��ӡ�Įa�I�����Ý��������˂����մɹ��ߺ�С����������dȤ���@Щ�ИI�������պ���͇��������W���̺����Ƶ���ģ�T�졣
�����Ƶİlչ���棬ĿǰDesktop Health�@����FDA ��������ʹ�õ����Ƙ�֬��ֱ��ͨ�^3D��ӡ������ȫ�����ڣ��@һ���g�Mչ����Ӱ�ȫ�������Ј���
 © 3D�ƌW�Ȱ�Ƥ��
© 3D�ƌW�Ȱ�Ƥ��
����3D�ƌW�ȣ�Ŀǰ��ȫ�ɹڣ�������䆣�CAM ����ӹ��У��մ���������A��ë�����A���Y��B�¼ӹ����ɵģ������մɹ��Џ����^�ͣ�����ӹ��б�߅����ܕ����F���ѣ��Ķ������OӋ��������������֮�g���F���@�IJ�������@��ԭ��߅���߅��ͨ����Ҫ���@Щ�^���M���^�ȵ�݆���OӋ���Է�ֹ�ӹ��^����߅�����ѡ�Ȼ�����@Ҳ�����@Щ�^���д����ĺ�̎���������մ�3D��ӡ���g�������ޏ��ṩ���µ��OӋ���ɶȣ�ͬ�r�����˷��˜��մ����ڼӹ��ļ��g���ơ�
 ���� Tethon 3D �� Showa Denko�_�l�� UV ��֬�ĸ��������X 3D ��ӡ�����Q�@�N���������X���ϵ�ؓ�d���������I�ȵ��ИI�������ָ߳� 25%�������^�ߵ�ؓ�d�����Y�� x��y �� z ������տsС�� 10%��
���� Tethon 3D �� Showa Denko�_�l�� UV ��֬�ĸ��������X 3D ��ӡ�����Q�@�N���������X���ϵ�ؓ�d���������I�ȵ��ИI�������ָ߳� 25%�������^�ߵ�ؓ�d�����Y�� x��y �� z ������տsС�� 10%��
© Tethon 3D
�M���մ������������OӋ���ɶȺ�������ܷ����ṩ�˾�ĝ��ڸ��M����ˣ�ȱ���Lԇ�¼��g�Ą�����Ŀǰ�մ� 3D ��ӡ������ϵK��Ŀǰ��������ؿ������S��һЩӯ�����̘I�����Ĺ������մ��ИI��ďĵ����б������ˡ���ˣ��մ����������Ј�����Ҫ�����c�ǽ����ИI����K�Ñ����e��ԓ���g�ă��ݣ��Ą���ò��Mһ�������@�N��׃�Α�Ҏ�t�ļ��g��
(؟�ξ���admin)

 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D�� ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive����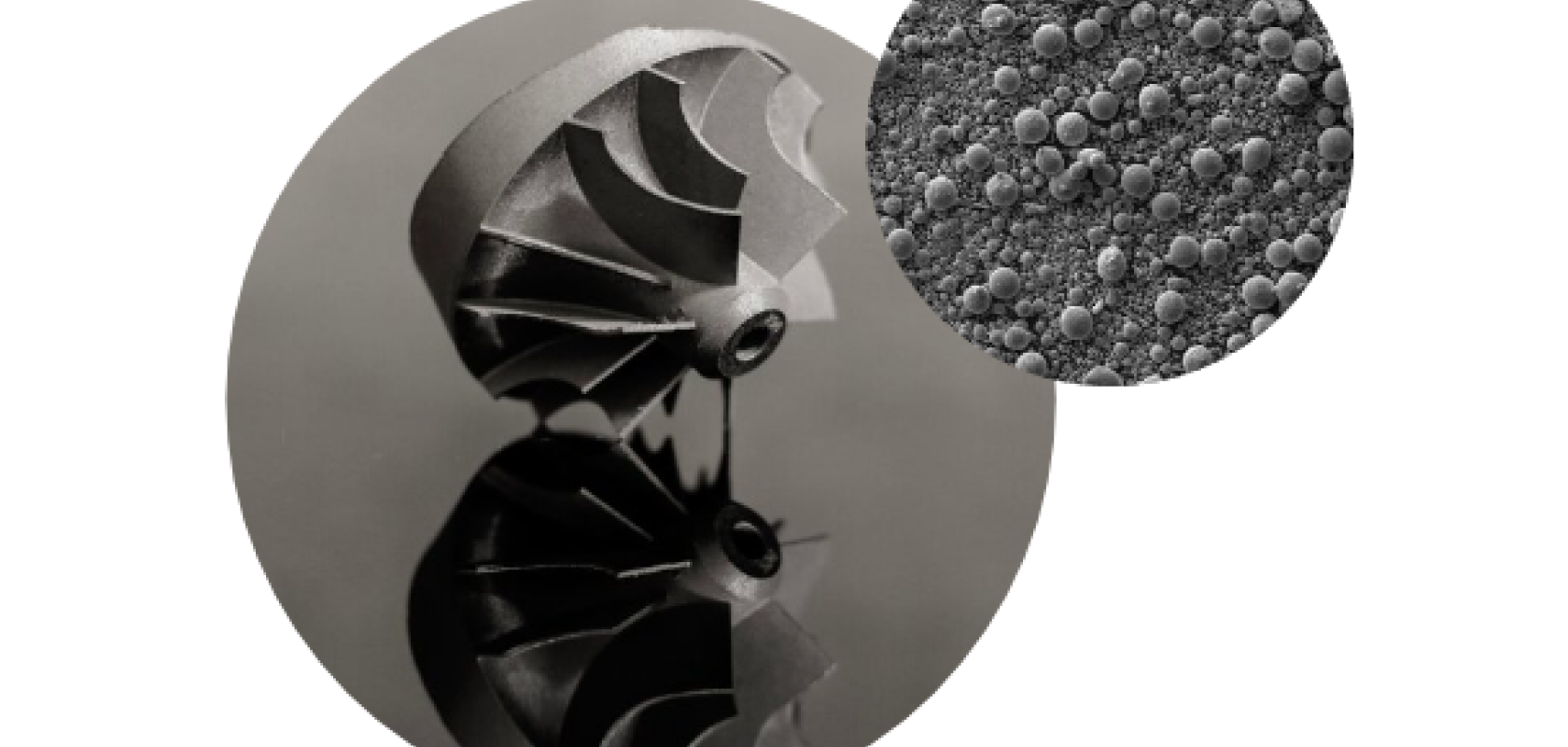 ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ�- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


