�������p������ď�(f��)�ϼӹ����g(sh��)����(2)
������ģ���Π���e���켼�g(sh��)���ͣ���ӣģͣ�
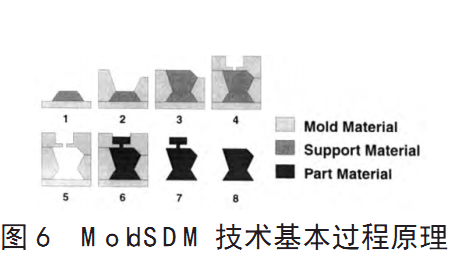
ģ���Π���e���������Π���e������A(ch��)����׃�����ġ��ͣ���ӣģ����c(di��n)�ǣ����Ȳ��ãӣģͷ����Ƃ�ģ�ߣ�Ȼ�����M(j��n)��ע�ܣ���ע���ͣ���D����ʾ���ͣ���ӣģͳ����^����Ҫ���N��ͬ���ϣ�֧�β��ϡ�ģ�߲��Ϻ�������ϡ�֧�β��ϲ��ֶ��x��ģ�ߵ���ǻ�����@��֧�β�����߅��ģ�߲��ϲ��ֶ��x����ģ�߱��������Ժ��εذѹ�ˇ�^�̄��֞��IJ������ãӣģͼ��g(sh��)���ӯB�ӳ��ͣ�������������ȥ��֧�β��ϣ���������ע�ܣ���ע����������ȥ��ģ�߲��ϣ��C(j��)�ӹ���K���Σ������������� �ͣ���ӣģͼ��g(sh��)����ڣӣģͼ��g(sh��)�ă�(y��u)��(sh��)���ڣ�������K����ij��Ͳ��õ���ע�ܣ���ע���������Գ�������]�зӷֽ羀��ģ�ߣ��������Ѓɗl�ӷֽ羀��֧�β��֣�������������һ�l�ֽ羀���e�m�������մ��@����ڮa(ch��n)��ȱ�ݺ͌��gճ�Y(ji��)�Բ�IJ��ϣ���(du��)�y�ӹ����ρ��f���ɴ��p�ٙC(j��)�ӹ����֡�
�ͣ���ӣģͿ�������������ܵĹ���������Լ��A(y��)�b��M���;����ݶȹ��ܲ��ϵ����������ͼ��|(zh��)����Ҫȡ�Q��ģ�ߺ�֧�β��ϵIJ������ԣ���Ҫ�У��͵���s�ʿ��Ԝp�ٳ��ͼ����N��׃�Σ��õĽY(ji��)���Կ��Գ��ܸ�������������pС��������(du��)׃�ε�Ӱ푣��ߵĻ��W(xu��)�����Կ��ԫ@�ø�������^�M����ȥ���Ժõ�֧�β��Ͽ��Խ���ȥ��֧�Εr(sh��)��(du��)���ͼ���Ӱ푡�
���ǣ��ͣ���ӣģͼ��g(sh��)����������ȱ�c(di��n)��
һ�ǣ���ʹ�õIJ��ϷN��١����ڳ����^�����������~��IJ��ϣ�Ҫ����������õ��������Լ��ɼӹ��ԣ� ��������˿�ʹ�ò��ϵķ�����
���ǣ��~���ע�ܣ���ע��ģ��ȥ�����������˳����^�̕r(sh��)�g��
���ǣ��� �ͼ��ߴ��^С��
���������ƽ��ٶѷe���g(sh��)���ãͣ£�
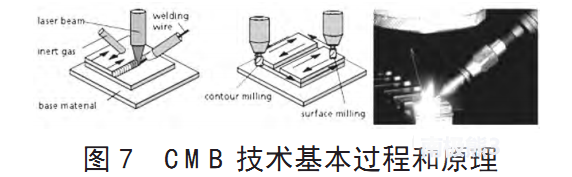
�����ʺͷ����a(ch��n)���g(sh��)�о����ںϲ������Ӻ�ȥ�������_�l(f��)�˿��ƽ��ٶѷe���g(sh��)���ã����������ͣ�����£��������ãͣ£���ԓ���g(sh��)ԭ���̣ͣţΣӣ��ģ̣����ƣ�ֻ���ڣãͣ�ϵ�y(t��ng)�����������b�ã��ڒ�����e��һ�Ӻ�������Ё��ӹ�ÿһ�ӵı���݆��ʹ֮ƽ�����@�Ӿ���������ľ��Ⱥͱ���❍�ȡ���(j��)��(b��o)������ �첻�P�����r(sh��)�������_(d��)�������������ܶȡ�ԓϵ�y(t��ng)���Ĺ�ˇ����ͬ�S�ͽz�����۸����g(sh��)�����ò��Ϟ����пɺ��ӽ��١�
�ãͣ�ϵ�y(t��ng)���w��һ��(g��)���S��ʽ����C(j��)�������e���֣���������Դ���ͽz�C(j��)��(g��u)�͚��w���o(h��)�b�ã����b�����S��߅�����^�̞飺���e����������e����D����ʾ������r(sh��)�����(d��ng)�b���(q��)��(d��ng)���e�b�������\(y��n)��(d��ng)�����_(d��)����(du��)���e�b�õı��o(h��)�Լ���������֮�g�ĸ��档����ÿһ�ӳ��e�r(sh��)���К��w���o(h��)��ֹ���������e���M(j��n)��ƽ������ͷ�����������C݆���ͱ��澫�ȣ�������K��������ľ��Ⱥܸߣ����������(n��i)�����]��ȱ�ݡ������ʺͷ����a(ch��n)���g(sh��)�о������a(ch��n)�ģãͣ�ϵ�y(t��ng)��Ҫ����ģ�����a(ch��n)��������γߴ���_(d��)���������������������������������������ȿ��_(d��)��������������Ŀǰԓ���g(sh��)�о����������ڻ������S�����S�ӹ����ĵĸ߶��Ԅ�(d��ng)���ãͣ¼��g(sh��)�_�l(f��)�о���
���������ڶѺ��Ļ�ϼӹ�ϵ�y(t��ng)�������ȣ̣ͣ�
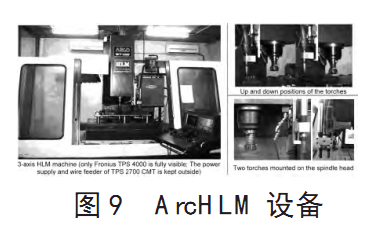
ӡ�������W(xu��)Ժ������������о���һ�N���ڶѺ��Ļ�ϼӹ�ϵ�y(t��ng)�������ȣ̣�ϵ�y(t��ng)���}�_���Ԛ��w���o(h��)���C(j��)���ɵ�һ��(g��)���S�Ĕ�(sh��)�ؙC(j��)���ϣ���ͨ�^���Ƶ�ܛ��ϵ�y(t��ng)�M(j��n)�п��ƣ�������^�̣��D����ʾ���ͣãͣ¼��g(sh��)��ͬ��ֻ�dz��e����һ�Ӻ�ֻ�M(j��n)��ƽ�������ȥ��ȱ�ݼ������ӣ����C�_(d��)���A(y��)�õĺ�ȣ���ֱ���������μ���ɣ�����M(j��n)�з�������������_(t��i)�AЧ��(y��ng)�����C�ߴ羫�ȼ�����❍�ȣ���

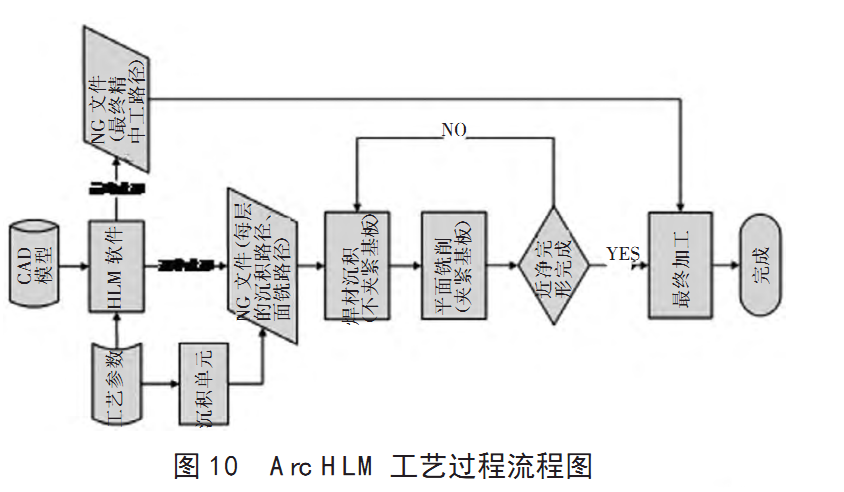
ԓϵ�y(t��ng)��(y��u)�c(di��n)�ǣ��߶��Ԅ�(d��ng)�������Ϟ麸�ģ���(j��ng)��(j��)�����٣����e�ٶȣ������������磯��������ȫ�����^���b�����S�ϣ����b���Σ����;��ȸߣ������|(zh��)���á������ȣ̣�ϵ�y(t��ng)����ݔ��ͣ�����˳����|(zh��)����ͬ�r(sh��)�����˳��͕r(sh��)�g�����ڲ��öѺ������Ǽ�����e���ͣ�ԓϵ�y(t��ng)���m��(y��ng)�ھ����^�ȏ�(f��)�s�;���(x��)�Y(ji��)��(g��u)�������ͬ�r(sh��)���ܳ��β�ͬ�ɷֺͽM�����ݶȹ��ܲ��ϽY(ji��)��(g��u)���D����ʾ������ȣ̣��O(sh��)�䡣 �����ȣ̣�����(g��)�^�̿��Է֞������֣�����Ľ��� ���Σ���̎������(du��)��������������ӹ�����D������ʾ��
(؟(z��)�ξ���admin)

 3D��ӡ̫�������?q��)��ɞ��?/a>
3D��ӡ̫�������?q��)��ɞ��?/a> ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���a��
ʲô��G���a�� �P(gu��n)��3D��ӡ����������P(gu��n)֪
�P(gu��n)��3D��ӡ����������P(gu��n)֪ Cura��һ���O(sh��)�ã���ʼ��
Cura��һ���O(sh��)�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z- ��3D��ӡ̫�������?q��)��ɞ�������Դ�Ľ�Q
- ����θ���3D��ӡ�IJģ�PLA��ABS��������
- ��ʲô��G���a��
- ���P(gu��n)��3D��ӡ����������P(gu��n)֪�R(sh��)
- �� Cura��һ���O(sh��)�ã���ʼ�Ӻ��ν��
- ��һ���˽�3D��ӡˮ���z
- ���錚���3D��ӡ���K�Oָ�ρ��ˣ�Ո(q��ng)�պ�
- ��Ϟ�������3D��ӡ���K�Oָ�ρ��ˣ�Ո(q��ng)��
- �����������ˮ3D��ӡ����
- ���ؿ���3D��ӡ֧�ΨC�K�Oָ��
 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M(f��i)3D
2023��������M(f��i)3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l������õ�ģ��
�l������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM - ����Ҋ���N3D��ӡ���g(sh��)��FDM��SLS��SLA��
- ��SLM 3D��ӡ��ˇ��ԭ�������c(di��n)����(y��ng)��
- ������3D��ӡ���g(sh��)֮�T��ɰ��3D��ӡ
- ����̻�3D��ӡ�C(j��)��ʹ�õĹ�����֬������
- ���҇�3D��ӡ��I(y��)����Щ��
- ��3D��ӡ�C(j��)ُ�Iָ�ϣ�����x����m��3D��
- ��SLA 3D��ӡ��ˇ��ԭ�������c(di��n)����(y��ng)��
- �����ώ��̴�����D(zhu��n)��̻�3D��ӡ --�\ՄS
- ��ʲô��3MF������STL��ʽ�Æ
- ���������˽�N�Ҋ��3D��ӡ����


