����懻��ߜغϽ�Ķ����ٽY(ji��)��
�r�g��2022-12-21 10:44 ��Դ���L����G60����(li��n)�� ���ߣ�admin ��x����
��(d��o)�x�����о��ĽY(ji��)���״��C�������������懻��ߜغϽ�Ķ����ٽY(ji��)����Ό��F(xi��n)����������ٿv���w����(g��u)����С������(w��)�е��A(y��)�ڟᑪ(y��ng)�������������Y(ji��)��(g��u)�M�й��ּܷ����x���Ե�����ƣ�ڻ���׃���ܡ�
�����������칤ˇ������������y(t��ng)�ӹ������y�Գ��͵ď�(f��)�s����;Ȼ������ӡ����ͨ�����м������Y(ji��)��(g��u)����(d��o)�¸ߜ���׃���ܲ�e���c����̻�������ȡ����@��҂�ͨ�^�����ٽY(ji��)���������Ĵ�ӡ�����Y(ji��)��(g��u)�D(zhu��n)�Q���������Y(ji��)��(g��u)���Ķ���ʾ�������������懻��ߜغϽ�AM IN738LC�н�Q���@һ���ơ�����їl���¼ӹ���ԇ��Ҳ�^���˴�ӡ���ϵġ�100���w�S�y�������о��ĽY(ji��)���״��C�������������懻��ߜغϽ�Ķ����ٽY(ji��)����Ό��F(xi��n)����������ٿv���w����(g��u)����С������(w��)�е��A(y��)�ڟᑪ(y��ng)�������������Y(ji��)��(g��u)�M�й��ּܷ����x���Ե�����ƣ�ڻ���׃���ܡ�
1 ��B
�c���y(t��ng)�Ķ������̹�ˇ��ȣ�懻��ߜغϽ�������������죨AM���ھ��ȡ��p�و�U�������O(sh��)Ӌ���ɶȡ��s�̽�؛�r�g�Լ����ܽ�������ɱ�������Ѓ�(y��u)�ݡ�Ȼ�����������켼�g(sh��)ͨ���x�輚�����ߴ磬��(d��o)���c�������̲�����ȣ��ߜ���׃�����^����˸��ƶྦྷAM�M���ęCе���ܣ�ͨ������ȥ��(y��ng)���˻𣬟���o�������܄���Һ�˻�́��܄��rЧ��̎���ĽM��̎�������⣬���ڳ��e�^�Y(ji��)��(g��u)�ā���(w��n)���|(zh��)���γɲ�������������@Щ��̎�������y�ԃ�(y��u)��������(j��)ÿ����Ʒ�Ĵ_�П�vʷ����Ҫ��ͬ��̎��ضȁ��(q��)��������ٽY(ji��)���О顣����Ў״·Lԇͨ�^ʹ���������������ֱ�Ӵ�ӡ�ξ����˷��@Щ���}��Ȼ�����@�N������ه�ڇ�����ƵĴ�ӡ����(sh��)���@Щ����(sh��)���y�Uչ����(f��)�s�Ď��Π��u݆�C�β����mȻ���������������Ԙ�(g��u)���@�ӵ��Π�����@Щ���Π��Ќ��F(xi��n)�����ߴ���ƣ��@�N�����Y(ji��)��(g��u)���������ĺ�̎�������y�ģ���δ�õ��C����
�t��F�Ͻ�738LC ��IN738LC���Ͻ���һ�N懻��ߜغϽ���Ҫ�����w�C��ꑻ����I(y��)��ȼ��݆�C��(y��ng)�á����ڟ᷀(w��n)��懵��������@�N�Ͻ�����ڸ��_850��C�ĸߜ��±�����Cе���ܡ����⣬�����t�����ߣ�16 wt.%�������г�ɫ���͟ḯ�g�ԡ�Ȼ�����c����懻��Ͻ���IN625��IN718�Ͻ���ȣ��@�N�Ͻ�IJ��ɺ�������ʹ��SLM�����������y��L. Rickenbacher���ˌ�SLM�ӹ���IN738LC�Ͻ��M�����״��о����ɹ����a(ch��n)�˿�϶��С��0.5%��ԇ�ӡ��@Щ��Ʒ���F(xi��n)����(y��u)���T���Ʒ���Ҝؿ������ȡ�Ȼ�����ڑ�(y��ng)����ͬ�ĺ��̎���l(f��)�F(xi��n)��������׃���ܵ����T�첿���_���Ĺ��I(y��)Ҫ��SLM�ӹ���IN738LC����׃�����^�������ھ����ߴ������^С������Xu������ָ���ģ����绬�ӣ�GBS����SLM-IN738LC�Ͻ����Ҫ������׃�C�ƣ����S������Coble��׃�ڃ�(n��i)�ĔUɢ��׃��GBS��Coble��׃����ه�ھ����ߴ磬�����ھ����^���IJ����еõ����M����(d��o)����׃���ʼӿ졣
���о���Ŀ�����u��AM IN738LC��DRX�О顣�P(gu��n)��LPBF IN738LC�ĵ�һ���Uչ�о�����Rickenbacher�����M�еģ�����������c���y(t��ng)�T�첿����Ⱦ��Ѓ�(y��u)���������ȵ���׃�����^���ԇ�ӡ��˺�һЩ�о��ˆT���@�N�О�w����LPBF��(bi��o)���м������ߴ�Ŀ��ٔUɢ��׃���b���@�N��ϣ������׃�О飬ͨ�^�S��ğ�̎���@�ø���ľ����ѳɞ�ԓ�Ͻ��_�l(f��)����Ҫ���c���������M����DRX����(sh��)�о����Դ_����ֵ�ضȺ��������ʌ�AM IN738LC�����Y(ji��)��(g��u)�;��w����(g��u)��Ӱ푡����⣬ͨ�^���^���ԇ���ؽY(ji��)��ǰ�صĽY(ji��)��(g��u)�c����ͽY(ji��)��(g��u)�ݻ�ģ�ͣ��о����ٽY(ji��)���C�����mȻ�S���о���������AM���ϵ��ٽY(ji��)���О����ӹ����ϵĶ����ٽY(ji��)�������@��AM�����ж����ٽY(ji��)�����״��C�������о��Y(ji��)����ʾ�����ͨ�^��̎��DRX��̎�����Ƽӹ��l���ͺϽW(xu��)���|(zh��)�����F(xi��n)����������ߜغϽ����Y(ji��)��(g��u)�ľ��_���ƣ������ӡ�ߜز��Ͼ�����Ҫ�ĬF(xi��n)�����x��
2.���Ϻͷ���
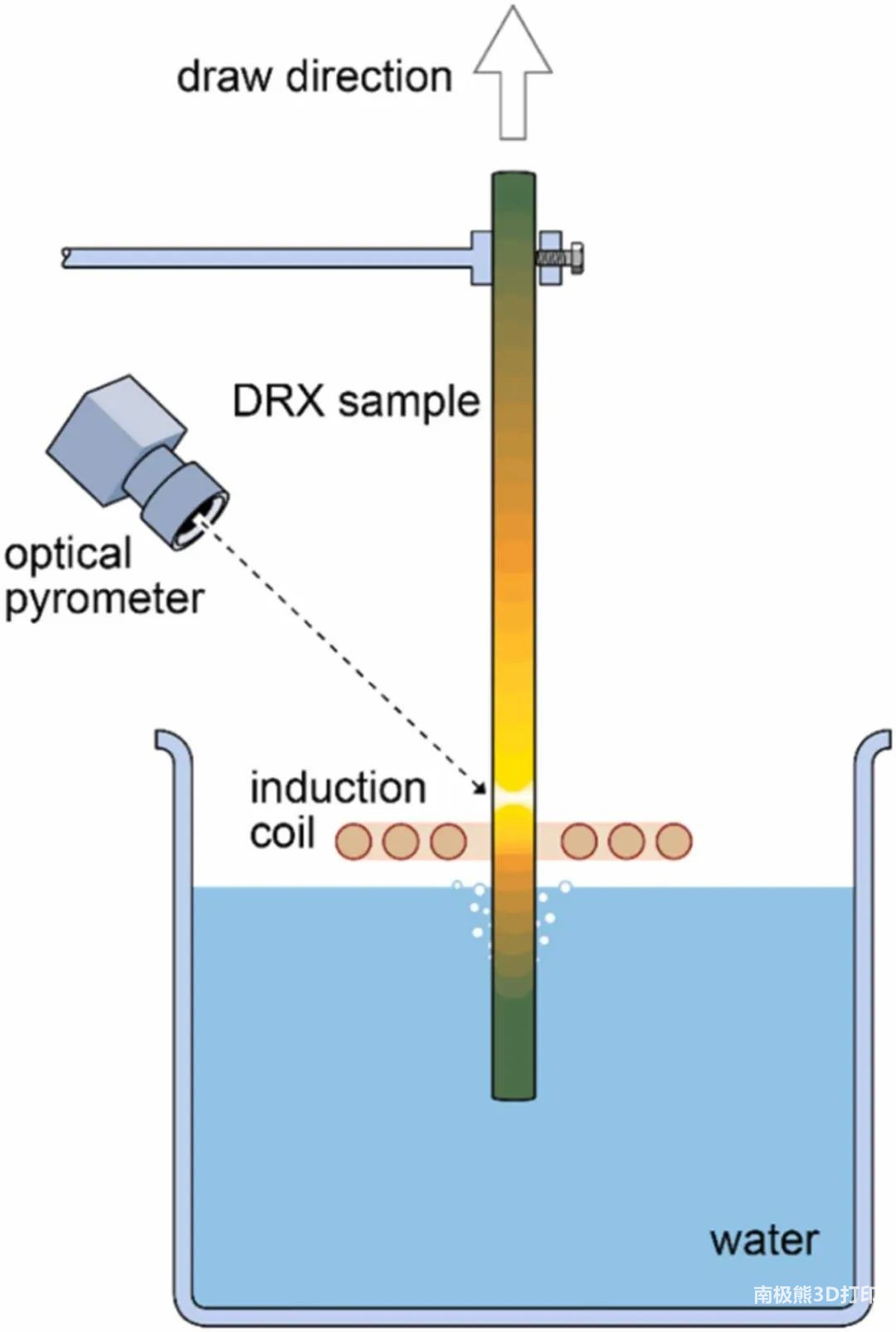
��D1��ʾ������ֱ���b��DRX�b���ϣ���Ʒ��֧��֮�g�и����մ��|Ƭ������Ʒ�Б�(y��ng)�ӟ���1220��C��1245��C֮�g�ı���ضȣ�ʹ���a����׃�l(f��)���ʵ��pɫ��W(xu��)�ߜ�Ӌ���Ɯضȡ�
3.�Y(ji��)����ӑՓ
3.1.AM IN738LC�ĽY(ji��)��(g��u)�ݻ��О�
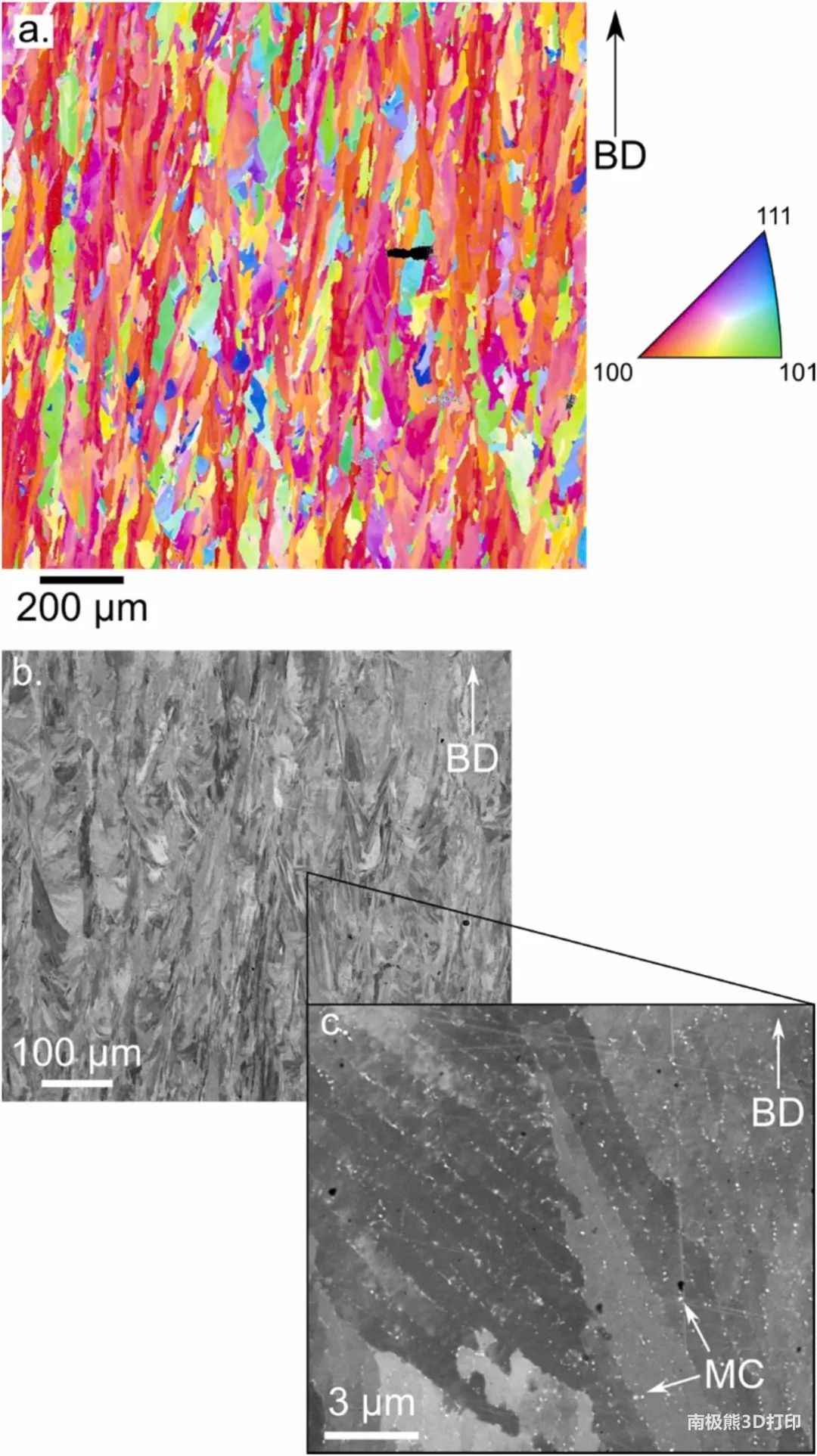
�D2 a�@ʾ�˴�ӡ��IN738LC�����ژ�(g��u)������ľ���ȡ��D����ʾ��ƽ���ژ�(g��u)������ď���100���w�S�y�������߷Ŵ��ʵ�SEM�D���C������ӡ�����������B(t��i)�²������^�쵽�Ħá�;����{��MC̼����ķ�ɢ�w���D2b��c����̼�����b���늳�߅�磬��ƽ�����ȼs��590nm���c��ǰ�Ĺ���һ�¡�
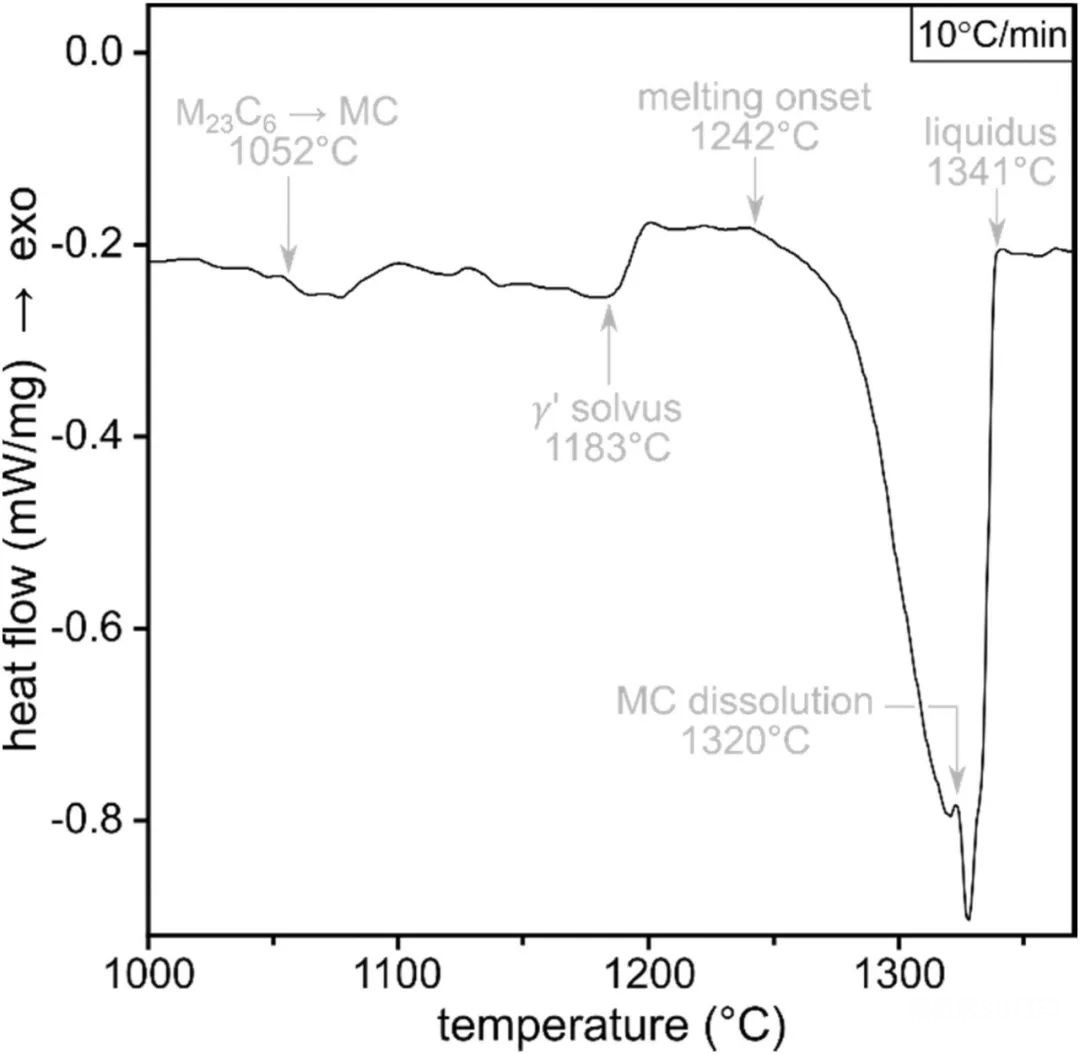
�D3�@ʾ���ڴ�ӡ��IN738LC�״μӟ����g�@�õ�DSC�ضȈD��
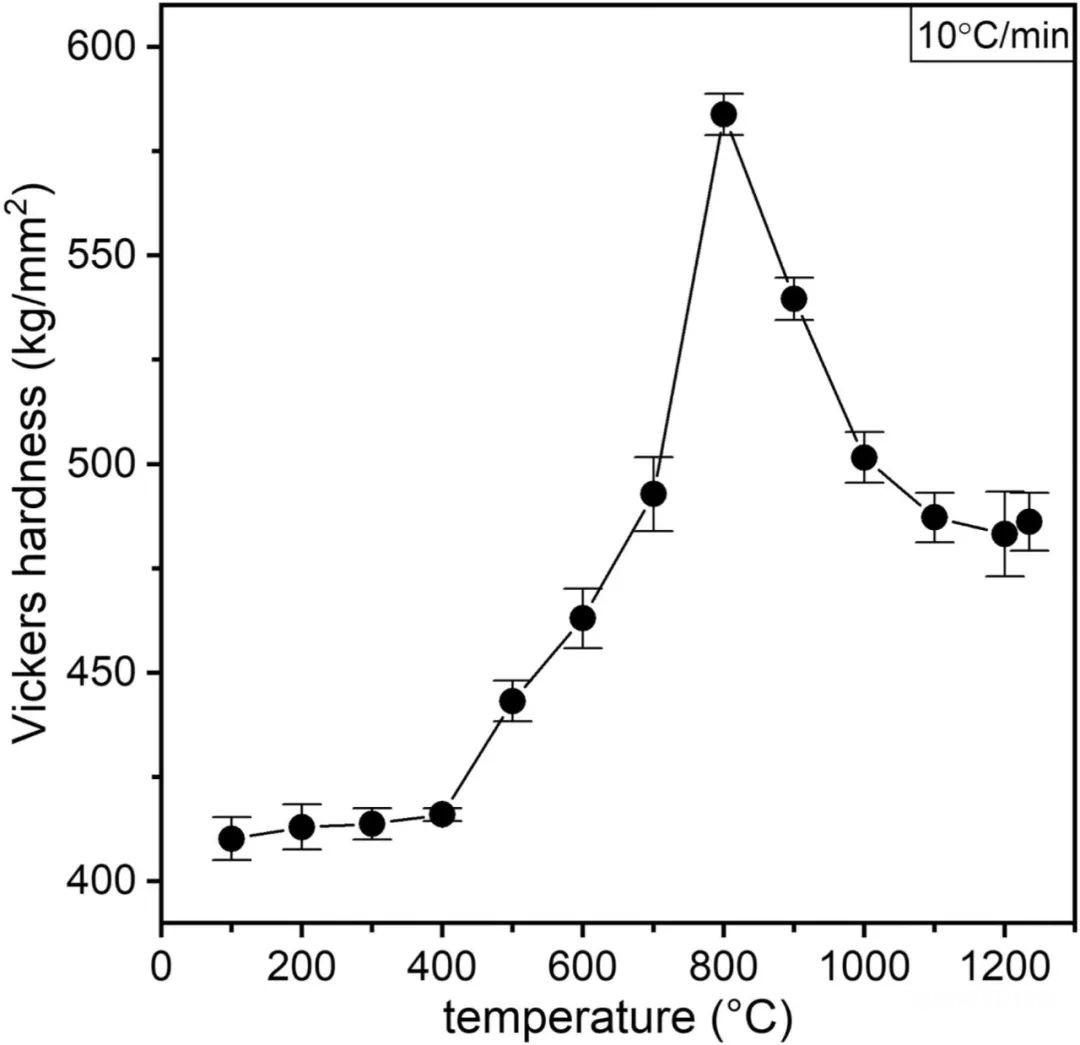
�D4���Y(ji��)�˔��m(x��)�˻����ĽY(ji��)���������@ʾ�˾S��Ӳ���S�ضȵ�׃����Ӳ�������@ʾ�����ڦ�'��������ʼӲ����800��C����D3��ʾ����900��C���ϣ����ڦá�ֻ���Ȼ����1183��C���ܽ⣬�^�쵽Ӳ���@�����͡����^1100��C��Ӳ��ֵ��(w��n)�����ֲ�����ȡ��Ч��(y��ng)���ܕ�����׃����
3.2.AM738LC�Ķ����ٽY(ji��)��
�����DRX�����1220��1235��1245��C����߱���ض���ʹ��22 mm/hr�Ĺ̶��������ʁ��_�����еķ�ֵ�ضȷ������x��ԓ�ضȷ���������(j��)�LjD3��DSC�������[���Ĺ����ضȷ�������ǰ��AM IN738LC[31]���^�쵽1225��C���ϵľ����������L���о����Լ��҂����ӟ���1220��C���o�B(t��i)�˻��Ʒ���ؽY(ji��)�����^�졣��1220 ��C�r�H�l(f��)�������ؽY(ji��)��������1245 ��C�r�^�쵽���ں������̵�������1235��C��Ʒ��ȫ�ؽY(ji��)�����]���κγ����ۻ��E����ˣ�ԓ�Ͻ�Ĺ���DRX�ضȷ�����1225��C��1240��C֮�g���S����������ʌ����1235��C���M�С�
�D5�@ʾ������ʾ��ͬ��������̎����IN738LC��Ʒ�Ĺ�W(xu��)�D���o�B(t��i)��Ʒ�ڠt�П�̎�����]�пv��ض��ݶȣ���ض�-�r�g�����cʹ�� COMSOL �����_���� 2.5 mm/hr DRX ��Ʒ�Ĝض�-�r�g������ͬ�����������������£��^�쵽��ȫ�ؽY(ji��)���IJ��ϣ��H��С��5 mm/hr�����������®a(ch��n)�����@���L�ľ������� 2.5 �� 1 mm/hr �����������£�������� DRX �_ʼ�r��L�����û��ڹ�W(xu��)�@��Ƭ�ľ��Խؾ෨�@��ƽ�����L�Ʒ���͙M��ľ����ߴ磬ÿ��ֵ����200�����������Y(ji��)�����Y(ji��)�ڈD6��
Ŀǰ��DRX�Y(ji��)��������ͨ�^���_�{(di��o)����̎���^���е��������ʁ팦�����Y(ji��)��(g��u)�M�й��ּܷ������磬�D7�@ʾ����5 mm�g���(n��i)��2.5 mm/hr��50 mm/hr֮�g�����L�����ʺ�1 mm�دB�γɵĹ����ݶȾ����Y(ji��)��(g��u)�����ò��Ͼ��м����S�����ą^(q��)����������ą^(q��)����_���@�N�������ԑ�(y��ng)���ڃ�����������IJ��������磬���ض��^(q��)���x�輚�����Y(ji��)��(g��u)�Ը��Ɵḯ�g��ƣ�����ܣ����������^(q��)�x��������ԃ�(y��u)������׃�ԡ���ǰ�ѽ�(j��ng)ʹ��ԭλ�c�x����AM̎���C������Ƶ��^�Y(ji��)��(g��u)���ơ�Ȼ�����@��ͨ�^��ԭλDRX��̎���C������ƵĽY(ji��)�������߿��Ԯa(ch��n)�����־õ��^�Y(ji��)��(g��u)�����S��ğ�̎����ʹ���в����⡣

�����������칤ˇ������������y(t��ng)�ӹ������y�Գ��͵ď�(f��)�s����;Ȼ������ӡ����ͨ�����м������Y(ji��)��(g��u)����(d��o)�¸ߜ���׃���ܲ�e���c����̻�������ȡ����@��҂�ͨ�^�����ٽY(ji��)���������Ĵ�ӡ�����Y(ji��)��(g��u)�D(zhu��n)�Q���������Y(ji��)��(g��u)���Ķ���ʾ�������������懻��ߜغϽ�AM IN738LC�н�Q���@һ���ơ�����їl���¼ӹ���ԇ��Ҳ�^���˴�ӡ���ϵġ�100���w�S�y�������о��ĽY(ji��)���״��C�������������懻��ߜغϽ�Ķ����ٽY(ji��)����Ό��F(xi��n)����������ٿv���w����(g��u)����С������(w��)�е��A(y��)�ڟᑪ(y��ng)�������������Y(ji��)��(g��u)�M�й��ּܷ����x���Ե�����ƣ�ڻ���׃���ܡ�
1 ��B
�c���y(t��ng)�Ķ������̹�ˇ��ȣ�懻��ߜغϽ�������������죨AM���ھ��ȡ��p�و�U�������O(sh��)Ӌ���ɶȡ��s�̽�؛�r�g�Լ����ܽ�������ɱ�������Ѓ�(y��u)�ݡ�Ȼ�����������켼�g(sh��)ͨ���x�輚�����ߴ磬��(d��o)���c�������̲�����ȣ��ߜ���׃�����^����˸��ƶྦྷAM�M���ęCе���ܣ�ͨ������ȥ��(y��ng)���˻𣬟���o�������܄���Һ�˻�́��܄��rЧ��̎���ĽM��̎�������⣬���ڳ��e�^�Y(ji��)��(g��u)�ā���(w��n)���|(zh��)���γɲ�������������@Щ��̎�������y�ԃ�(y��u)��������(j��)ÿ����Ʒ�Ĵ_�П�vʷ����Ҫ��ͬ��̎��ضȁ��(q��)��������ٽY(ji��)���О顣����Ў״·Lԇͨ�^ʹ���������������ֱ�Ӵ�ӡ�ξ����˷��@Щ���}��Ȼ�����@�N������ه�ڇ�����ƵĴ�ӡ����(sh��)���@Щ����(sh��)���y�Uչ����(f��)�s�Ď��Π��u݆�C�β����mȻ���������������Ԙ�(g��u)���@�ӵ��Π�����@Щ���Π��Ќ��F(xi��n)�����ߴ���ƣ��@�N�����Y(ji��)��(g��u)���������ĺ�̎�������y�ģ���δ�õ��C����
�t��F�Ͻ�738LC ��IN738LC���Ͻ���һ�N懻��ߜغϽ���Ҫ�����w�C��ꑻ����I(y��)��ȼ��݆�C��(y��ng)�á����ڟ᷀(w��n)��懵��������@�N�Ͻ�����ڸ��_850��C�ĸߜ��±�����Cе���ܡ����⣬�����t�����ߣ�16 wt.%�������г�ɫ���͟ḯ�g�ԡ�Ȼ�����c����懻��Ͻ���IN625��IN718�Ͻ���ȣ��@�N�Ͻ�IJ��ɺ�������ʹ��SLM�����������y��L. Rickenbacher���ˌ�SLM�ӹ���IN738LC�Ͻ��M�����״��о����ɹ����a(ch��n)�˿�϶��С��0.5%��ԇ�ӡ��@Щ��Ʒ���F(xi��n)����(y��u)���T���Ʒ���Ҝؿ������ȡ�Ȼ�����ڑ�(y��ng)����ͬ�ĺ��̎���l(f��)�F(xi��n)��������׃���ܵ����T�첿���_���Ĺ��I(y��)Ҫ��SLM�ӹ���IN738LC����׃�����^�������ھ����ߴ������^С������Xu������ָ���ģ����绬�ӣ�GBS����SLM-IN738LC�Ͻ����Ҫ������׃�C�ƣ����S������Coble��׃�ڃ�(n��i)�ĔUɢ��׃��GBS��Coble��׃����ه�ھ����ߴ磬�����ھ����^���IJ����еõ����M����(d��o)����׃���ʼӿ졣
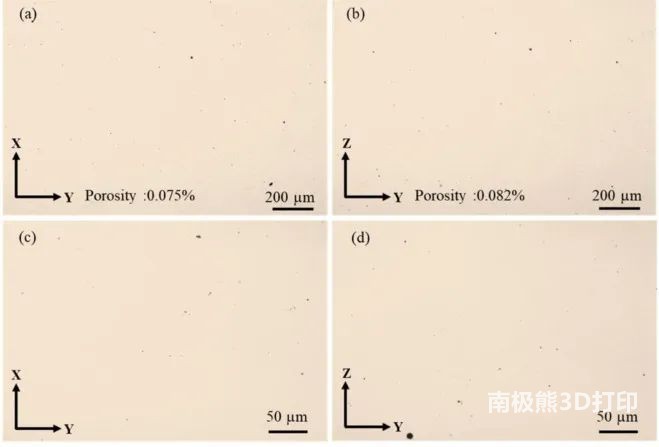
OM�D���@ʾ������Ʒ�ĵͿ�϶�ʣ���a���ͷŴ��ʵ�XYƽ�棬��b���ͷŴ��ʵ�YZƽ�棬��c���߷Ŵ��ʵ�XYƽ��ͣ�d���߷Ŵ��ʵ�YZƽ�档
���о���Ŀ�����u��AM IN738LC��DRX�О顣�P(gu��n)��LPBF IN738LC�ĵ�һ���Uչ�о�����Rickenbacher�����M�еģ�����������c���y(t��ng)�T�첿����Ⱦ��Ѓ�(y��u)���������ȵ���׃�����^���ԇ�ӡ��˺�һЩ�о��ˆT���@�N�О�w����LPBF��(bi��o)���м������ߴ�Ŀ��ٔUɢ��׃���b���@�N��ϣ������׃�О飬ͨ�^�S��ğ�̎���@�ø���ľ����ѳɞ�ԓ�Ͻ��_�l(f��)����Ҫ���c���������M����DRX����(sh��)�о����Դ_����ֵ�ضȺ��������ʌ�AM IN738LC�����Y(ji��)��(g��u)�;��w����(g��u)��Ӱ푡����⣬ͨ�^���^���ԇ���ؽY(ji��)��ǰ�صĽY(ji��)��(g��u)�c����ͽY(ji��)��(g��u)�ݻ�ģ�ͣ��о����ٽY(ji��)���C�����mȻ�S���о���������AM���ϵ��ٽY(ji��)���О����ӹ����ϵĶ����ٽY(ji��)�������@��AM�����ж����ٽY(ji��)�����״��C�������о��Y(ji��)����ʾ�����ͨ�^��̎��DRX��̎�����Ƽӹ��l���ͺϽW(xu��)���|(zh��)�����F(xi��n)����������ߜغϽ����Y(ji��)��(g��u)�ľ��_���ƣ������ӡ�ߜز��Ͼ�����Ҫ�ĬF(xi��n)�����x��
2.���Ϻͷ���
��D1��ʾ������ֱ���b��DRX�b���ϣ���Ʒ��֧��֮�g�и����մ��|Ƭ������Ʒ�Б�(y��ng)�ӟ���1220��C��1245��C֮�g�ı���ضȣ�ʹ���a����׃�l(f��)���ʵ��pɫ��W(xu��)�ߜ�Ӌ���Ɯضȡ�
�D1�����ؽY(ji��)�����O(sh��)�á�����sҺ�г�ȡԇ��ͨ�^��^(q��)����^(q��)ǰ�Ķ��͟��ݶȱ�����ͨ���ٽY(ji��)��ǰ�صĸ�λ�e�ܶȡ�
3.�Y(ji��)����ӑՓ
3.1.AM IN738LC�ĽY(ji��)��(g��u)�ݻ��О�
�D2 a�@ʾ�˴�ӡ��IN738LC�����ژ�(g��u)������ľ���ȡ��D����ʾ��ƽ���ژ�(g��u)������ď���100���w�S�y�������߷Ŵ��ʵ�SEM�D���C������ӡ�����������B(t��i)�²������^�쵽�Ħá�;����{��MC̼����ķ�ɢ�w���D2b��c����̼�����b���늳�߅�磬��ƽ�����ȼs��590nm���c��ǰ�Ĺ���һ�¡�
�D 2 ��a������ AM IN738LC �ķ��O�D��IPF������ȡ��D���@ʾ�����ڽ��췽��BD���ľ���ȡ��b���w���ͼ����Y(ji��)��(g��u)�ĵͱ��ʺͣ�c���߱���SEM�D��MC̼�����ڣ�c�����������Č��ȶ��@ʾ��
�D3�@ʾ���ڴ�ӡ��IN738LC�״μӟ����g�@�õ�DSC�ضȈD��
�D 3 �״μӟ��ӡ��IN738LC��10��C / min���ٶȫ@�õ�DSC��D��
�D4���Y(ji��)�˔��m(x��)�˻����ĽY(ji��)���������@ʾ�˾S��Ӳ���S�ضȵ�׃����Ӳ�������@ʾ�����ڦ�'��������ʼӲ����800��C����D3��ʾ����900��C���ϣ����ڦá�ֻ���Ȼ����1183��C���ܽ⣬�^�쵽Ӳ���@�����͡����^1100��C��Ӳ��ֵ��(w��n)�����ֲ�����ȡ��Ч��(y��ng)���ܕ�����׃����
�D 4 �ӟ��������m(x��)�˻�����Ӳ���c�ضȵĺ���(sh��)�P(gu��n)ϵ��10��C/min��ÿ����(sh��)��(j��)�c���傀�y��ֵ��ƽ��ֵ���`��@ʾƽ��ֵ����(bi��o)��(zh��n)ƫ�
3.2.AM738LC�Ķ����ٽY(ji��)��
�����DRX�����1220��1235��1245��C����߱���ض���ʹ��22 mm/hr�Ĺ̶��������ʁ��_�����еķ�ֵ�ضȷ������x��ԓ�ضȷ���������(j��)�LjD3��DSC�������[���Ĺ����ضȷ�������ǰ��AM IN738LC[31]���^�쵽1225��C���ϵľ����������L���о����Լ��҂����ӟ���1220��C���o�B(t��i)�˻��Ʒ���ؽY(ji��)�����^�졣��1220 ��C�r�H�l(f��)�������ؽY(ji��)��������1245 ��C�r�^�쵽���ں������̵�������1235��C��Ʒ��ȫ�ؽY(ji��)�����]���κγ����ۻ��E����ˣ�ԓ�Ͻ�Ĺ���DRX�ضȷ�����1225��C��1240��C֮�g���S����������ʌ����1235��C���M�С�
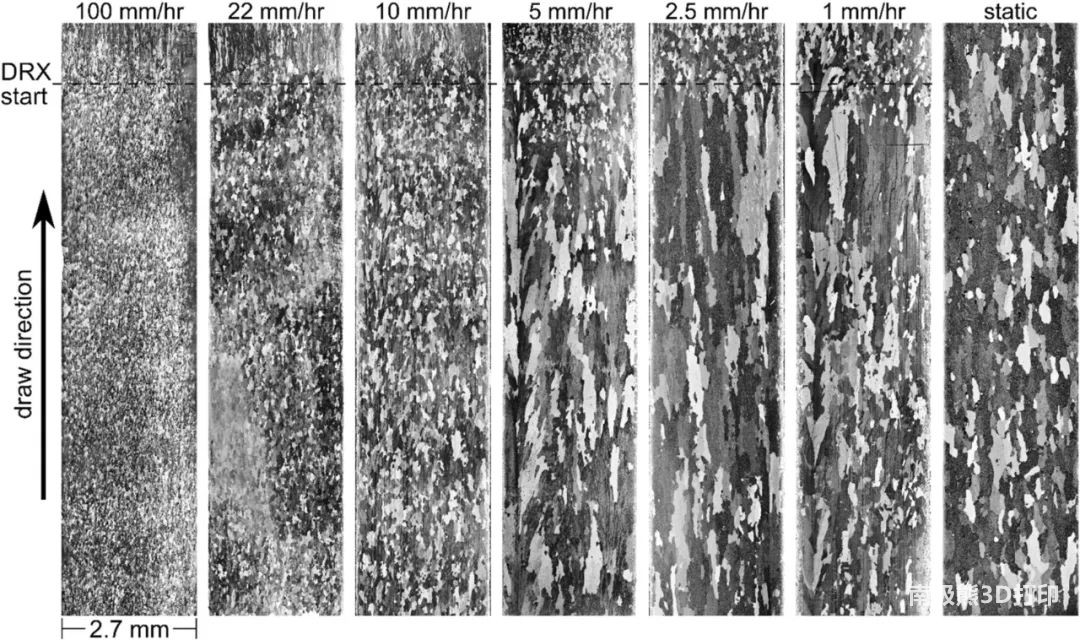
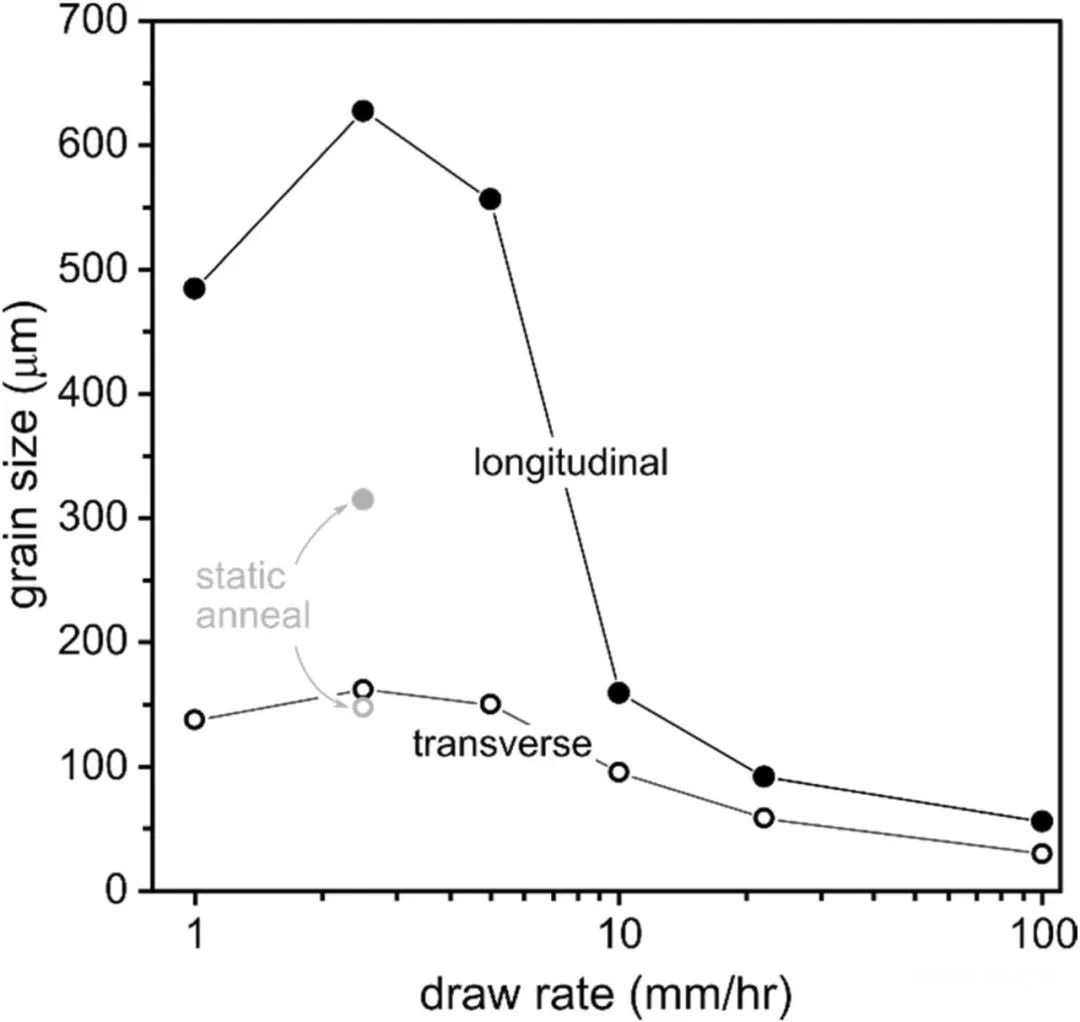
�D5�@ʾ������ʾ��ͬ��������̎����IN738LC��Ʒ�Ĺ�W(xu��)�D���o�B(t��i)��Ʒ�ڠt�П�̎�����]�пv��ض��ݶȣ���ض�-�r�g�����cʹ�� COMSOL �����_���� 2.5 mm/hr DRX ��Ʒ�Ĝض�-�r�g������ͬ�����������������£��^�쵽��ȫ�ؽY(ji��)���IJ��ϣ��H��С��5 mm/hr�����������®a(ch��n)�����@���L�ľ������� 2.5 �� 1 mm/hr �����������£�������� DRX �_ʼ�r��L�����û��ڹ�W(xu��)�@��Ƭ�ľ��Խؾ෨�@��ƽ�����L�Ʒ���͙M��ľ����ߴ磬ÿ��ֵ����200�����������Y(ji��)�����Y(ji��)�ڈD6��
�D5 ��1235��C��DRX��@�õ��g��IN738LC�Ĺ�W(xu��)�@��Ƭ���骄���ژ�(bi��o)���И�(bi��o)�����L�Ʒ�����D��ʾ���c��(g��u)������ƽ�С�
�D 6 ʹ�þ��Խؾ෨��ƽ�к͙M���L�Ʒ���_���ľ����ߴ硣
Ŀǰ��DRX�Y(ji��)��������ͨ�^���_�{(di��o)����̎���^���е��������ʁ팦�����Y(ji��)��(g��u)�M�й��ּܷ������磬�D7�@ʾ����5 mm�g���(n��i)��2.5 mm/hr��50 mm/hr֮�g�����L�����ʺ�1 mm�دB�γɵĹ����ݶȾ����Y(ji��)��(g��u)�����ò��Ͼ��м����S�����ą^(q��)����������ą^(q��)����_���@�N�������ԑ�(y��ng)���ڃ�����������IJ��������磬���ض��^(q��)���x�輚�����Y(ji��)��(g��u)�Ը��Ɵḯ�g��ƣ�����ܣ����������^(q��)�x��������ԃ�(y��u)������׃�ԡ���ǰ�ѽ�(j��ng)ʹ��ԭλ�c�x����AM̎���C������Ƶ��^�Y(ji��)��(g��u)���ơ�Ȼ�����@��ͨ�^��ԭλDRX��̎���C������ƵĽY(ji��)�������߿��Ԯa(ch��n)�����־õ��^�Y(ji��)��(g��u)�����S��ğ�̎����ʹ���в����⡣
�D 7 DRX AM IN738LC �Ĺ��ּܷ��@ʾ����(d��ng)���������� 2.5 ����/С�r�� 50 ����/С�r֮�g����r�������ߴ��ܿء�
(؟(z��)�ξ���admin)

��һƪ���㽭��W(xu��)�������쾫��3D�Y(ji��)��(g��u)�������pͨ������ֱ������b��
��һƪ��������W(xu��)���p���Ӿۺ��w�뼤����w�ؼӹ����g(sh��)�������Ƃ��B�m(x��)�u׃�{��νY(ji��)��(g��u)
��һƪ��������W(xu��)���p���Ӿۺ��w�뼤����w�ؼӹ����g(sh��)�������Ƃ��B�m(x��)�u׃�{��νY(ji��)��(g��u)
���P(gu��n)��(n��i)��
 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O(sh��)3D��ӡ����
���m��˾���_�O(sh��)3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W(xu��)�����d��У��
��˹���Ǵ�W(xu��)�����d��У��
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O(sh��)3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W(xu��)�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW(xu��)��(x��)���g(sh��)ͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
����(n��i)��
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O(sh��)3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W(xu��)�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW(xu��)��(x��)���g(sh��)ͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l(f��)�F(xi��n)ͨ�^3D��ӡ�������ĺ�ȃ�(y��u)��
- ��Fabric8Labs�cAEWIN������������늻��W(xu��)
���]��(n��i)��
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ��(g��u)����(n��i)
3D�����ӡ��(g��u)����(n��i) ��Small Science
��Small Science ��������-�����
��������-����� ���A��W(xu��)��������
���A��W(xu��)�����������c��(n��i)��
- ���������ӌW(xu��)��(x��)��ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I(l��ng)��ġ����ǡ�
- ��3D��ӡ����Y(ji��)��(g��u)�O(sh��)Ӌ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g(sh��)
- ���B�m(x��)�����̼��g(sh��)����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g(sh��)����������ٹ����е���
- ���u݆�~Ƭ�����������������ޏ�(f��)���g(sh��)����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C���g(sh��)���ƴ��FDM��SLA��CLIP��
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


