���ں��ӵ�懻��ߜغϽ����������켼�g(sh��)����(2)
2 �M���c����
���ں��ӵ�������������μ��g(sh��)��һ���ܶ��� ��(sh��)Ӱ푵ď�(f��)�s�����^�̣���Դ����ݔ�롢 CADģ�͒��蔵(sh��)��(j��)������·��Ҏ(gu��)�����������^�M�����ΑB(t��i)�� �������L��ʽ������A�s�Լ�ƫ���Ȯa(ch��n)��Ӱ푣��M(j��n)��Ӱ�懻��ߜغϽ�����w���ܡ�����(n��i)��W(xu��)�ߌ������˴�������ı��^�о���
2��1 ����M������
�νB�A����Inconel718�Ͻ�ͨ�^LDF�õ��˳��μ���������e�B(t��i)�M���M(j��n)����������ó����۸��ӽM�����ɾ��з��������L������֦���M�ɣ����L ����?y��n)��ɻ��w���⣬������֦���g��Mo��Nb��Ԫ�ص�ƫ��������̼�������ɣ��@�����w�����쏊(qi��ng)�Ȯa(ch��n) ������Ӱ푣�ԇ�(y��n)�y�ó��e�B(t��i)ԇ���Ҝ���r�µ����쏊(qi��ng)�Ȳ���׃�κϽ��50%������(j��ng)�^��̎����ˇ��������(x��)���������˲���֦��ƫ�����^�õ������ԇ����������(qi��ng)�ȺͿ�����(qi��ng)�ȡ��@�c����Dinda�ȵ��о��Y(ji��)�����ƣ����߰l(f��)�F(xi��n)���e�B(t��i)����܉������L�����������e܉�E�߶����ϡ���ͬ���۳� ��s�����nj�(d��o)�³��μ����µ��ϽM���������ԭ ����D3��ʾ��ͬ�r��Dinda���о��l(f��)�F(xi��n)���ڟ�̎��r����1200��Ĝض�������֦���܉��D(zhu��n)׃�ɵ��S��������700���¦�'�ͦá��������ʹԇ�ӵ��@Ӳ�����ߡ�

�D3 ����ߜغϽ���ٳ��γ��e�B(t��i)�M������
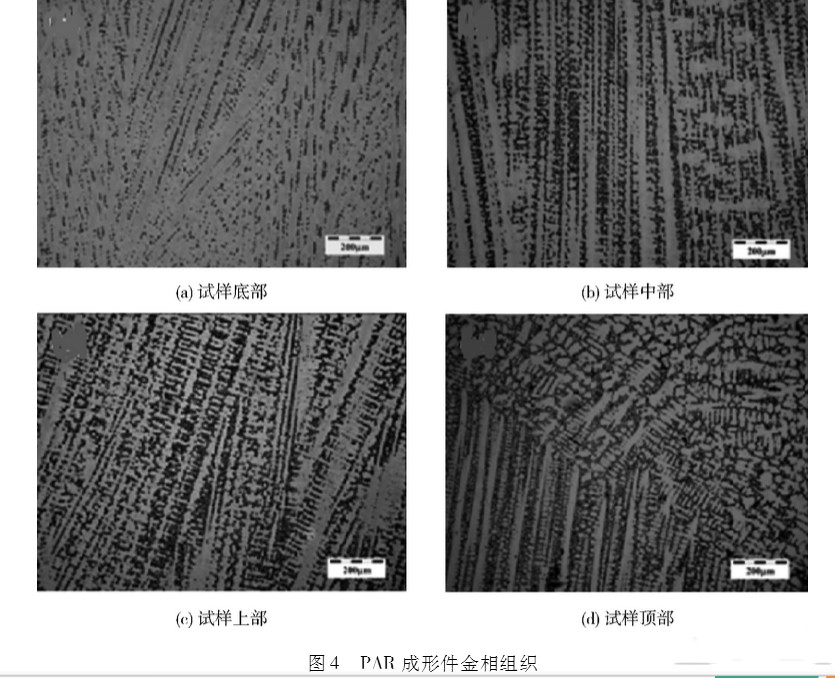
�츻�Ҳ���PA�ҳ�����Inconel625�����������D4��ʾ���Y(ji��)�������ĵײ���픲��M���ʬF(xi��n)�� ͬ���ΑB(t��i)���c(di��n)��
1���ײ��M���ʬF(xi��n)��(x��)С�İ�����]�аl(f��)�_(d��)�Ķ���֦����
2���в��M�������@�İ���֦���ΑB(t��i)�� ����֦���g������
3����ԇ���ϲ����F(xi��n)���^��l(f��)�_(d��)�Ķ��ΙM֦��֦���g�����@����
4����ԇ��픲��t���F(xi��n)�����������S���D(zhu��n)׃���^�Ʌ^(q��)��
�īI(xi��n)�����о��l(f��)�F(xi��n)���������������^���У��ض��ݶ����ӡ���s�ٶ�����ݔ�����pС������ʹ�M���κ������Ķ�ʹ����׃��ʮ�ּ�(x��)С��Ҳʹ���w�M�����鼚(x��)�ܣ�ԇ�(y��n)�y���@�N��r�³��μ����������W(xu��)�������������������о��Y(ji��)����������s���ʺ͟�ݔ������׃���dz��e�B(t��i)�M������֦���γɵ�ԭ���Ҵ��Ƕ��Ե���������֦���Ĵ�С���ֲ����g���c��s���ʺ͟�ݔ��Ķ����P(gu��n)ϵ�о��^�١�
2��2��ˇ����(sh��)���M�����ܵ�Ӱ�
2��2��1 ����·��
�����_�������������PA�Ҽ��g(sh��)�о��˲� ͬ����·�������μ����W(xu��)���ܵ�Ӱ푣� �Y(ji��)���l(f��)�F(xi��n)���ؒ���·��ƽ�з����ԇ��������(qi��ng)�ȸ������������������(y��u)���@�������μ��ں��^�Ͼ��и����ԡ�ϯ���ܵȲ��ö���M�Ϸ�ʽ����ͬ�������� �����ó���ԇ�ӄt���F(xi��n)������ͬ�ԣ�ԇ���Ŀ�����(qi��ng)�ȃ�(y��u)�ں��z�� ��ǰ�����Ե��ں��z��Liu�ȸ���(j��)��ͬ���e·����׃����Inconel718�Ͻ�LDF�M ���������M(j��n)����ϵ�y(t��ng)�о����Y(ji��)���l(f��)�F(xi��n)����һ���e·����׃�����e·���õ���ԇ�ӿ�����(qi��ng)���ஔ(d��ng)������ǰ�ߵ����������@���ں��ߡ����ض�·���l���£��������������õij��μ��������ϳʬF(xi��n)�������ԣ���˴�ֱ�ڳ��η��������IJ����c���w�Y(ji��)��̎�����W(xu��)�����о����@���Ȟ���Ҫ����Ŀǰ����(n��i)�ڴ˷�����о��^�١�
2��2��2 ��ݔ��
�M(f��i)Ⱥ�ǵ��о���LDF��ͬ��ˇ����(sh��)��ԇ�� �M�������ܵ�Ӱ푣��Y(ji��)���l(f��)�F(xi��n)��
1���س��e��������ۅ^(q��)�����Ƭ�����������Ҿ������ϳʷ�������L��
2����(d��ng)�Ӵ�ʡ����ӟ�ݔ�����r�����^�쵽�����Ŀ�����L�F(xi��n)�����ۅ^(q��)����@������
3���^�ߵĹ��ʕ�ʹ��e�ۼӴĶ�ʹԇ�Ӯa(ch��n)������(g��u)��������(c��)�������a(ch��n)�����Ѽy��
Ganesh�� �� �о���ˇ����(sh��)����������Ӱ푕r�l(f��)�F(xi��n)����ˇ����(sh��)��Ӱ푳��eЧ�ʣ���ʹ�M���ΑB(t��i)�l(f��)�����@׃�����γ�����֦���Ͱ���Ļ���ΑB(t��i)���츻�ҵ��о���ֵ������}�_�l�ʡ������ٶȺ��ͽz�ٶȌ�PA�ҳ��μ��M������Ӱ푕r�l(f��)�F(xi��n)���ͷ�ֵ����ߺ����ٶȿɫ@�ü�(x��)С���ܵ�֦���M����������Laves��ͽ���̼����ʏ�ɢ�ֲ������������}�_�l�ʻ� ���ͽz�ٶȕ�ʹ�M���ִ�Laves��ͽ���̼�������࣬ �ҳ��B�m(x��)�ֲ������������о��Y(ji��)����ӳ�������������^����ѭ�h(hu��n)��ݔ��a(ch��n)���ğ�e��Ч��(y��ng)�����μ��M���c���ܵ�Ӱ� Ҏ(gu��)�ɣ����Ǿ����ö���������ȱ������e��Ч��(y��ng)�Ķ� ���о���
2��2��3��s�ٶ�
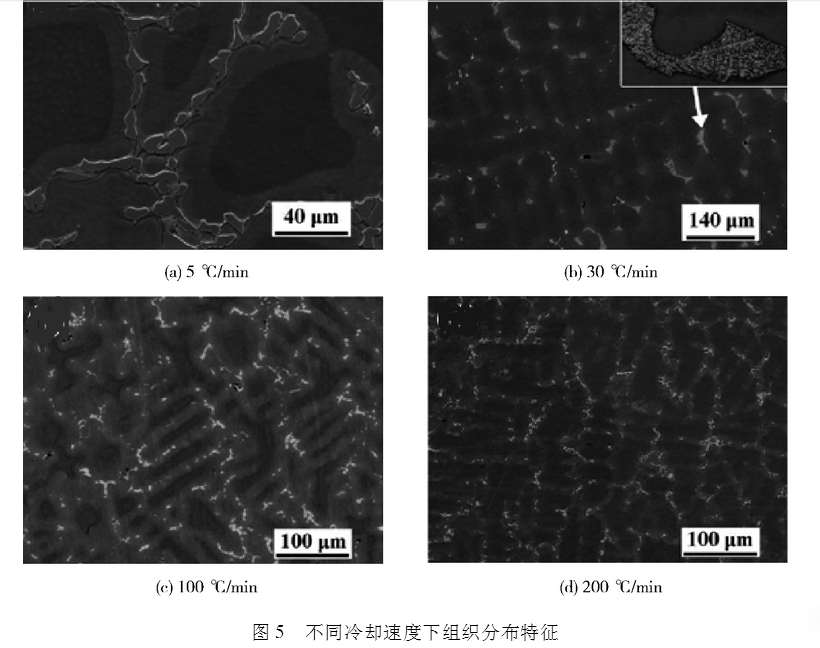
����GTAW��ݔ�����^С�������ܶ��^�ͣ���˳��μ��ܟ��^������s�ٶȵ���PA�ҡ�LDF��������ϵ�y(t��ng)�о��˲�ͬ��s�ٶȌ�Inconel718�� ��̼���Laves������Ҏ(gu��)�ɵ�Ӱ푣���D5��ʾ�������Y(ji��)��������
1����s�ٶ��^�͕r��̼����� 朠�ֲ���֦���g���ʴ�K�����B��
2���S����s�ٶȵļӿ죬 ̼������u��С�K���D(zhu��n)׃���ߴ�Ҳ�S֮�pС��
3���ۼ���B(t��i)�����̼������S����s�ٶȵļӿ죬�ʏ�ɢ�ֲ��ҳߴ���u�pС ��
Yin���� ��̼������������������ΑB(t��i)�������Ͻ�����W(xu��)�� �ܮa(ch��n)����ҪӰ푣���ɢ�ֲ��ҳߴ��^С��̼������ò����(y��u)����(d��ng)Laves��ߴ�ÿ�pС1��m�r���Ҝؔ����տs�ʾͿ����2��5% ��Ŀǰ߀�o���P(gu��n)����C�� ��ȫ����Laves���ǿ��еģ����̽ӑ��ˇ����(sh��)��Laves��ߴ电(sh��)���Ķ���Ӱ��P(gu��n)ϵ������Ҫ���x��
3 �l(f��)չ�cչ��
ᘌ����������켼�g(sh��)��ˇ���M�����ܵ����c(di��n)�� δ���о����c(di��n)�����������·��棺
1����߳��μ����ȣ��pС��Ӱ푅^(q��)�������}�_ ��ˇ��ͨ�^�{(di��o)�ط�ֵ�������ֵ������}�_�l�ʡ�ռ�� �ȵȹ�ˇ����(sh��)����(zh��n)�_���������������ݔ��������s���ʣ��Ķ��^�õؿ����۳سߴ磬 ��߳��ξ��ȡ�
2����(y��u)������M����
һ���о�֦���Ĵ�С���ֲ����g���c��s���ʺ͟�ݔ��Ķ����P(gu��n)ϵ��
�����о���ֱ�ڳ��η��������IJ����c���w�Y(ji��)��̎�����W(xu��)���ܣ���������Ԏ����IJ���Ӱ푣�
�����о��������^����ѭ�h(hu��n)��ݔ��a(ch��n)���ğ�e��Ч��(y��ng)�����μ��M ���c���ܵ�Ӱ�Ҏ(gu��)�ɣ������к�Laves����������Ķ���߳��μ������W(xu��)���ܡ�
���ߣ����P������ҫ�x����Iʿ���O �� ���b�ױ����̌W(xu��)Ժ�b�������켼�g(sh��)�����Ƽ����c(di��n)��(sh��)�(y��n)�ң�
(؟(z��)�ξ���admin)

��һƪ���������p������ď�(f��)�ϼӹ����g(sh��)����
 3D��ӡ̫�������?q��)��ɞ��?/a>
3D��ӡ̫�������?q��)��ɞ��?/a> ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���a��
ʲô��G���a�� �P(gu��n)��3D��ӡ����������P(gu��n)֪
�P(gu��n)��3D��ӡ����������P(gu��n)֪ Cura��һ���O(sh��)�ã���ʼ��
Cura��һ���O(sh��)�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M(f��i)3D
2023��������M(f��i)3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l������õ�ģ��
�l������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM - ����Ҋ���N3D��ӡ���g(sh��)��FDM��SLS��SLA��
- ��SLM 3D��ӡ��ˇ��ԭ�������c(di��n)����(y��ng)��
- ������3D��ӡ���g(sh��)֮�T��ɰ��3D��ӡ
- ����̻�3D��ӡ�C(j��)��ʹ�õĹ�����֬������
- ���҇�3D��ӡ��I(y��)����Щ��
- ��3D��ӡ�C(j��)ُ�Iָ�ϣ�����x����m��3D��
- ��SLA 3D��ӡ��ˇ��ԭ�������c(di��n)����(y��ng)��
- �����ώ��̴�����D(zhu��n)��̻�3D��ӡ --�\ՄS
- ��ʲô��3MF������STL��ʽ�Æ
- ���������˽�N�Ҋ��3D��ӡ����


