�������p������ď�(f��)�ϼӹ����g(sh��)����
������������3D��ӡ���c�p������ɷN���g(sh��)��Y(ji��)��Ŀǰ�����f��Խ��Խ�����ˣ�����@�ӿ���ͬ�r�õ����ߵă�(y��u)�c�����������ֹ���@�ӵĻ�ϼӹ��O(sh��)���ѽ�(j��ng)���F(xi��n)�˲��١�����С���͞��ҽ����������p������ď�(f��)�ϼӹ����g(sh��)��
�c���y(t��ng)�Ĝp��������ȣ������������������(y��u)�c��
1.��Ѹ�������������������(f��)�s�ΑB(t��i)�������������еİ��ۡ���͏�(f��)�s�ă�(n��i)�����ȡ�
2.���������ʸߣ������nj����F��ϡ�в��ρ��f���ɴ�ͳɱ���
3.�߶��Ԅӻ����˹����A(y��)С��
4.�ӹ�Ч�ʸߣ����䌦�y�ӹ����ϣ��ܿ����������a(ch��n)Ʒ���wģ�ͼ�ģ�ߡ�

�ңм��g(sh��)���о�Դ���ς����o����������ڡ����ڵģңм��g(sh��)��Ҫ��(y��ng)�����M�нY(ji��)��(g��u)���b�䡢�a(ch��n)Ʒ������C�c�yԇ��ʹ�õIJ��σH���������ϡ���Ʒ���ۺ���ȡ�����SLA����̻����w���Σ���SLS���x���Լ�����Y(ji��)����FDM���ڻ����e���죩��LOM����Ƭ�ӯB���죩�ȵ��ѽ�(j��ng)�V���̘I(y��)���ļ��g(sh��)���S�����g(sh��)�İl(f��)չ���ңм��g(sh��)���о�Խ��Խ�����ڹ����Ԯa(ch��n)Ʒ��ֱ�ӳ��Σ�ʹ�ò��Ϟ���١��մɡ��Ͻ��Լ����N�����ԏ�(f��)�ϲ��ϣ��@Щ���g(sh��)����L������������磨�����۸�����3WE������磨���S�Ѻ�����LENZ��������������죩��DMD������ֱ�ӳ��e���죩��SLM���x���Լ����ڻ�����PDM�����x���۷e���죩��EBM��������������죩�ȡ�
���ǎ����еģңм��g(sh��)���γߴ羫�Ⱥͱ���❍�ȶ���̫���룬��Ҫ�M�к�̎����������̎�����C�ӹ���������@�����͒���ӹ����@�������䱾���xɢ���^���д��ãӣԣ̸�ʽ�Ͷ��S�ķӼ��g(sh��)���Ķ���ɳߴ���`����A��Ч��(y��ng)��һ����f���Ӻ��ԽС����Խ�ߣ���ͬ������ĕr�gҲԽ�L���Ķ������˳ɱ��������y(t��ng)�ęC�ӹ������ǔ�(sh��)�ؼӹ����и߾��ȡ���Ч�ʡ��ӹ����Ժá���ˇҎ(gu��)�����ε����c�������܉� ���a�����ңм��g(sh��)��ȱ�c����ˣ����������죨RP���� �p�����죨CNC����Ч�ĽY(ji��)�ϣ��a(ch��n)��һ�N�µď�(f��)�ϼӹ����g(sh��)�����ЏV韵đ�(y��ng)��ǰ�����D����ʾ�����p�����������Y(ji��)�ϵļ��g(sh��)��(y��u)�ݡ�

�� �������p������ď�(f��)�ϼӹ����g(sh��)ԭ�������c
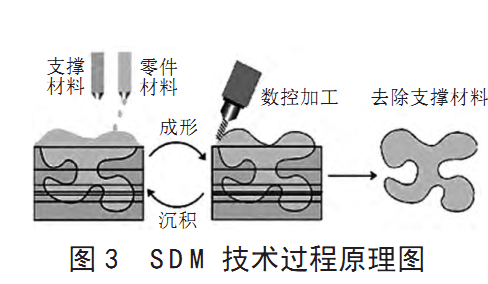
�������p������ď�(f��)�ϼӹ����g(sh��)�Ǐ���������Įa(ch��n)Ʒ�O(sh��)Ӌ�A�Ρ�ܛ�������O(sh��)Ӌ�A���Լ��ӹ��A�Ό���������͜p��������Y(ji��)�ϵ�һ�N�µļ��g(sh��)��ԓ���g(sh��)��һ�N���ӣ�ȥ�����ϵ��^�̣��ԡ��xɢ���ѷe�����ơ��ij���ԭ�����A(ch��)����D����ʾ��������Ӌ��C��������K������������S�ã���ģ�ͣ�Ȼ��ԓģ�Ͱ�һ���ĺ�ȷ���Ƭ��������������S��(sh��)��(j��)��Ϣ�D(zhu��n)�Q��һϵ�еĶ��S�����S݆������Ϣ���������Ϣ�ںϳ��e����(sh��)�͙C�ӹ�����(sh��)���ɒ���·����(sh��)�ش��a������ϵ�y(t��ng)����݆��܉�E���Ӓ���ѷe���Ϻͼӹ����ƣ���݆��������M�ЙC�ӹ�������K�������S���w�����
�ď�(f��)�ϼӹ����g(sh��)��ԭ�����Կ�����ԓ���g(sh��)�c�ңм��g(sh��)�Ļ���˼·��һ�µģ��䌍�|(zh��)���ǣã���ܛ���(q��)���µ����S�ѷe�͙C�ӹ��^�̡����ڲ��ÙC�ӹ����Ɓ������_�AЧ��(y��ng)�������C���ȣ�����ڳ��e�^���п��Բ�ȡ���^�ʹ��ȵȵͷֱ��ʵij��e����ӹ��ٶȡ�һ�������ď�(f��)�ϼӹ����ٳ���ϵ�y(t��ng)��(y��ng)ԓ�����ׂ����ֽM�ɣ������S�ãΣ���ʽ�ӹ����ģ����ڴ֣ң�ϵ�y(t��ng)������ʽ�Y(ji��)��(g��u)������ԓ�ӹ�����Ҳ��(y��ng)ԓ����ʽ�Y(ji��)��(g��u)�������e���첿�֣�����ϵ�y(t��ng)��ܛ������ϵ�y(t��ng)���o��ϵ�y(t��ng)��

�� �������p������ď�(f��)�ϼӹ����g(sh��)�о�����
�S����������İl(f��)չ�Լ�������Ե�ͻ������ �H��Խ��Խ��ČW(xu��)�ߺ��о��C��(g��u)��Ŀ���D(zhu��n)��������p�ĵď�(f��)�ϼӹ����졣����ڇ���(n��i)�����H�ό��������p������ď�(f��)�ϼӹ����g(sh��)���о��_չ�ı��^�磬�о��ă�(n��i)��Ҳ���^�ࡣ�����ā��f��ԓ헼��g(sh��)��Ȼ̎�� �о��c̽���A�Ρ�
�������Π���e���켼�g(sh��)���ӣģͣ�
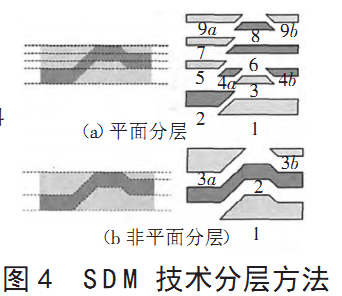
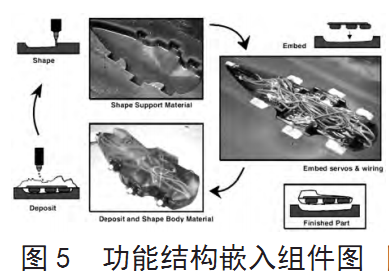
�Π���e���켼�g(sh��)����������˹̹����W(xu��)�о��l(f��)չ��������ȥ ���������ӷ��Y(ji��)����һ���γ��Լ��ģӣģͼ��g(sh��)�� ���ò��Ϸ֞���β��Ϻ�֧�β��ϣ��������P䓡�� �Ͻ��X�Ͻ��~�Ͻ�ȣ������ε�������кܸߵ� ���ȡ������^����D����ʾ��ÿ���e��һ�Ӳ��ϣ��Ô�(sh��)�ؼӹ��ķ����������S�ӹ����ģ���ԓ����� ��֧�β��ϼӹ����ε�����ı������κ��^�m(x��)��һ �ӵij��e�����ȥ��֧�β��ϡ�
�ӣģ����Ӳ��ϵ��^�̸���(j��)����IJ��Ͽɲ��ò� ͬ�ķ�������ηӷ������Բ������S�ľ����� �����Ҳ�һ����ƽ��Ďηӣ���D����ʾ�� �����������c�ӵĺ�ȟo�P(gu��n)�����Բ��ô��� �Ӂ��������������ٶȣ�����������Ҏ(gu��)�Ŀ��� ԭ�����췽������Ď��ЃAб���������г�Ҋ�� �_�AЧ��(y��ng)���õ��⻬��������档�ʣ��������о��ˣӣģͼ��g(sh��)�ڷ����C�����еđ�(y��ng)�ã����Ƃ��˾��й� ���ݶȺ�Ƕ��Y(ji��)��(g��u)�ĽM������D����ʾ��
(؟�ξ���admin)

 3D��ӡ̫�������?q��)��ɞ��?/a>
3D��ӡ̫�������?q��)��ɞ��?/a> ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA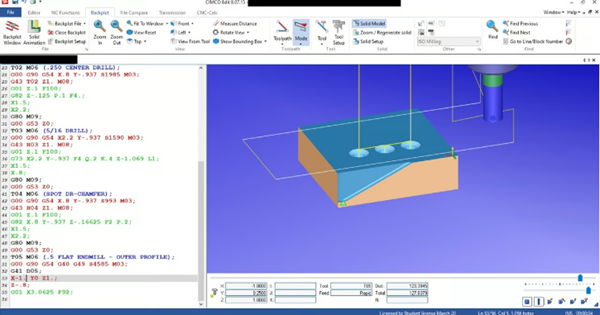 ʲô��G���a��
ʲô��G���a��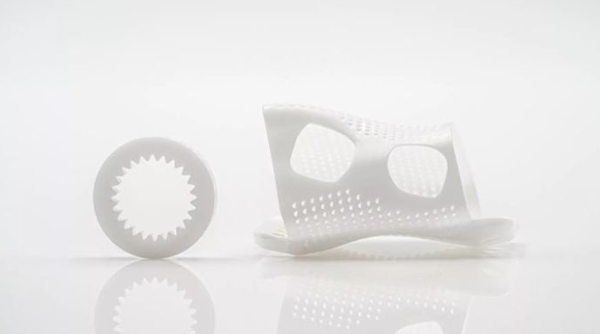 �P(gu��n)��3D��ӡ����������P(gu��n)֪
�P(gu��n)��3D��ӡ����������P(gu��n)֪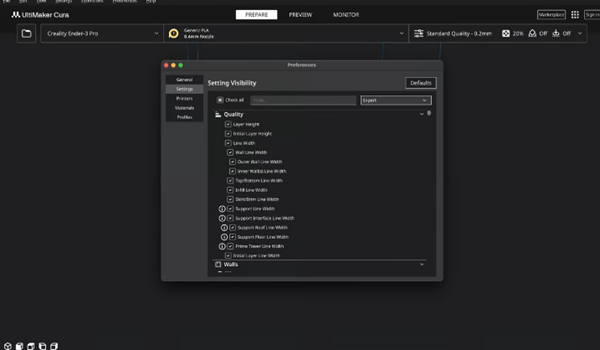 Cura��һ���O(sh��)�ã���ʼ��
Cura��һ���O(sh��)�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M3D
2023��������M3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l������õ�ģ��
�l������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM - ����Ҋ���N3D��ӡ���g(sh��)��FDM��SLS��SLA��
- ��SLM 3D��ӡ��ˇ��ԭ�������c����(y��ng)��
- ������3D��ӡ���g(sh��)֮�T��ɰ��3D��ӡ
- ����̻�3D��ӡ�C��ʹ�õĹ�����֬������
- ���҇�3D��ӡ��I(y��)����Щ��
- ��3D��ӡ�Cُ�Iָ�ϣ�����x����m��3D��
- ��SLA 3D��ӡ��ˇ��ԭ�������c����(y��ng)��
- �����ώ��̴�����D(zhu��n)��̻�3D��ӡ --�\ՄS
- ��ʲô��3MF������STL��ʽ�Æ
- ���������˽�N�Ҋ��3D��ӡ����


