3D��ӡ��ˇ�ӹ��OӋ�r��Ҫ���]��Щ����(2)
��ĩ�ۻ���Ó�۵ă�ȱ�c

�D������Ȳ���ǻ���и��u���ֻ���ͨ�^���ȥ�۵�Ŀ�ģ���Ҋ���k�������ӿĽY�������ϣ����@Щ���S�����ͨ�^���ӵ��k�������a��
���OӋ����ĕr��һ����Ҫ���]���������ȥ����ĩ��������۟���EBM����õ���������Ҫ�ڻ��_�Ͻ���һ�����������e���������Ї���Ď��Π�Ҫ���P䓰���ܕ�Ӱ푽����ǰ�ӣ�����������3mm��5mm�IJ������������������@3mm��5mm��������֧�νY����ȥ����EBM�^�̵�һ�����c�ǣ������������ӹ��^���еĵ͚����������OӋ�H��Ҫ�^�ٵ�֧�Σ��������ͨ������Ó�䡣

�D�������]�����ڵľ��ӹ�̎�����OӋ����횿��]�^�̱������������ء����磬���䲿�֕����F����ƽ������e�O�IJ���ȥ���ʣ�����݆�����̓������λ���ڏ������֕����и����ȥ��������
������۟���EBM���^���У�һ�]�����Ƿ�ĩ��ȥ����һ���棬EBM�A�Ჽ�E�ṩ�˸��õ���������ԣ�����ĩȥ����һ���������A�Ჽ�E�У��܇��Ĺ��w��ĩ���֟��Y���Еrʹ���y�ԏ��Lǻ�г�ȥ���@���֟��Y��ĩ�������ӡ������ӹ������y�P��ֲ����@���ַ�ĩ��횱�ȥ������t�������w���ڂ����[���������OӋ�߁��f������Ҫ�OӋ��߰돽��ͬ�r����ȵ����ҕ��ǻ��ʹ��ĩȥ�������ס�
�����ĩ���ڻ���LPBF�����g�ļӹ��^���У�����ϵ�y�ṩ��һ����̎������ĩ�������ӡ�����Ҫ���s�ă�ǻ�r������ӹ����g�^���ṩ��ȥ����ĩ�ă��ݡ�Ȼ������ʹ��ĩ������������ǻ����ĩ����ڑ�������ǰ�Լ�������Ļ��_�Ϸ��xǰȥ������ˣ�����Ȳ���ǻ����֧�νY���л����_����գ�����Ҫ�������ijЩ��λ���ӷ�ĩȥ�����OӋ����Ҋ�������ӿ�������ģ���У��º��@Щ��ͨ�^�a���ķ�ʽ��ȥ����

�D�����ͨ�^���ӿķ�ʽ�Է����ĩȥ����
����ӹ��^���У�����ͻ��_�������Ǻ�����һ��ģ��@�����������ж�ď��s�ԣ��������������^�̵ĕr�g������3D�ƌW�ȵ��Ј��о����������ÙCе������늻��и��䏎����г���늻��и���һ�����ʴ_���^�̣��������OӋ�ĕr��ȥ������������3mm�������䏁����x��������h��������5mm��������
��̎��
�ڴ������r�£���̎����������׃�OӋ�������ڟ��^���аl���@����ʧ�档���ښ���������Ӱ푣����yͨ�^�����ۻ��ķ�ʽ�����a��IJ�����EBMһ����ˮƽ�ʹ�ֱ������Ҫ�����������E��
����ڟ�̎���^���У���ʧ��ɞ�һ�����}���������OӋ�^���п��]����һЩ�x헣������ڱ��ژ����܇����Ϡ����Ĺ��c���ܣ��@�ӾͿ����ڟ�̎���^�����ṩ�����ԡ�
����❍���a��
����❍��Ҳȡ�Q���������Ľ������������������⻬����ֱ�ı���ͨ�����^�ֲڵ�����һ�µĹ❍�ȣ��c���_���ʽǶ�Խڅ��90�㣬����Խ�ֲڡ�һ����f����ͨ�^������ĩ�ͼ��Ⅲ������߱���❍�ȡ����^��ĩ�w����С������ʡ��Լ��ӹ��r�g�ͱ���❍��֮�g������һ������Ƽs���@��Ҫȫ����ę�⡣
�����_��Ҫ��ı���❍�ȣ�����ͨ�^���ڵęC�ӹ�����ɣ��@����Ҫ���]���ϵ�ȥ���ʺ��a�������磬�����Ҫȥ��0.05cm�ĺ�ȣ����OӋ�ĕr�����Ҫ����0.05cm���Ա��̎�������������Ҫ��ijߴ繫�
��ԇ�D�a������❍�ȕr���OӋ��߀��횿��]�^�̱������������ԡ����磬��������F�����e�O�IJ���ȥ���ʣ����Ա�����@Щλ�����݆�����
�����ⲿ����❍�ȣ���ǻ������Ҫһ���ĕ�ͨ�ԣ��OӋ�߱�횿��]�@Щ����ȥ���ʺ��a����
�C�ӹ�
��ǰ�����������������ͨ�^�C�ӹ��ķ������@������Ҫ�ľ��ȡ�3D��ӡ�^�̲����_���P�I����Ҫ���ͨ�^���y��CNC��ˇ���_��һ���ԡ��OӋ��Ҫ���]�����ʹ���ؼӹ�����Ч��
�OӋ�ߺ����칤�̎���ԓ���������˽�ԓ�������ڔ��ؼӹ��^���з��á�������������ă��ݣ�һЩ��Ҫ���˺������_���ס��ۣ������R�r̎�����ֶ��������ӵ���ӡ�^���У��Ԏ����m�����ڊA�ߺ͵��ߵ���Ϲ���
(؟�ξ���admin)

 δ����3D��ӡ���鹩��朎�
δ����3D��ӡ���鹩��朎�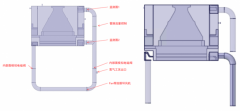 �x�^�����ۻ�SLM�^���д�
�x�^�����ۻ�SLM�^���д�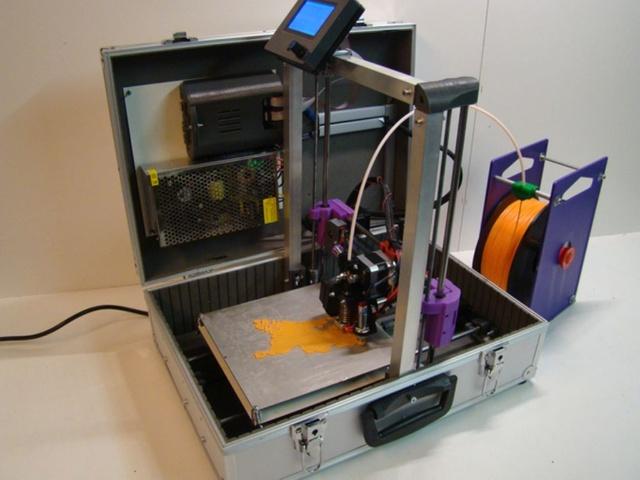 3D��ӡ�ᳱ���^���²�����
3D��ӡ�ᳱ���^���²����� ��؛��3D��ӡ��һ������
��؛��3D��ӡ��һ������ 3D��ӡ�C������ڭh�����}
3D��ӡ�C������ڭh�����} 3D��ӡ�鹩��朎������벻
3D��ӡ�鹩��朎������벻- ��δ����3D��ӡ���鹩��朎�����Щ��׃��
- ���x�^�����ۻ�SLM�^���д�ӡǻ�Қ��w��
- ��3D��ӡ�ᳱ���^���²�����ΰlչ��
- ����؛��3D��ӡ��һ������܇�аl�c���a
- ��3D��ӡ�C������ڭh�����}�ϰ�������Ҫ
- ��3D��ӡ�鹩��朎������벻���ĸ�׃
- �����3D��ӡ���ͼ��g����܇�аl�еČ���
- ��ȫ�Ԅӻ�����3D��ӡ���a���S��ԇ�\��2
- ���������m���W���x���Լ����ۻ��^��
- ��3D��ӡ���g��ˎ���Ƅ��еđ��ú�����
 ���3D��ӡ���ͼ�
���3D��ӡ���ͼ�

