17-4PH�ߏ����������M���c�����о�
17-4PH�ߏ�䓞鳬��̼䓣����������ڶ���ʹ���Ϯa���������ã�����һ�N���иߏ��Ⱥ͏����g�ԵIJ��P䓲��ϣ����t����е����������܇���졢܊�������պ��켰�˹��I�ȷ��������V���đ��ã����ڲ���ֻ���L�ڷ����ڵ���300���£�����������Ҫ����ߣ��Լ������Ӳ�����a���ĸ�Ӳ��ʹ��ԓ����׃�ú��y�ӹ������y�ĸߜؼӹ���ˇ�ѽ����ܝM������ļӹ������T�칤ˇȱ�݆��}���o���m׃�μӹ��͟�̎����ɵ��y���^���Լ����ӵď��s����a���������У�������x�^�����ۻ���SLM�����μ��g����Q�˳��Ά��}��
SLM���μ��g���ý��ٷ�ĩ�ڼ������ğ������¿����ۻ���s���˷��˂��y���g������Џ��s�Π����������y�}����SLM���Ο�ѭ�h�^�̌������������γ��Ѽy�������^���аl���w�R���Լ�����γɌ����W���ܻ��������ı���ֲڶȮa������Ӱ푣��Լ��������^���д��ڸ����ԡ���϶�����������ͷӵȆ��}���������ͨ�^��SLM���΅���������ʡ������ٶȡ������g�ࡢ�Ӻ��������o��յȣ����о������SLM������������w���ܳɞ��о��ߵ���ҪĿ�ˡ�
 ©3D�ƌW�Ȱ�Ƥ��
©3D�ƌW�Ȱ�Ƥ��
�о��F꠲����x�^�����ۻ���SLM���������켼�g�Ƃ���17-4PH�ߏ�䓣��о��˼���ʺ͒����g����ԇ�ӽM�������ܵ�Ӱ푣��_������ѹ�ˇ��������ԇ�ӽM���M�б���ͬ�r���������͔ܺ��љC���M���о���
�Y���������ڼ���ʞ�165W�r�����������ܶȵͷ�ĩ���������^�٣����·�ĩ����δ�ۻ��^���S����������ӵ�205W�r����ĩ�����������࣬���³��F�F��ԇ�Ӛ�����ࣻ�����g������϶ȱ��Ӱ푱Ȓ��蹦��С������ʞ�185 W�͒����g����110 ��m��ˇ�����£���ֲ��٣�Ӳ�ȣ�HV���_��370��
17-4PH�ߏ��SLM�����^�M����Ҫ���R���w�͊W���w�M�ɣ�����Ӳ�������-Cu������˲��ϵ�Ӳ�ȣ�����g�C�Π��С�����ҳߴ��^С������ԇ�����^�ߵď��Ⱥ����õ��g�ԡ�
![]() ԇ��
ԇ��
ʹ�õ�17-4PH�ߏ�䓷��w����Ҫ���W�ɷ֣��|���֔����飺Cr ��14.10%��Ni ��3.94%��Cu ��5.64%��Si�� 0.47%��Mn�� 0.37%��Nb�� 0.21%��C�� 0.07%��Fe��������17-4PH���P䓷�ĩ�M�кY�x���^�V����ĩ�е��s�|�����^�V��ķ�ĩ���������M�и���̎�������^�����Ľ��ٷ�ĩ�Пoˮ�֡�
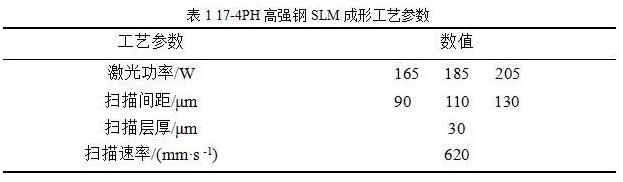
ʹ���x�^�����ۻ������O�䣬����d200 W/500 Wˮ����w�����������Ⲩ�L��106~1090 nm�������҃��Ú�Ᵽ�o����Ӱ푳��εĹ�ˇ�����M�Ѓ����OӋ��Ӱ��x�^�����ۻ�����ԇ�ӵ������м���ʡ������g�ࡢ�����ٶȡ��ع�r�g���Ӻ�ȡ�ԇ��й̶���������620mm��s -1�͌Ӻ�30 ��m���x��ͬ�����P�������g��d�M���о������wҊ��1��
 ����ԇ��Ҋ�D1��
����ԇ��Ҋ�D1��
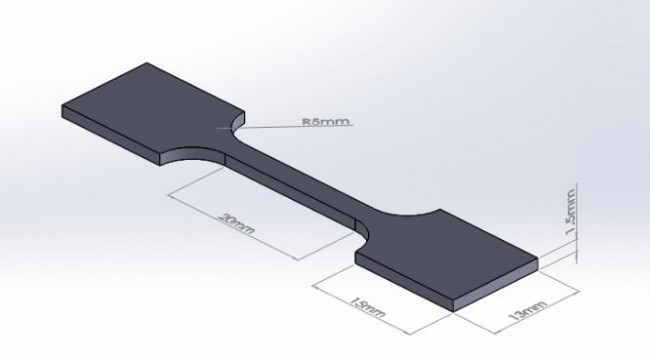 �D1 ����ԇ��
�D1 ����ԇ��
![]() ԇ�Y��
ԇ�Y��
l 17-4PH�ߏ��SLM���ι�ˇ��������
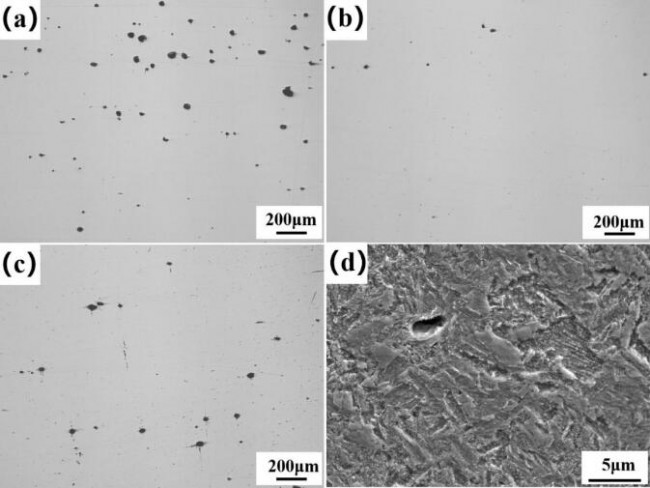
�D2�鼤��������ʞ�620 mm��s -1�������g����110 ��m������Ӻ��30/��m���ڲ�ͬ������ֲ����S���������u���������ܶ�Ҳ����u׃����ļ�����������ʹ���ٷ�ĩ����ۻ������ٌӃȵ�Һ����������ߣ��@�����ڽ����w��֮�g���|������̳��Σ���ʹ���Ͽ��p�١����ܶ����@����ߡ�Ȼ������������^�m�����������������^�����·�ĩ�^�ۣ��γ�ȱ�ݡ�
 �D2 �鼤��������ʞ�620 mm��s -1�������g����110 ��m������Ӻ��30/��m���ڲ�ͬ������ֲ�
�D2 �鼤��������ʞ�620 mm��s -1�������g����110 ��m������Ӻ��30/��m���ڲ�ͬ������ֲ�
��a��165W��b��185W��c��205W��d�������185W���SEM��ò
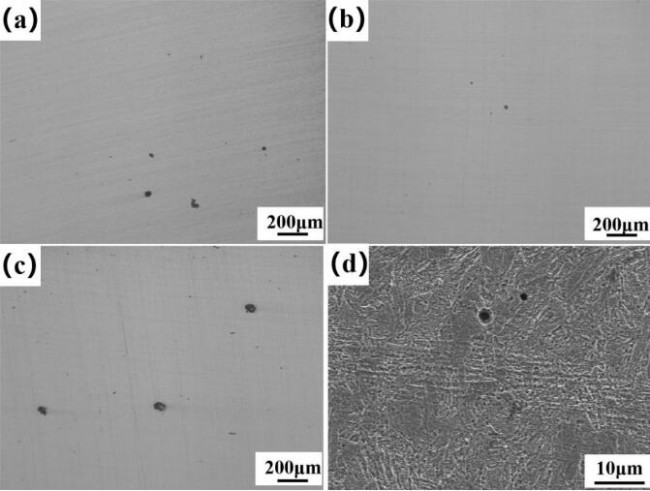
�D3�鼤��ʞ�185W������������ʞ�620mm��s -1������Ӻ��30 ��m���ڲ�ͬ���g���µ�ԇ�Ӛ�ֲ������Կ��������w��ֲ�׃�٣��f�������g������϶ȱ��Ӱ��^С��
 �D3 ����ʞ�185W������������ʞ�620mm��s -1������Ӻ��30 ��m���ڲ�ͬ���g���µ�ԇ�Ӛ�ֲ�
�D3 ����ʞ�185W������������ʞ�620mm��s -1������Ӻ��30 ��m���ڲ�ͬ���g���µ�ԇ�Ӛ�ֲ�
��a��90 ��m��b��110 ��m��c��130 ��m��d�������g��110 ��m���SEM��ò
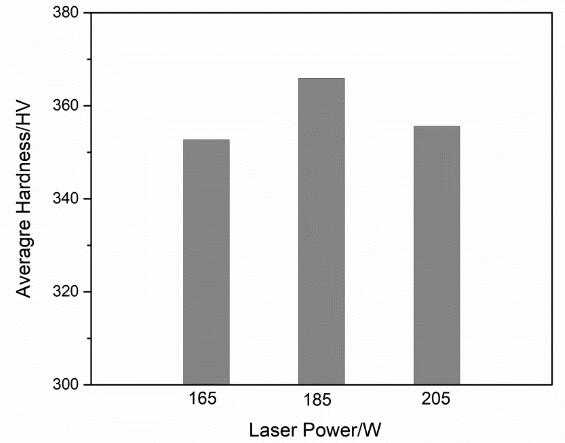
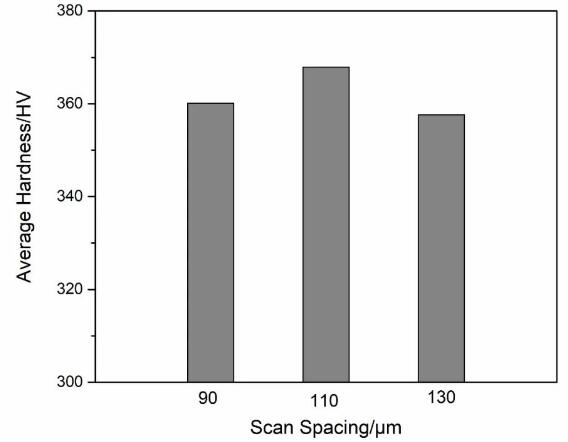
�D4 �鲻ͬ�������ԇ��Ӳ�ȷֲ����D5�鲻ͬ�����g����ԇ��Ӳ�ȷֲ����ĈD4�͈D5���Կ������ڹ���165W�r�����������ܶ���ͣ������࣬�����ܶȽ��ͣ��Ķ�ԇ��Ӳ���½��������g������϶ȱ��Ӱ��^С�����ǽ��ٌӱ��������r�����ٷ�ĩҺ��֮�g��Ҫ��ӣ������g����90 ��m�r�������ܶ�����ԇ�Ӵ����^�۠�B������Ӳ�Ƚ��ͣ������g����130 ��m�r���������ϒ���܉�E�g��Ӿ��x׃�������ܶȽ��ͣ������W���w���������࣬����Ӳ�Ƚ��͡��ڹ��ʞ�185W�͒����g����110 ��m��ה����p�٣���϶�ʽ��ͣ��ܶ����ӣ����wӲ��׃��Ӳ�����ߣ���������w�Ȳ���������-Cu�Լ�һЩ̼��������࣬���Mһ�����ԇ�ӵ�Ӳ�ȡ�
 �D4 ��ͬ�����Ӳ�ȷֲ�
�D4 ��ͬ�����Ӳ�ȷֲ�
 �D5 ��ͬ�����g��Ӳ�ȷֲ�
�D5 ��ͬ�����g��Ӳ�ȷֲ�
��K�_��SLM���ι�ˇ�����飺����ʞ�185W�������g����110��m�������ٶȞ�620mm��s -1������Ӻ��30��m�����������ܶȞ�90.42J��mm-3��
(؟�ξ���admin)

 ����棺ȫ��3D��ӡ�t��
����棺ȫ��3D��ӡ�t��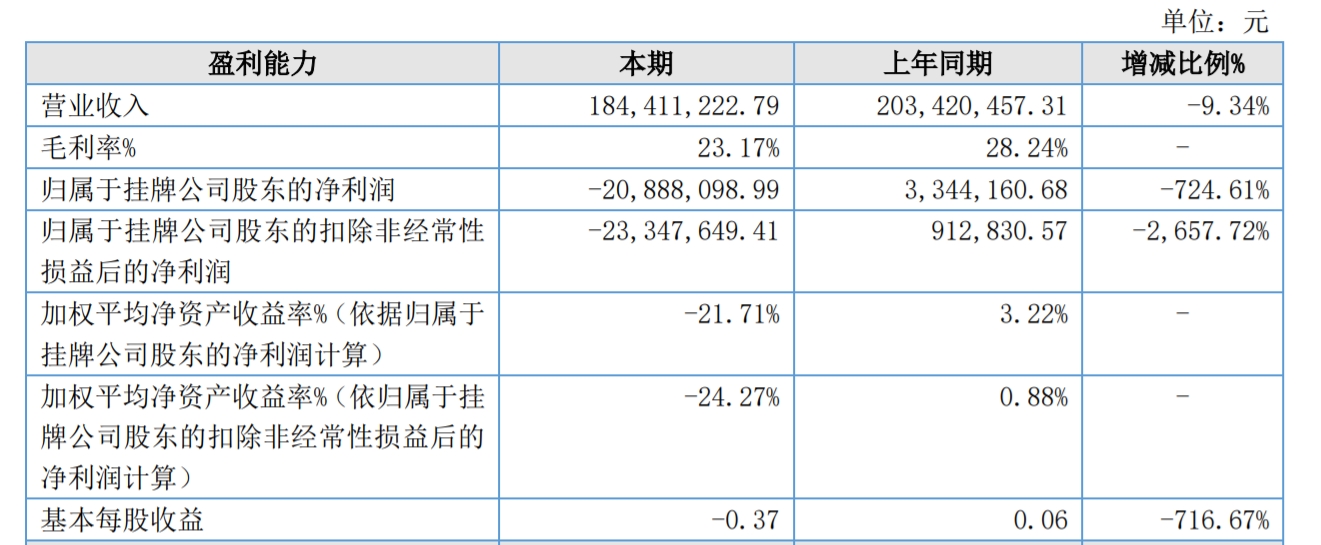 ճ�Y������3D��ӡ�S�̷��A
ճ�Y������3D��ӡ�S�̷��A һ�Ŀ����t��3D��ӡ���
һ�Ŀ����t��3D��ӡ��� ���K���������Q1�I����1
���K���������Q1�I����1 VoxelMatters����棺��
VoxelMatters����棺�� AM Research��棺3D��ӡ
AM Research��棺3D��ӡ- ������棺ȫ��3D��ӡ�t���Ј�Ѹ�Ͱlչ
- ��ճ�Y������3D��ӡ�S�̷��A��2024��I
- ��һ�Ŀ����t��3D��ӡ��������a3D��ӡ
- �����K���������Q1�I����1�|Ԫ��ͬ����
- ��VoxelMatters����棺��������������
- ��AM Research��棺3D��ӡ�Ј�Ҏģ�� 20
- ��ȫ��3D��ӡ�ИI������ͻ��1500�|Ԫ����
- �����Ƚ���3D��ӡ�۲�����������Ş��²�
- ����������ܛ���Ј�2025���������������A
- ��2024��Q4 Xometry3D��ӡ�Ј��������L��
 ���ϴ�W��������
���ϴ�W�������� �������ÿƌW���g
�������ÿƌW���g 2023������3D��ӡ
2023������3D��ӡ �\Մ3D��ӡ���g��
�\Մ3D��ӡ���g�� ��SmarTech�u����
��SmarTech�u����- ��AMR���2024������������3D��ӡֱ��֧
- ��������������״�һ��ќʴ_��Ф���~�Z
- ����ҹ��������a��һ���_��Ф�����Z���
- ���������´�һ���_��Ф�����Z����䌍
- ��3D��ӡ��δ����2022��lչڅ��
- �������ܳ��e(DED)��������:�������ԡ�ȱ
- ��2023���Ї�3D��ӡ�ИI�lչ�F��lչǰ
- ����ͨ���������3D��ӡٍ�X��
- ���D���Ї�3D��ӡ�lչ�F�څ��
- �����LCD 3D��ӡ���g�\��Խ��Խ�V����


