3D��ӡģ�͑K���̶ã�6�Ѓ�������ҊӰ(5)
���z�y���� �س���{ԇ
���҂��yԇ�^�Ď�FDM 3D��ӡ�C�У��ڴ�ӡ�����Ī����Y���r���z����r�����ٶ����l�������ǟo������ġ��@�����䌍�漰��3D��ӡ�C�Ļس�C�ơ�

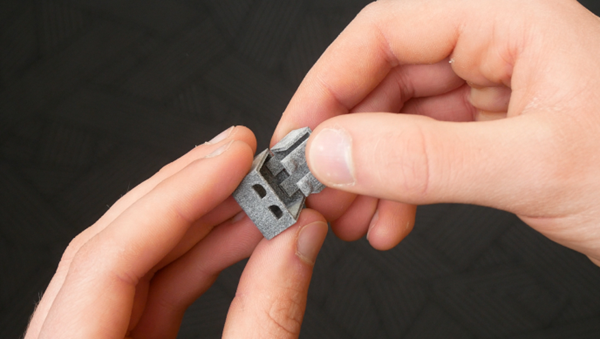
���^3D��ӡ�C�����м��^������ѕ�ע���������ӟ�ĕr���Ǖ���һЩҺ�B�IJ�������������ڴ�ӡ���^���У������ӡ�ɂ������ĽY���r������֮�g�Ƅӣ���������͕���ɼ�С�����z�������H�σɂ��Y������ԓ�ǹ⻬�ı��档

�����RepRap�_ʼ��Q���k�������������ӡ��һ��֮�������X݆���D���Ѳ�����س�һС�Σ��o�ᇊ��һ�������������ֹ����������@�������^�ġ��س顱��
�������ڲ��ϵ���Ȳ�ͬ���ڸߜ��µ������ԡ��������������Զ��в�e����200�z�϶ȵĜض���PLA������ȫ�����ӵ�Һ�w��ABS���τt�����z���ճ��Һ�w���@��һ��������Ҫ���{���س酢���ˡ�

�ں���ܛ���У��҂����h���x�س�ŗ�ߴ�ӡ�^���D���^�x�_֮ǰ̧��һ�c�c���_����֮�g���B�ӡ�����һ���{����ԭ�t������Խ��ճ����Һ�w�س���xԽҪ�O�õĴ�һЩ��Խ�������Ժõ�Һ�w�س���x�m���O�õ�СһЩ���p�ٴ�ӡ�Дࡢ��ߴ�ӡЧ�ʡ��@���س���x�����h�Ñ������ևLԇ�����ܫ@����ѵĴ�ӡЧ����
(؟�ξ���admin)

 ��νM�b3D��ӡ������
��νM�b3D��ӡ������ ����ƽ����һ�N����3D��ӡ
����ƽ����һ�N����3D��ӡ PostProcess�Ƴ��o���ͺ�
PostProcess�Ƴ��o���ͺ� ��Ό�3D��ӡ�����M����
��Ό�3D��ӡ�����M����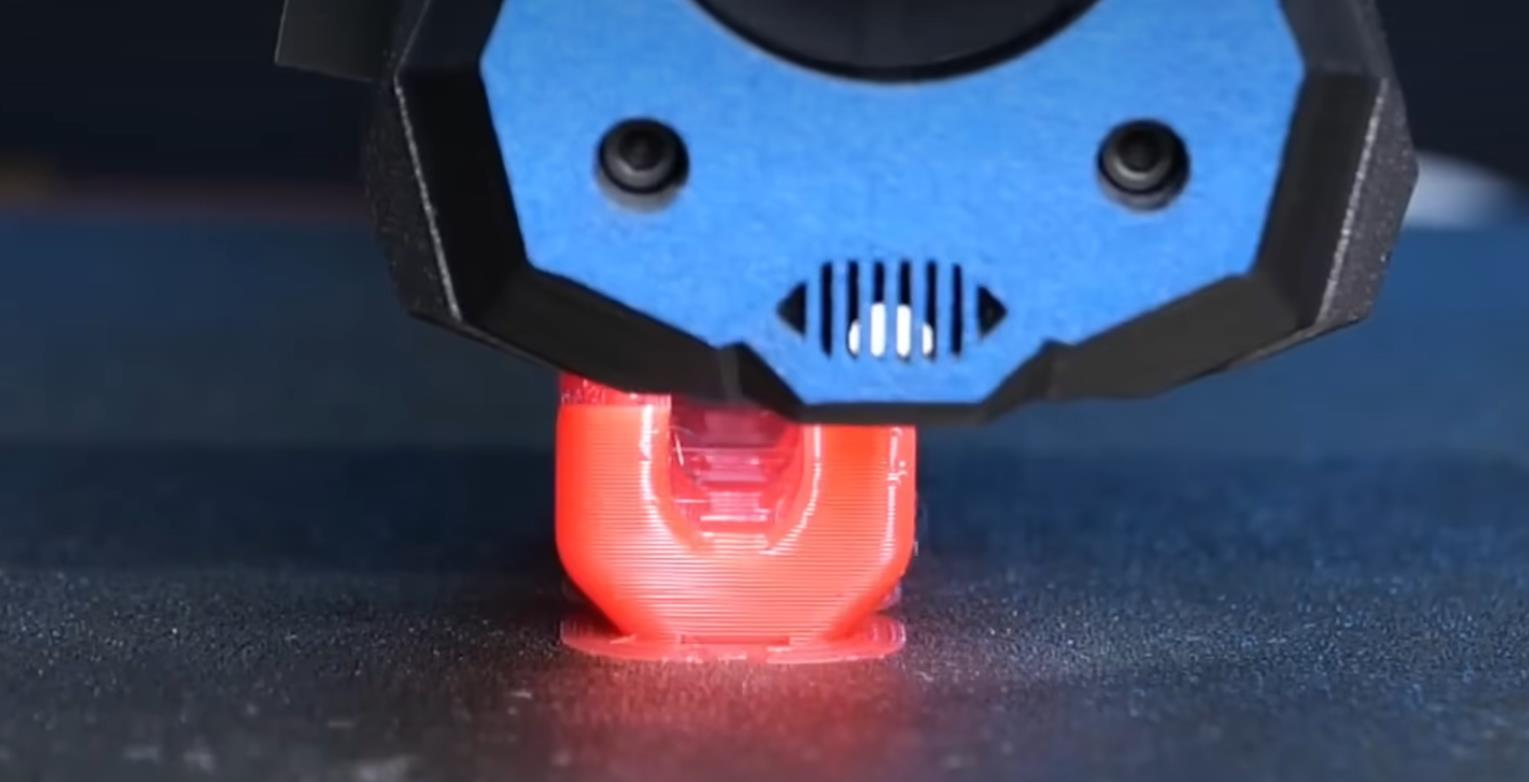 �u�ӶѯB��Ƭ�������ܳɞ�
�u�ӶѯB��Ƭ�������ܳɞ� ��O3D��ӡ���R���W������
��O3D��ӡ���R���W������ SLA 3D��ӡģ����
SLA 3D��ӡģ���� �������S��3D��ӡ
�������S��3D��ӡ �N���õĴ�ĥ��
�N���õĴ�ĥ�� 3D��ӡģ�ͺ�̎��
3D��ӡģ�ͺ�̎�� ��Ό�3D��ӡģ��
��Ό�3D��ӡģ�� ��ο��ٵĽo���
��ο��ٵĽo���

