�P�c(di��n)2016�����(n��i)���a(b��)�Ј��հ�3D��ӡ��(chu��ng)�¼��g(sh��)
������e2016���M(j��n)��2017��2017�걾վ��(hu��)��(ji��n)��ͨ�^�N���ИI(y��)��(y��ng)�õķ�ʽۙ���g(sh��)�l(f��)չڅ���c�̘I(y��)ģʽ��(chu��ng)��څ�ݡ�2017��һ����3D��ӡ�l(f��)չ�P(gu��n)�I�꣬������2016�꣬�҂�����ʲô�ӵ��Y����ӭ��2017����Ј��C(j��)���أ��ڴˣ����x��3D��ӡ�I(l��ng)�����a(b��)�Ј��հĄ�(chu��ng)�¼��g(sh��)��ϣ����2017�꣬�и���Ŀ�������Ͷ�뵽3D��ӡ�I(l��ng)��Ą�(chu��ng)���У��и�������(hu��)�������P(gu��n)ע�@Щ��(ji��n)��ǰ�е��о������ߣ��鄓(chu��ng)�¼��ͣ�
���������������������
�K����
��(chu��ng)��һ�����-�u
�u���ϵ�Ӳ�ȸߣ����Դ�(d��o)��Բ�C(j��)�ӹ����y�����Â��y(t��ng)�Ĝp�����칤ˇ�y�Գ����Π��(f��)�s����������u���ϵ����c(di��n)�ڽ�������ߣ����c(di��n)���_(d��)3400�棬�ǵ��͵��y�۽��٣����θ������y��

�DƬ����ţ����ϣ��u���ߴ磺87mm��20mm��20mm��������296g��
���Εr(sh��)�g��3h����Դ���K����
�K���ؽ�(j��ng)�^����о�ԇ�(y��n)�����Ƴ����Tᘌ�(du��)�y�۽��ٺߌ�(d��o)��߷�����ٵČ���3D��ӡ�b��BLT-S300T����Ч�ؽ�Q�����φ��}����ӡ�����u�Ͻ���������ҹ�ˇ����(sh��)��(w��n)�����������á�ԓ������w���ñ��ڽY(ji��)��(g��u)����С�ں�H0.1mm��
��(chu��ng)�¶�����(f��)�s������β����-�~
�x�^(q��)�����ۻ���SLM�����g(sh��)���Լ��������Դ���~���ό��ڸߌ�(d��o)�ᡢ�߷�����٣��ڼ����ۻ��^�������ʵͣ���˳���Ч�ʵ͡�ұ���|(zh��)���y���ơ��K����ͨ�^������ԇ�(y��n)�����Ƴ����Tᘌ�(du��)�y�۽��ٺߌ�(d��o)�ᡢ�߷�����ٵČ���3D��ӡ�O(sh��)��BLT-S300T����Ч�ؽ�Q�����φ��}���ɹ��Ƃ���~������������~�Ͻ�β���ܡ�

�DƬ��β���ܣ�ԭ���ϣ��~���ߴ磺��210mm��295mm��������2.6kg��
��Դ���K����
ԓ����ă�(n��i)���֮�g�O(sh��)Ӌ(j��)��50�l�S����s������������s���|����e�����͜ض��_(d��)��������s��Ч������Ч���������Ĺ����ضȡ�ԓ����LJ���(n��i)����ߴ��x�^(q��)�����ۻ��~�Ͻ�β���ܣ�ͻ�����~���ϵļ�����μ��g(sh��)����(sh��)�F(xi��n)�ˏ�(f��)�s�������~�������칤ˇ��
������ͨ��W(xu��)
��(chu��ng)�������Y(ji��)��(g��u)��Ӯa(ch��n)Ʒ���S���g�������Ų�
�ڽY(ji��)��(g��u)��Ӯa(ch��n)Ʒ�����I(l��ng)������Optomec��˾ͨ�^�����z����3D��ӡ���g(sh��)�ѱ���(y��ng)����С�����a(ch��n)Ʒ�����a(ch��n)�У�ʹ��ԓ���g(sh��)3D��ӡ�����湲���쾀�������R��ֱ��ӡ��AR����O(sh��)����������H�ߴ����Եđ�(y��ng)�á�
������ͨ��W(xu��)ʹ�õČ�(d��o)����ӡ���Ͽ��������N��ͬ�ΑB(t��i)�������~�a�Ͻ��y�a�Ͻ��a�U�Ͻ��@�ӵĵ����c(di��n)���ٽz���{���y�x�����z��Һ����(d��o)늸߷���ˮ���z�Č�(d��o)�īˮ���Լ��X�ۡ��~�۵Ƚ��ٷ�ĩ�����w��3D��ӡ���τt��ABS��PLA��PEEK�^���Ը߷��ӽz�ġ�
�ڴ�ӡ�r(sh��)����ͨ�^���w3D��ӡ���Ϻʹ�ӡ�^��ɻ��w���ֵ�3D��ӡ��Ȼ���ГQ�錧(d��o)�����ϵĴ�ӡ�^���Ķ��M(j��n)�Ќ�(d��o)�����ֵ�3D��ӡ���oՓ��ʹ���������f�����N��(d��o)�������е���һ�N���ϣ���(d��o)�����϶���ͨ�^��ӡ�^���e3D��ӡ�Ļ��w�Y(ji��)��(g��u)�С�
�����һ�ӻ��w�Y(ji��)��(g��u)�͌�(d��o)���Ĵ�ӡ֮�����_(t��i)���½�һ��(g��)�Ӻ�ȣ��؏�(f��)��ӡ���ĺʹ�ӡ��(d��o)���Ĵ�ӡ�^�̣�ֱ����ӡ��ȫ�����w�Y(ji��)��(g��u)�͌�(d��o)���õ��Y(ji��)��(g��u)��ӡ�
��(chu��ng)���ģ����ö��������o����3D��ӡ�������
��u�����3D��ӡ���g(sh��)���@Щ�P(gu��n)�I���㲿���������ṩ��һ�N�µļ��g(sh��)�����������칤ˇ�����쾫���϶����˘O��ĸ��ƺ��M(j��n)�������ǣ��@�N���g(sh��)Ҳ������һЩȱ�ݣ������ڽ��ٴ�ӡ�r(sh��)�����ڴ����^��Ĝض��ݶȣ������y�Գ��m(x��)��(w��n)�������L���y�ԫ@��Ʒ�����õ�������ξ��M��������õ����㲿�������ܺ������ܵ��O���Ӱ푡�
������ͨ��W(xu��)�˷��F(xi��n)�м��g(sh��)�д��ڵĆ��}���ṩһ�N���ö��������o����3D��ӡ����������b�ü�������ͨ�^�����o���ع�Դ����������Ľ��پ��w�������L���܉�õ��B�m(x��)��������ξ��M����
ͨ�^�O(sh��)�ü������͒��������γ�������������������o������������܉��γɶ������ͬ������ļ��⣬ͨ�^�o����������{(di��o)�������^�����۳صĜض��ݶȷ���׃?n��i)۳صȜ������ʰ돽ƫ�D(zhu��n)����ʹ���c�M�����L����A��С���O(sh��)��ֵ���Ϳ��Ժܺõ��γɶ������������M����ͬ�r(sh��)������������o�����������Ͽɸ�׃�ض��ݶȴ�С�����ʹ�ӡ�Ӝض��ݶȣ��_�����پ��w�����B�m(x��)��(w��n)�������L�����ƶ������������g��ߴ磬�õ����܃�(y��u)���Ķ�������������ξ��M����
�Ͼ����պ����W(xu��)
��(chu��ng)���壺�X���{��(f��)�ϲ���
�Ͼ����պ����W(xu��)�ṩһ�N����SLM���ε��X���{��(f��)�ϲ��ϣ����ڼ������ļ��g(sh��)�I(l��ng)����Ч�Ľ�Q�X���{��(f��)�ϲ����ڼ��������^���й�ˇ�����c���W(xu��)���ܲ�ƥ�䡢����(qi��ng)�w���ֲ��������Լ��մ����c������֮�g�������^��Ć��}��ʹ�����@�õĮa(ch��n)Ʒ�߂����õĽ���Y(ji��)���Լ���(y��u)�������W(xu��)���ܡ�
�Ͼ����պ����W(xu��)��(du��)���X���{��(f��)�ϲ��ϵļӹ����ڸ���Ᵽ�o(h��)��խh(hu��n)�����M(j��n)�еġ��ӹ��^���У��ӹ�����(sh��)�ͷ��w������Ӱ푼�����K���μ��ăɂ�(g��)����Ҫ���ء��ķ��w�ɷֽǶȿ��]��ϡ��Ԫ�غ��մ��w�������ӱ�Ȼ��(hu��)����(qi��ng)�X�Ͻ���w��(du��)����������ʣ��Ķ��ɱ��C�ڵļ�������۳ؾ��г����Һ������һ���棬���ӵ��մ�����������С���ܶ��Լ��|(zh��)����?j��n)?sh��)����(hu��)Ӱ푵����������ʡ���һ���棬������ι�ˇ����(sh��)ͬ�ӕ�(hu��)�@��Ӱ푵��X���{��(f��)�ϲ��ϳ����^�����۳صğ��(d��ng)���W(xu��)�����Լ��S����@�M�������ܡ�
�Ͼ����պ����W(xu��)ͨ�^��(y��u)��SLM��������Ч�w�����ܶȁ����ƫ@�����õij����|(zh��)������Ч�w�����ܶȵ������w�F(xi��n)�ڌ�(du��)����ӹ����۳صķ�(w��n)���ԡ��ضȈ��������Լ����S�ļ����@�M���Y(ji��)��(g��u)��Ӱ푣��C�ϵķ�ӳ�˷��w���Ժͼӹ�����(sh��)�@���ߌ�(du��)SLM�ӹ��^�̵�Ӱ푡��Ͼ����պ����W(xu��)�����칤ˇ���γɵ��۳ؾ��кܺõķ�(w��n)���ԣ����μ�������й⻬���ʬF(xi��n)�����y����۵�܉�E��ͬ�r(sh��)����������Ч��(y��ng)���@�ý�ȫ���ܵĽY(ji��)��(g��u)���@�M��������������(qi��ng)�w���õ�����ď�ɢ�ֲ������w������(x��)С���ʰ���Y(ji��)��(g��u)���L��
(؟(z��)�ξ���admin)

 �{���w�SͿ�ӹܠ�֧�ܹ���
�{���w�SͿ�ӹܠ�֧�ܹ���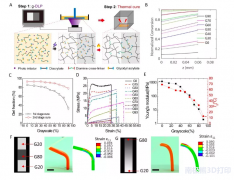 ���������F(tu��n)�(du��)��Science��
���������F(tu��n)�(du��)��Science�� ��(n��i)ȼ�C(j��)�����������ޏ�(f��)���g(sh��)
��(n��i)ȼ�C(j��)�����������ޏ�(f��)���g(sh��) �����ܽ��ټ������������b
�����ܽ��ټ������������b ���������c�����W(xu��)������
���������c�����W(xu��)������ ���漼�g(sh��)�c3D��ӡ�Ƅ�(d��ng)Һ��
���漼�g(sh��)�c3D��ӡ�Ƅ�(d��ng)Һ��
- ���{���w�SͿ�ӹܠ�֧�ܹ�����������3D��
- �����������F(tu��n)�(du��)��Science���ӿ��� 3D��ӡ
- ����(n��i)ȼ�C(j��)�����������ޏ�(f��)���g(sh��)�C��
- �������ܽ��ټ������������b�估��ˇ�_�l(f��)
- �����������c�����W(xu��)�����аl(f��)ˮ���z/��
- �����漼�g(sh��)�c3D��ӡ�Ƅ�(d��ng)Һ��Ԫ����������(j��)
- ���ƌW(xu��)��ʹ�ó�������������3D��ӡ�M��
- ���P(gu��n)��DMD�����۸�3D��ӡ���g(sh��)�ķ���ģ�M
- ���{���w�SͿ�ӹܠ�֧�ܹ�����������3D��
- �����������F(tu��n)�(du��)��Science���ӿ��� 3D��ӡ
- ����(n��i)ȼ�C(j��)�����������ޏ�(f��)���g(sh��)�C��
- �������ܽ��ټ������������b�估��ˇ�_�l(f��)
- �����������c�����W(xu��)�����аl(f��)ˮ���z/��
- �����漼�g(sh��)�c3D��ӡ�Ƅ�(d��ng)Һ��Ԫ����������(j��)
- ���ƌW(xu��)��ʹ�ó�������������3D��ӡ�M��
- ���P(gu��n)��DMD�����۸�3D��ӡ���g(sh��)�ķ���ģ�M
- ���������x�^(q��)������Y(ji��)�ļ{������(qi��ng)�ۺ����(f��)
- �����صۇ������W(xu��)Ժ���ͳɱ�늻��W(xu��)�����
 �ƌW(xu��)��ʹ�ó���
�ƌW(xu��)��ʹ�ó���- ��CLIP�B�m(x��)Һ�����켼�g(sh��)����ԵĹ�̻�
- ���{��(j��)3D��ӡ������(n��i)���p���Ӿۺϼ��g(sh��)�I(l��ng)
- ���P�c(di��n)2016�ϰ���Ŵ���3D��ӡ���g(sh��)
- ��3Dģ�͎�Sketchfab�Ƴ�ʹ��VR�^���g�[3
- �������{(l��n)��Ӣ�Z����3D�����ӡѪ�ܼ��g(sh��)
- �����g(sh��)���£���IFAM�_�l(f��)����FDM 3D��ӡ
- �����ͽ���3D��ӡ���g(sh��)XJET���������
- ���{���w�SͿ�ӹܠ�֧�ܹ�����������3D��
- �������c(di��n)����3D��ӡ���g(sh��)�о��c��(y��ng)��
- ��SLM 3D��ӡ���g(sh��)��ͻ�ƣ������a(ch��n)�ߏ�(qi��ng)����


