���ٺϽ����������еĿɴ�ӡ�ԈD���u��
�r�g��2022-12-27 09:22 ��Դ���L����G60������ ���ߣ�admin ��x����
���x�����Ľ�B���όW픿���Acta Materialia��������&�Ͻ����������еĿɴ�ӡ�ԈD���u�������P�о����ݡ�
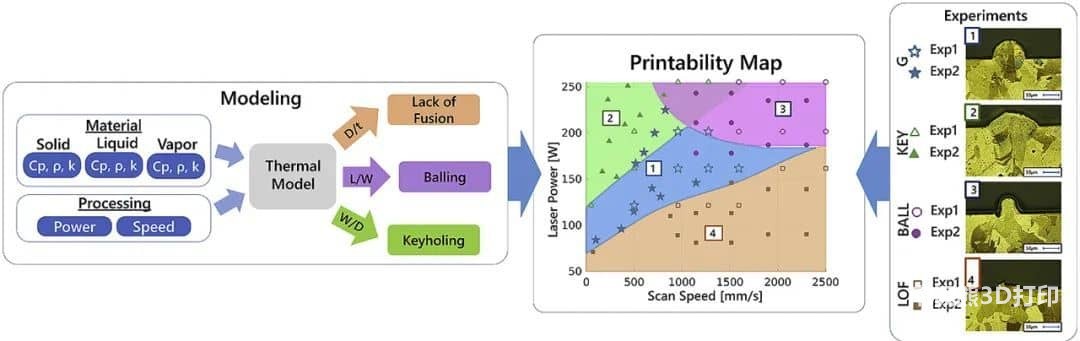
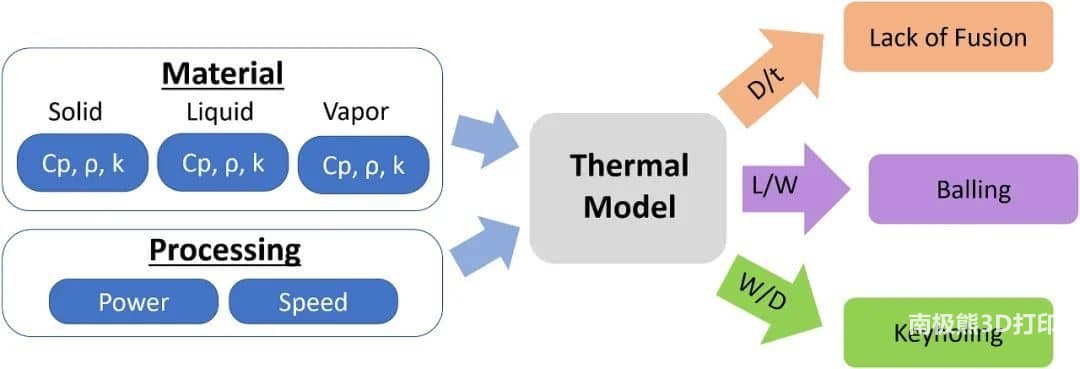
�����һ�N�������A�y�Ͻ�Ŀɴ�ӡ�ԣ�ԓ����ȡ�Q�ڼ����ĩ�������������졣��ˇ���g���c�i���γɡ������δ�ۺ����P�ą^���J�����۳؎��Π�ď�����������ͨ�^����Ԫ��ģ��ᘌ�����ʺ͒����ٶȵĸ��N�M���M��Ӌ�㣬ԓģ�ͽY�������γ�耳וr�ı���ӟᵽ�w�e�ӟ�����ͻ����������^�ɡ�������Ԫģ�M�н����Ĺ�ˇ�D�cNi-5wt % Nb�Ͻ�͵�ԭ��CoCrFeMnNi���غϽ�Č��һ�£����������W�ɷ��Ͻ�ɴ�ӡ�Եď���Ӱ푡���һ���棬�����@�N�����^�ں������l�Fʹ�ø����ε�Eagar-Tsaiģ�ͮa���Ŀɴ�ӡ�ԈD�c��һ�¡�ͨ�^��ģ�Mݔ����Ӗ���Ķ�Ԫ��˹�^�����ģ�͵����ؿ���ɘӣ����������ɴ�ӡ�ԈD�еIJ��_���ԡ�ʹ��������ķ������ɵĿɴ�ӡ�ԈD�������x���ҿ���������������ĺϽ��OӋ��
1.���ԣ�
�M����֪���ڽ��ٵ��������� (AM) �Ī��ع��ܼ������^ȥ��ʮ����ȡ�õ��M������Ҫʹ����ȫ���죬߀��Ҫ���Ͼ�IJ�ࡣһ����Ҫ���ϵK�ǽ���AM��������ĸ߶ȿ�׃�ԣ��@���P�IAM�M�����|���b�����J�C (Q & C) ����ˇ��������𡣌�Q & C����������ֻ��������AMֻ��ע���ٔ��ׂ���Ҫ�ĺϽ�e����Ҫ������� (��Ҫ��Tie6Ale4V) ��� (IN625��IN718)�����P� ������OӋ��ʹ��AM���g����������Ͻ�ϵ�y�������Π�ӛ���Ͻ�
����AM������|�������ܵĸ߶ȿ�׃�Կ��Ԛw����ʹ�ò�ͬ�ļӹ�����������Դ�����⡢��ӕ���늻��ȣ���ԭ���ϵȡ���ʹ�ڿ��]��һAM���g�r���缤���ĩ���ۺ�(L-PBF) -- ���Բ�ͬ�C����ʹ�õĿ�׃�ԣ��ӹ��l���Ĺ���׃���ԣ��ֲ���vʷ�IJ������Ď��Π��ԭ�ϵ���ʽ���a���ش�Ӱ푡�����AM�о��������A�μ������R�e�C���ض��Ĺ�ˇ�l����ԓ��ˇ�l���܉�ij�Ҏ�Ͻ�ԭ�����a���c�T�����쌦��������ஔ�����ܡ�����AM�Ļ������������D���{���Ƶķ���: ������Ҫ�H�Hƥ����y�Ͻ�����ܡ����ǝM���ض����Ì��P�IAM�M���M��Q & C�����ܡ���ˣ��ӹ�·�� (AM�������A̎������̎��) �x���횴_���ڿ��؏͵Ļ��A�ϝM��������ܡ�
ԭλ�O�y�����ѽ����F���ஔ�̶ȵď��s�ԣ��@Щ�����ѽ���Խ���۳����W�Č��r�y�����ԱO�y��������ϵĂ��f��ԭλ�O�yҲ���_ʼ�����u��AM�����|����һ�N�������@�N������Ȼ�����ஔ�����������c�����^�����P�ğ�vʷ��ijЩ���� (������s���ʣ����ݶȵ�) ��Ȼ�dz��y�Ԝy�����M�����е����������µ�AM�^�����ѽ�ȡ�����Mչ��
�܉��ڌ��r�z�y��ȱ���γɵ��_ʼ�r�{���^�̗l�����]�h����ϵ�y��Ȼ���кܸߵ������ԡ�Ȼ����һЩŬ���ѽ��Lԇʹ���^�ͷֱ��ʣ��^�͜ضȵij����g����O��AM�^�̵IJ��ԡ��@Щ���g�����ڿ����^�L�����������F�� (���皈������)�������������@�ğ��ݶȵĕr�g���L�ȳ߶�̫���Ҕ�����̫�o���ṩ���Ĕ��������ƘO��ĬF�� (�����۳ز�������)������ҕ�X�����⣬�W��̖����߀�@ʾ���z�y耳��Ѽy�γɵ�һЩ�������O�y���g���Mһ���lչ��K������AM��ˇ�ĸ��ÿ��ƣ��e�ǿ��]�����������AMԭ�ό�AM��ˇ�l����׃�������ஔ��������ԡ�
�IJ��ϵĽǶȁ��������J�İlչ�̶��^�ͣ��������f����ϣ����ǰ�M��·�������OӋ��AM�ӹ��l��׃����̫���еĺϽ𡣏��@�N�Բ��Ϟ����ĵ��^�c�������}�����ɱ���ؕ��������ϵ� ���ɴ�ӡ�ԡ� �Ŀ��]���Լ��S����ζ��x�@�N�����Ć��}��
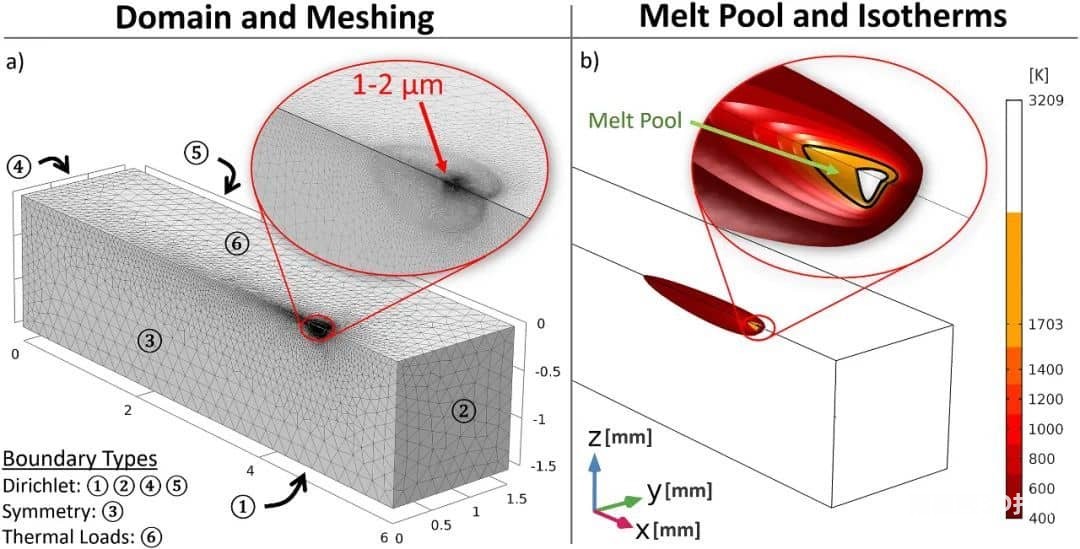
�ڱ����У��҂������һ�N�ɴ�ӡ�Զ�����ԓ�������x�鼤���ĩ���ں� (L-PBF) ����AM��ˇ�Ĺ�ˇ�������g�е� (��) �w�e�����w���f���҂�ԇ�D�R�e�c�o��Ҫȱ�ݵĘ������P�ļ�����c�����ٶȿ��g�еą^���҂��ķ��������چε��ϡ��҂�ͨ�^����ʹ��COMSOL Multiphysics�е�����Ԫ�������۳سߴ��M���A�y�����c�Ͻ�o�P�ķ�ʽ�������۳صĎ��Π�����xԓ�����ԅ^��®����ģ�K����ģ�Ͱ����c�����P�ğ��������|�����ڽ��Ƃ���͂��|�F�������ۻ������̣�������С���γɡ�ͨ�^�����������|����ѹ�Ӌֵ�c�߱����ģ����Y�ϣ��҂��A�y�˃ɷN�Ͻ�Ŀɴ�ӡ�ԈD: Ni-5wt% Nb (NiNb) �Ͻ�����IN718�Ķ�Ԫ�������Լ�ԭ�͵�ԭ��CoCrFeMnNi��entroy�Ͻ� (HEA)��ͨ�^���A�y�Ŀɴ�ӡ�ԈD�c���^�̿��g��Ԕ�M̽���M�б��^��߀�о���ʹ�ú����ğ�ģ�͵�Ӱ��Լ������������в��_���Ե�Ӱ푡�
2.�P�ڽ��ٺϽ�Ŀɴ�ӡ��
�Ժ����ķ�ʽ�����Կ��]���ƽo���Ͻ���Դ�ӡ�ij̶ȵăɷN��ͬ��͵�����: �Ͻ����Ĺ����������������̷����������Ķ��ι���Ĵ��ڵȕ�Ӱ푴�ӡ���ϵ��^�Y���ΑB�������T�繤ˇ�l��֮��ⲿ���ؕ�Ӱ���������������wһ���ԡ�AM�о���Ҫ�����ڌ����@Щ�������ص����ýM�ϣ����缤��ʺ��ٶȣ����������ܶȣ��@���@�ɂ������ı��ʡ�����/�������ز��H�ֲܾ��ӹ��l����Ӱ푣������ܺϽ�ğ����W�͟��������Ե�Ӱ푡����Ը�����ɴ�ӡ�ԁ��R�e�Ͻ�ˇ���g�еĿ��Ѕ^���@���Ա��J���ǺϽ�ˇ�M�ό��p����ӡ�����Ե��^/���^ȱ���γɵĵֿ�����ȫ��ָ�ˡ��M��������@�����M����һЩŬ������������_�����Ͻ�ˇ�M�ϵĿɴ�ӡ����Ȼ���چ��}��
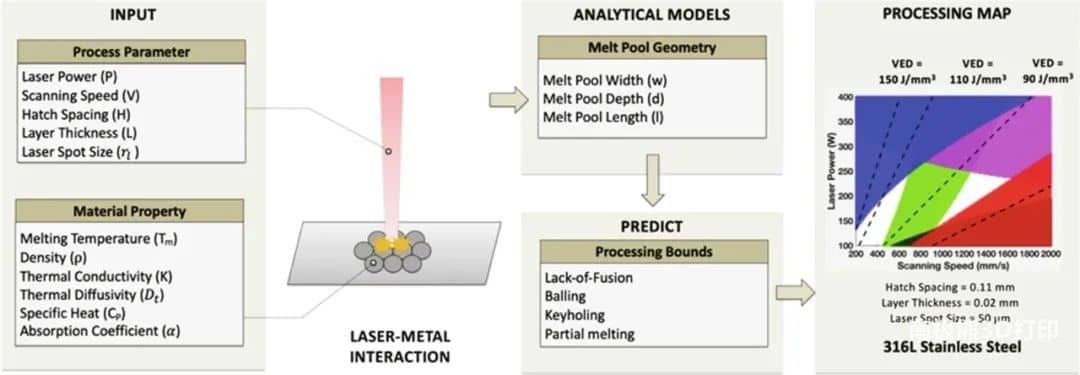
���磬Mukerjee���˴_���˲�ͬ�ğo���V�������@Щ�������ڹ�Ӌ�Ͻ�ˇ�M�ό����T�����׃�ε������ԣ����ڲ�ͬ���l����ijɷ֮��|�ԣ��Լ�����ȫ�Č��g�ں��Լ������۳ز���ȫ�B����ǰ�Č��ж����µĿ�϶�ʡ��@Щ�ɴ�ӡ��ָ�����ɲ������� (�����c�����c����Uɢ�ʡ����ݵ�) ����ˇ�l�� (�羀�������ܶ�) �Լ��۳����� (���ȡ���ȡ��w�e����e)���Ķ��ṩ��һ�N�u����ˇ�l�����ض��Ͻ��䷽��Ӱ푵ķ�����
Mukherjee����ʹ����ɴ�ӡ���˜����о���AM (IN718��SS316��Ti64)��ʹ�õ�һЩ�Ҋ�Ľ��ٺϽ𣬰l�F��ɴ�ӡ��ָ���c�T���׃�εȲ�ͬ��͆��}�Ĵ���֮�g����һЩ���P�ԣ��������N��ͬ�ļӹ��l������϶�ʻ�ȱ���ɷֿ��� (���ڲ�ͬ�����l)���@�N�����������c�u���ɴ�ӡ�Ժ����ã����������ܱ����Ͻ��ڼ���ʺ͒����ٶȵ����нM���е����w�ɴ�ӡ�ԡ���ˣ������ܿ��]�T���^�̿�׃��֮Ć��}����һ����P�� (�^���) �����У�Juechter�����о����x����������ۻ� (SEBM) ��̎�����g����Ŀ�����R�e�����ٶȺ;��������ܶȵĽM�ϣ�ԓ�M�ό�����С�Ŀ�϶�ʺ����ڲ�����l���p�ٵijɷ�׃����ͨ�^�F����O�y�����������ĽY�ϣ�Scime��Beuth ����_�l��һ�N���۳�ȱ��ӳ�䵽����ʺ͒����ٶȵķ������������ȱ�ݵİl�����c�۳؎��Π����Ҫ�������P��
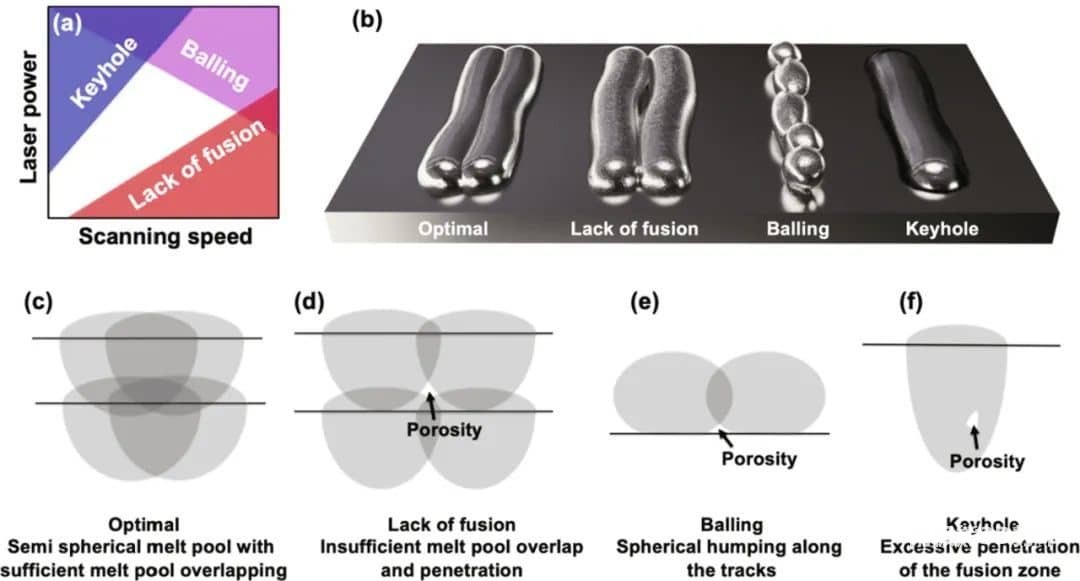
��K��AM���g���̽Y�����|��ȡ�Q���۳ص����ԣ���˿��Ժ������A�ڣ������۳؎��Π�Ę˜ʿ����ڽ����۳����Pȱ�ݵ��ֵ����δ�ۺϡ����i���γɣ��@��LPBF��һЩ����Ҫ��ȱ��ģʽ�����������������Ԍ������ۻ����ஔ�����ȕr���͕��l���ۺϲ��㣬�@���܌����ژ��������Ȯa����ĺ�/��dz����J�Ŀ�϶�������������w�ص�ë�����ӵIJ����������������܉���Ĵ�С���Π����������ʎ���@�N��ʎ���±���׃�����Ķ�Ӱ푺��m�Ӽӹ��^���еķ�ĩ�Uɢ�������¿�϶�γɡ��I��������ֱ���ڼ����µď��������a���ķ��_���������۳ر����γɰ��ݡ�����Ę˜ʿ��Ը������Ӻͼ���ӹ���ʹ�õĘ˜ʁ혋����ͨ�^���^�۳���Ⱥͷ�ĩ�Ӻ�ȣ����Դ_���۳�ȱ���ֵ����ͨ�^���]�۳ص��L���ȣ����Կ��]�P�I���γɵ��_ʼ��
�Ŀ��е��^�̿��g���������������˜ʵļȶ��ֵ���^�̅����M�ϣ�����ʣ���^��ҕ��ɴ�ӡ�^���ɴ�ӡ�ԈD��ԓʣ���^��/�w�e�ijߴ���Π���������OӋ�m����AM�ĺϽ�Ę˜ʡ����@�N��r�£��^����A�y�ɹ������^�����ijЩ���dȤ�ĺϽ�����ˇ������׃�������С��@�N�������ܷdz���Ҫ���������ʾ���ڌ�����_ʼ֮ǰ�Լ���ÿ�ΰ��F�ĺϳɺͱ����������g�����o���Ͻ�Ŀɴ�ӡ�ԈD�Ŀ����ԡ�
���˿ɴ�ӡ�^��Ļ��ڳߴ���OӋ����֮�⣬���xԓ�ɴ�ӡ�^��߅�����h���c�x��ˇ�l�� (�������OӋ) �ṩ������ȵı��o��ʹ�����ܙC���ӹ��l�����еĿ�׃�� ������������p�ٿ�׃�ԣ����nj����dȤ���OӋ������������׃�Ԍ������ijɹ��Y��Ӱ��^С�ą^�C������ (���缤��ʺ͒����ٶ�) �Ŀ�׃�Կ���ͨ�^�����A�y��y���IJ��_���Եĺ㶨ֵƫ��ֱ�Ӽ{��߅�硣ͨ�^ʹ�û������ģ�͵IJ��_���������팍�F�����������еIJ��_���ԡ�
���@헹����У��҂�̽����ͨ�^���߱����ģ���c�ɷN��ͬ�Ͻ�ϵ�y�ğ���������ֵ����ѹ�Ӌ��Y�϶������Ļ����۳؎εĘ˜ʵ�ʹ�á��x��Ni-5wt % ��Nb��Ԫ�Ͻ���������Ա��J����IN718��������e���P��Nbƫ���ɘ�֦��^������������Nb���AӋԓ�Ͻ�ğ��������|�cNi�ğ��������|�����ӽ�������AӋ�@Щ���|��ֵ�IJ��_���Ԍ��^С����һ���棬�x����CoCrFeMnNi���غϽ����HEAs�������ව��������di.e.���̕r�μ����ข���Ĝp�ٺ͔Uɢ�����W���@�����Ϳ��ܳɞ����AM�ķdz���Ҫ��ԭ�ϡ�
�ڶ������ (�D3��6�е�Exp2) ��ӡ��Ni-5wt % Nb�Ļ����ϣ�ԓ���屾������ӡ�����S����1100 + C�¾���1С�r��Ȼ���L��)����������AM�^�Y�����Ա����������܉�۳ء��@Щ܉�����L����10���ģ�܉��֮�g���g����1���ס�ʹ��늻ӹ� (EDM) ����܉���ęM�����M�о��и����Ʒ������0.25���ף�Ȼ�����z�w������������Ӓ��⡣
3. �Y����ӑՓ
�����������У��c�������켼�gһ�ӣ����ӹ����ϵĿ��Зl���������ǘO����Ҫ�ġ�������B��ӑՓ�����������A�yNi-5wt�Ŀɴ�ӡ�ԡ�%Nb��CoCrFeMnNi HEA�������õ��ĈD�V�c���鱾����һ�����M�е��@Щ�Ͻ�Ĺ�ˇ�������g��ϵ�y����о��M���˱��^����Ҫ����Ҫ���{���ǣ��^�̅������g�Č���о��]�����κη�ʽ���ڔM��Ӌ�㷽����ʹ�õIJ������Ի�ģ�ͅ������A�y�Ŀɴ�ӡ�ԈD�ĺ��m���졣
ͨ�^���ɴ�ӡ�Ԙ˜ʑ����ڱ����_�l������Ԫģ�͵��۳سߴ��A�y���������D�И�ӛ������Ԫ�ĵ؈D������ͬ�Ę˜ʑ�����Eagar-Tsai�۳سߴ��A�y���M�б��^��ͨ�^�����˜ʘ��R��ÿ���^�̅����^��Ĵ������۳��ΑB�ęM����D��Ҳ�@ʾ��ÿ�M�؈D��߅���@Щ�D�С��^�쵽��ÿ�����܉�E���ΑB���ɲ�ͬ�ɫ���Π�Ę�ӛָʾ��
�ڌ�ÿ�N�Ͻ���A�y�͌���M�б��^֮�����˸���3.3.3��ӑՓ�ķ����_��������Ԫģ���P�I������߅�粻�_���ԈD��ÿ���D�е�߅�猒�ȵı��^������ÿ�������텢����������Ҫ�ԣ����_��������Ԫģ�ͼ�����O�ĝ��ڸ��M��Դ��
3.1 Ni-5wt % Nb�Ͻ�Ŀɴ�ӡ�ԈD
�D3.�A�yNi-5wt % Nb�Ͻ���۳��ΑB�^��Ŀɴ�ӡ�ԈD��ʹ�û���FE�����w���ڲ�ͬ�ӹ��l���µĎ������A�y���_��픲��ɴ�ӡ�ԈD�����������˜ʣ����A�ڵ���Ҫȱ����� (����ȱ��) ֮���ӛ��ͬ�ą^���ڵ��ʺ� (ͨ��) �����£������@����Ҫȱ����ȱ���ں� (�\��ɫ/��ɫ)���������^�͵Ē����ٶȺ߹����£��A�y����Ҫȱ����keyhosing (�Gɫ)����һ���棬��̎�����g�ĸߒ����ٶ�-�߹��ʅ^���У������۳ػ���ë���ܵIJ������ԣ���Ҫȱ���dz��� (��tɫ)����ˣ����ʒ����ٶȿ��g�е����^�ɴ�ӡ�^�� (�{ɫ) �ǏĹ��ʒ����ٶȿ��g�Мpȥ�@�������׳��Fȱ�ݵą^����a���ġ��ĈD�п������@���������@헹������о���Ni-5wt % Nb�Ͻ���A�y�͌��H�y���Ŀɴ�ӡ�ԈD֮�g���w�ϴ��ڿɽ��ܵ�һ����ˮƽ�����д��������c���������_���A�y�^��ȡ����ǣ���耳�����߅�總��Ҳ��һЩ���⡣����^�쵽���i�̓��|�۳ؽY��֮�g�������Ľ��ޣ����A�y߅���б��̫ˮƽ������Ԫģ��Ҳ���ɂ�����^�쵽�����Ηl���e�`�ط��ɴ�ӡ�ġ��i������߅�總�����@Щ�e�`�����������ȱ�����ɱ������w����ģ�ͣ�ԓģ�Ϳ��Ը��ʴ_���A�y�����ճ�Ⱥͱ��揈��Ч�����@���I�ۺ����άF���к���Ҫ��
���ˌ�Ni-5wt.% Nb�ɴ�ӡ�ԈD��ģ�ͺͿ��w���Y���M�б��^֮�⣬�҂�߀ע�����Ni5wt.% Nb�D�е�耳�����߅�總���ăɽM����^��ֵ֮�gҲ�����^С�ķ��硣�����@�IJ����Exp1������ (���Ę�ӛ���D3) ���^�쵽���õĆ�܉�Ⱦ��������ΑB�ăɗl��܉���ߵļ���ʺ����ƵĒ����ٶ� (P/200W��v/1275���� = s) (P/178W��exp2�������е�v¼ 1154���� = s��p��178W��v¼ 1515���� = s) (���w��ӛ���D3)�������������У��c�������켼�gһ�ӣ����ӹ����ϵĿ��Зl���������ǘO����Ҫ�ġ�������B��ӑՓ�����������A�yNi-5wt�Ŀɴ�ӡ�ԡ�%Nb��CoCrFeMnNi HEA�������õ��ĈD�V�c���鱾����һ�����M�е��@Щ�Ͻ�Ĺ�ˇ�������g��ϵ�y����о��M���˱��^��
�c����Ԫ��ģ���෴��Eagar-Tsaiģ�����@Щ�ɴ�ӡ�Ԙ˜����]���A�y�����������߹���ȱʧ�^��Ĵ�С�����ҟo����ȫ�R�e耳����΅^���@�N����Eagar-Tsai�Ŀɴ�ӡ�ԈD�ğo��Ϣ��������ģ�ͱ����ăɂ��P�I�������O: i) �㶨�ğ��������|��ii) ������̎��l���µăH�����������e���@Щ���Oʹģ�͟o�����@��׃�F���Լ����I���^��������^�ɡ��Y���ǟo���A�y���۳ط����Ժͱ���ʹ�õĿɴ�ӡ�Ԙ˜�����P�I���۳��L���ȵļ���׃�����@Ҳʹ��Eagar-Tsaiģ�ͺ��y�������������g��ͬ�rУ�ʵ���Ⱥ͌��ȣ�
�ڈD4�е��A�y-���H�����п��Կ���һ�����}���ڈD4�п����^�쵽Eagar-Tsai (ET) �������ڌ�������Ԫ��ģ�͵����ܵ��Mһ���z�@�����������@�M���υ�����ETģ�߹����۳،��ȣ������۳���ȡ�����ԓģ�ͼٶ��㶨�ğ��������| (r��Cp��k)����ˌ������κ�һ���ĸ��Č������Ӱ��۳صijߴ磬���Ҍ������M��У�ʌ���Kʹ����A�y�Mһ���`����;��һ�θ��Ķ�N���������Կ��ṩ������`���ԣ���Ч����Ȼ���ޡ����֮�£�����Ԫģ�;����c�����P�ğ��������ԣ��������������ῼ�]���أ�����ı���ӟᵽ�w�e�ӟ���^�ɣ��緽��Փ�����������@���S�ڸ��V�����^�̅������g�������M�и����_���A�y�������¸��õČ����A�y���c��Ȝy���ķdz��õ�һ���ԣ�Ҳ�����ڈD4�п�����
�mȻ��Ŀǰ��ֹ�o���ĽY�������A�y�Ŀɴ�ӡ�ԅ^��ͪ����Č��_�����۳؎ΈD֮�g�кܺõ�һ���ԣ�������ͨ�^���@Щ�Y���cScime��Beuth [25] �ĽY���M�б��^���Mһ����C������Ŀ�ܡ�Scime��Beuth�ĄәC���_�lһ����ܣ������R�eL-PBF̎�������懺Ͻ�718�е��۳�����ָʾ�`���γɡ�����ʹ��ԭλ��O�y�c����������Y�ϣ��Խ�����ˇ�l�����۳�����֮�g���Pϵ (ͨ�^�C���W��)��ֵ��ע����ǣ������_�����c��ǰ������ʹ�õ�������ȫ��ͬ������ (���Σ�ȱ���ںϣ��i���γ�)���������ó��˘����A�y�Ŀɴ�ӡ�ԈD�ĽY����ͨ�^���^�D3��5�����Կ������A�y��Ni-5wt.% Nb�ɴ�ӡ�ԈD�c��Scime��Beuth [25] �_���Ŀɴ�ӡ�ԈD֮�g��һ���Էdz��ã��@ʾ����ͬ���ؓ�Y���������Ϳ��еČ��Hλ�óʬF�����Ķ���һ���ԣ��I�ۣ�ȱ���ںϺ����΅^���c���Բ�ͬ�о�С�M��l-pbfϵ�y (EOS M290) �Č��Y���_�ɵąf�hͻ���˱���Ӌ�㷽����ͨ���ԡ�������r�£����Å����īI�������Č�����[25] �����cԓ��ܵ�Ӌ�㷽����Y�ϣ��������fͬ�������̣��Ե��������ɴ�ӡ�ԡ��F�кϽ�Č���^�̱�������ԓӋ�����ṩ��Ϣ��Ȼ��������������ϣ���ĺϽ��ģ������OӋ�^�̵���һ�ε����yԇһ�¡�
�����һ�N�������A�y�Ͻ�Ŀɴ�ӡ�ԣ�ԓ����ȡ�Q�ڼ����ĩ�������������졣��ˇ���g���c�i���γɡ������δ�ۺ����P�ą^���J�����۳؎��Π�ď�����������ͨ�^����Ԫ��ģ��ᘌ�����ʺ͒����ٶȵĸ��N�M���M��Ӌ�㣬ԓģ�ͽY�������γ�耳וr�ı���ӟᵽ�w�e�ӟ�����ͻ����������^�ɡ�������Ԫģ�M�н����Ĺ�ˇ�D�cNi-5wt % Nb�Ͻ�͵�ԭ��CoCrFeMnNi���غϽ�Č��һ�£����������W�ɷ��Ͻ�ɴ�ӡ�Եď���Ӱ푡���һ���棬�����@�N�����^�ں������l�Fʹ�ø����ε�Eagar-Tsaiģ�ͮa���Ŀɴ�ӡ�ԈD�c��һ�¡�ͨ�^��ģ�Mݔ����Ӗ���Ķ�Ԫ��˹�^�����ģ�͵����ؿ���ɘӣ����������ɴ�ӡ�ԈD�еIJ��_���ԡ�ʹ��������ķ������ɵĿɴ�ӡ�ԈD�������x���ҿ���������������ĺϽ��OӋ��
�ɹ���Graphical abstract
1.���ԣ�
�M����֪���ڽ��ٵ��������� (AM) �Ī��ع��ܼ������^ȥ��ʮ����ȡ�õ��M������Ҫʹ����ȫ���죬߀��Ҫ���Ͼ�IJ�ࡣһ����Ҫ���ϵK�ǽ���AM��������ĸ߶ȿ�׃�ԣ��@���P�IAM�M�����|���b�����J�C (Q & C) ����ˇ��������𡣌�Q & C����������ֻ��������AMֻ��ע���ٔ��ׂ���Ҫ�ĺϽ�e����Ҫ������� (��Ҫ��Tie6Ale4V) ��� (IN625��IN718)�����P� ������OӋ��ʹ��AM���g����������Ͻ�ϵ�y�������Π�ӛ���Ͻ�
����AM������|�������ܵĸ߶ȿ�׃�Կ��Ԛw����ʹ�ò�ͬ�ļӹ�����������Դ�����⡢��ӕ���늻��ȣ���ԭ���ϵȡ���ʹ�ڿ��]��һAM���g�r���缤���ĩ���ۺ�(L-PBF) -- ���Բ�ͬ�C����ʹ�õĿ�׃�ԣ��ӹ��l���Ĺ���׃���ԣ��ֲ���vʷ�IJ������Ď��Π��ԭ�ϵ���ʽ���a���ش�Ӱ푡�����AM�о��������A�μ������R�e�C���ض��Ĺ�ˇ�l����ԓ��ˇ�l���܉�ij�Ҏ�Ͻ�ԭ�����a���c�T�����쌦��������ஔ�����ܡ�����AM�Ļ������������D���{���Ƶķ���: ������Ҫ�H�Hƥ����y�Ͻ�����ܡ����ǝM���ض����Ì��P�IAM�M���M��Q & C�����ܡ���ˣ��ӹ�·�� (AM�������A̎������̎��) �x���횴_���ڿ��؏͵Ļ��A�ϝM��������ܡ�
ԭλ�O�y�����ѽ����F���ஔ�̶ȵď��s�ԣ��@Щ�����ѽ���Խ���۳����W�Č��r�y�����ԱO�y��������ϵĂ��f��ԭλ�O�yҲ���_ʼ�����u��AM�����|����һ�N�������@�N������Ȼ�����ஔ�����������c�����^�����P�ğ�vʷ��ijЩ���� (������s���ʣ����ݶȵ�) ��Ȼ�dz��y�Ԝy�����M�����е����������µ�AM�^�����ѽ�ȡ�����Mչ��
�܉��ڌ��r�z�y��ȱ���γɵ��_ʼ�r�{���^�̗l�����]�h����ϵ�y��Ȼ���кܸߵ������ԡ�Ȼ����һЩŬ���ѽ��Lԇʹ���^�ͷֱ��ʣ��^�͜ضȵij����g����O��AM�^�̵IJ��ԡ��@Щ���g�����ڿ����^�L�����������F�� (���皈������)�������������@�ğ��ݶȵĕr�g���L�ȳ߶�̫���Ҕ�����̫�o���ṩ���Ĕ��������ƘO��ĬF�� (�����۳ز�������)������ҕ�X�����⣬�W��̖����߀�@ʾ���z�y耳��Ѽy�γɵ�һЩ�������O�y���g���Mһ���lչ��K������AM��ˇ�ĸ��ÿ��ƣ��e�ǿ��]�����������AMԭ�ό�AM��ˇ�l����׃�������ஔ��������ԡ�
�IJ��ϵĽǶȁ��������J�İlչ�̶��^�ͣ��������f����ϣ����ǰ�M��·�������OӋ��AM�ӹ��l��׃����̫���еĺϽ𡣏��@�N�Բ��Ϟ����ĵ��^�c�������}�����ɱ���ؕ��������ϵ� ���ɴ�ӡ�ԡ� �Ŀ��]���Լ��S����ζ��x�@�N�����Ć��}��
�ڱ����У��҂������һ�N�ɴ�ӡ�Զ�����ԓ�������x�鼤���ĩ���ں� (L-PBF) ����AM��ˇ�Ĺ�ˇ�������g�е� (��) �w�e�����w���f���҂�ԇ�D�R�e�c�o��Ҫȱ�ݵĘ������P�ļ�����c�����ٶȿ��g�еą^���҂��ķ��������چε��ϡ��҂�ͨ�^����ʹ��COMSOL Multiphysics�е�����Ԫ�������۳سߴ��M���A�y�����c�Ͻ�o�P�ķ�ʽ�������۳صĎ��Π�����xԓ�����ԅ^��®����ģ�K����ģ�Ͱ����c�����P�ğ��������|�����ڽ��Ƃ���͂��|�F�������ۻ������̣�������С���γɡ�ͨ�^�����������|����ѹ�Ӌֵ�c�߱����ģ����Y�ϣ��҂��A�y�˃ɷN�Ͻ�Ŀɴ�ӡ�ԈD: Ni-5wt% Nb (NiNb) �Ͻ�����IN718�Ķ�Ԫ�������Լ�ԭ�͵�ԭ��CoCrFeMnNi��entroy�Ͻ� (HEA)��ͨ�^���A�y�Ŀɴ�ӡ�ԈD�c���^�̿��g��Ԕ�M̽���M�б��^��߀�о���ʹ�ú����ğ�ģ�͵�Ӱ��Լ������������в��_���Ե�Ӱ푡�
2.�P�ڽ��ٺϽ�Ŀɴ�ӡ��
�Ժ����ķ�ʽ�����Կ��]���ƽo���Ͻ���Դ�ӡ�ij̶ȵăɷN��ͬ��͵�����: �Ͻ����Ĺ����������������̷����������Ķ��ι���Ĵ��ڵȕ�Ӱ푴�ӡ���ϵ��^�Y���ΑB�������T�繤ˇ�l��֮��ⲿ���ؕ�Ӱ���������������wһ���ԡ�AM�о���Ҫ�����ڌ����@Щ�������ص����ýM�ϣ����缤��ʺ��ٶȣ����������ܶȣ��@���@�ɂ������ı��ʡ�����/�������ز��H�ֲܾ��ӹ��l����Ӱ푣������ܺϽ�ğ����W�͟��������Ե�Ӱ푡����Ը�����ɴ�ӡ�ԁ��R�e�Ͻ�ˇ���g�еĿ��Ѕ^���@���Ա��J���ǺϽ�ˇ�M�ό��p����ӡ�����Ե��^/���^ȱ���γɵĵֿ�����ȫ��ָ�ˡ��M��������@�����M����һЩŬ������������_�����Ͻ�ˇ�M�ϵĿɴ�ӡ����Ȼ���چ��}��
���磬Mukerjee���˴_���˲�ͬ�ğo���V�������@Щ�������ڹ�Ӌ�Ͻ�ˇ�M�ό����T�����׃�ε������ԣ����ڲ�ͬ���l����ijɷ֮��|�ԣ��Լ�����ȫ�Č��g�ں��Լ������۳ز���ȫ�B����ǰ�Č��ж����µĿ�϶�ʡ��@Щ�ɴ�ӡ��ָ�����ɲ������� (�����c�����c����Uɢ�ʡ����ݵ�) ����ˇ�l�� (�羀�������ܶ�) �Լ��۳����� (���ȡ���ȡ��w�e����e)���Ķ��ṩ��һ�N�u����ˇ�l�����ض��Ͻ��䷽��Ӱ푵ķ�����
Mukherjee����ʹ����ɴ�ӡ���˜����о���AM (IN718��SS316��Ti64)��ʹ�õ�һЩ�Ҋ�Ľ��ٺϽ𣬰l�F��ɴ�ӡ��ָ���c�T���׃�εȲ�ͬ��͆��}�Ĵ���֮�g����һЩ���P�ԣ��������N��ͬ�ļӹ��l������϶�ʻ�ȱ���ɷֿ��� (���ڲ�ͬ�����l)���@�N�����������c�u���ɴ�ӡ�Ժ����ã����������ܱ����Ͻ��ڼ���ʺ͒����ٶȵ����нM���е����w�ɴ�ӡ�ԡ���ˣ������ܿ��]�T���^�̿�׃��֮Ć��}����һ����P�� (�^���) �����У�Juechter�����о����x����������ۻ� (SEBM) ��̎�����g����Ŀ�����R�e�����ٶȺ;��������ܶȵĽM�ϣ�ԓ�M�ό�����С�Ŀ�϶�ʺ����ڲ�����l���p�ٵijɷ�׃����ͨ�^�F����O�y�����������ĽY�ϣ�Scime��Beuth ����_�l��һ�N���۳�ȱ��ӳ�䵽����ʺ͒����ٶȵķ������������ȱ�ݵİl�����c�۳؎��Π����Ҫ�������P��
��K��AM���g���̽Y�����|��ȡ�Q���۳ص����ԣ���˿��Ժ������A�ڣ������۳؎��Π�Ę˜ʿ����ڽ����۳����Pȱ�ݵ��ֵ����δ�ۺϡ����i���γɣ��@��LPBF��һЩ����Ҫ��ȱ��ģʽ�����������������Ԍ������ۻ����ஔ�����ȕr���͕��l���ۺϲ��㣬�@���܌����ژ��������Ȯa����ĺ�/��dz����J�Ŀ�϶�������������w�ص�ë�����ӵIJ����������������܉���Ĵ�С���Π����������ʎ���@�N��ʎ���±���׃�����Ķ�Ӱ푺��m�Ӽӹ��^���еķ�ĩ�Uɢ�������¿�϶�γɡ��I��������ֱ���ڼ����µď��������a���ķ��_���������۳ر����γɰ��ݡ�����Ę˜ʿ��Ը������Ӻͼ���ӹ���ʹ�õĘ˜ʁ혋����ͨ�^���^�۳���Ⱥͷ�ĩ�Ӻ�ȣ����Դ_���۳�ȱ���ֵ����ͨ�^���]�۳ص��L���ȣ����Կ��]�P�I���γɵ��_ʼ��
�Ŀ��е��^�̿��g���������������˜ʵļȶ��ֵ���^�̅����M�ϣ�����ʣ���^��ҕ��ɴ�ӡ�^���ɴ�ӡ�ԈD��ԓʣ���^��/�w�e�ijߴ���Π���������OӋ�m����AM�ĺϽ�Ę˜ʡ����@�N��r�£��^����A�y�ɹ������^�����ijЩ���dȤ�ĺϽ�����ˇ������׃�������С��@�N�������ܷdz���Ҫ���������ʾ���ڌ�����_ʼ֮ǰ�Լ���ÿ�ΰ��F�ĺϳɺͱ����������g�����o���Ͻ�Ŀɴ�ӡ�ԈD�Ŀ����ԡ�
���˿ɴ�ӡ�^��Ļ��ڳߴ���OӋ����֮�⣬���xԓ�ɴ�ӡ�^��߅�����h���c�x��ˇ�l�� (�������OӋ) �ṩ������ȵı��o��ʹ�����ܙC���ӹ��l�����еĿ�׃�� ������������p�ٿ�׃�ԣ����nj����dȤ���OӋ������������׃�Ԍ������ijɹ��Y��Ӱ��^С�ą^�C������ (���缤��ʺ͒����ٶ�) �Ŀ�׃�Կ���ͨ�^�����A�y��y���IJ��_���Եĺ㶨ֵƫ��ֱ�Ӽ{��߅�硣ͨ�^ʹ�û������ģ�͵IJ��_���������팍�F�����������еIJ��_���ԡ�
���@헹����У��҂�̽����ͨ�^���߱����ģ���c�ɷN��ͬ�Ͻ�ϵ�y�ğ���������ֵ����ѹ�Ӌ��Y�϶������Ļ����۳؎εĘ˜ʵ�ʹ�á��x��Ni-5wt % ��Nb��Ԫ�Ͻ���������Ա��J����IN718��������e���P��Nbƫ���ɘ�֦��^������������Nb���AӋԓ�Ͻ�ğ��������|�cNi�ğ��������|�����ӽ�������AӋ�@Щ���|��ֵ�IJ��_���Ԍ��^С����һ���棬�x����CoCrFeMnNi���غϽ����HEAs�������ව��������di.e.���̕r�μ����ข���Ĝp�ٺ͔Uɢ�����W���@�����Ϳ��ܳɞ����AM�ķdz���Ҫ��ԭ�ϡ�
�D1 ���������õ��Ĝyԇ�ɴ�ӡ�ԵĿ����D
�D1-0 ݔ�녢��-��ӡ���������D
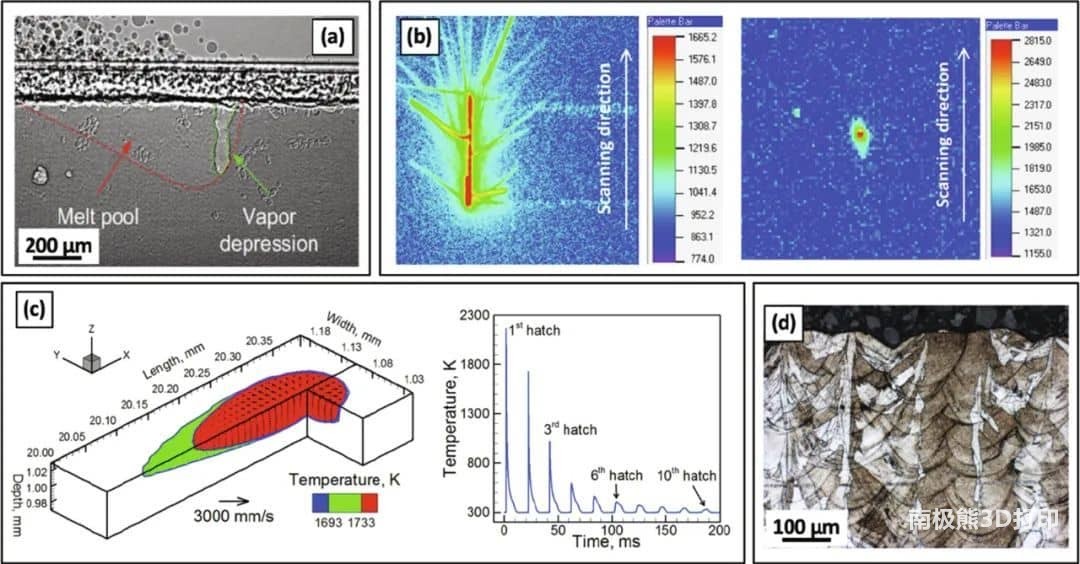
�D2 ʹ������Ԫ�M��ģ�M��ʾ��D
�D2-0 ��ͬ�ֶ������۳صĜy�������� (a) ԭλX�侀Ӱ���g��in situ
synchrotron x-ray imaging�� (b)ԭ��t�������g in situ infrared thermal imaging
at two different temperature ranges�� (c) FEM����A��ģ�M�� (d) ��W����������g
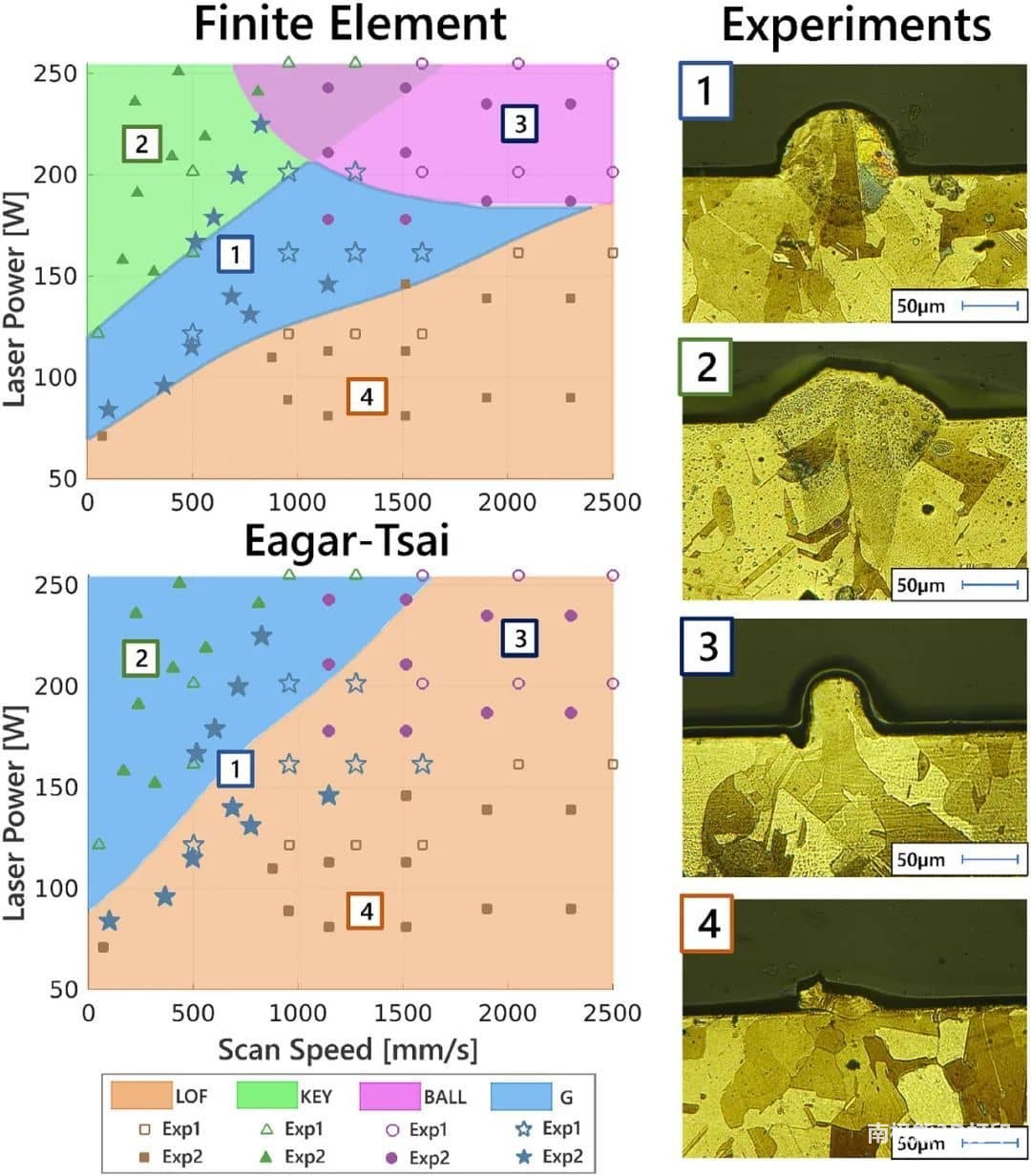
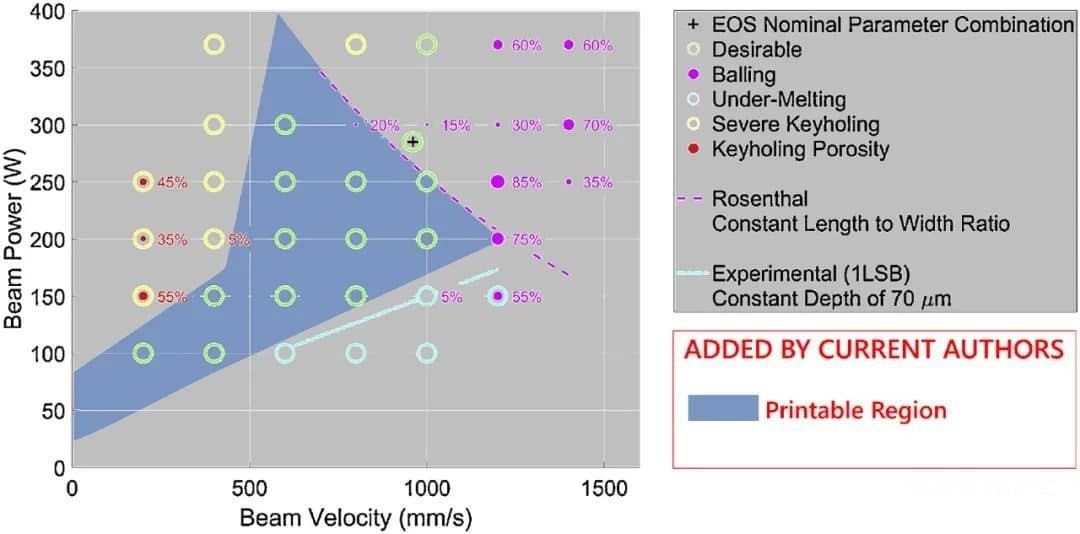
�D3.�A�yNi-5wt % Nb�Ͻ��۳��ΑB�^��Ŀɴ�ӡ�ԈD���A�y�^������: �|������
(�{ɫ��G)���I�� (�Gɫ���I)���� (��ɫ����) ��ȱ���ں�
(��ɫ��LOF)���������^�̅������g�У�ͨ�^��ѭ�c�A�y�^����ͬ����ɫ�����IJ�ͬ�Π�Ę�ӛ��ָʾ����^�쵽���ΑB�����ĺ�����ӛ�քeָʾ�����ǁ���Exp1߀��Exp2�����҂ȿ��Կ���ÿ���^����Ă��������۳ؙM���档���@�N��r�£����ں㶨�IJ������Ժ͌���׃Ч���ĺ�ҕ��Eagar-Tsai���A�y�����ϛ]����Ϣ��
�D3-0 ��ͬ�����µõ��ęM����ʾ��D
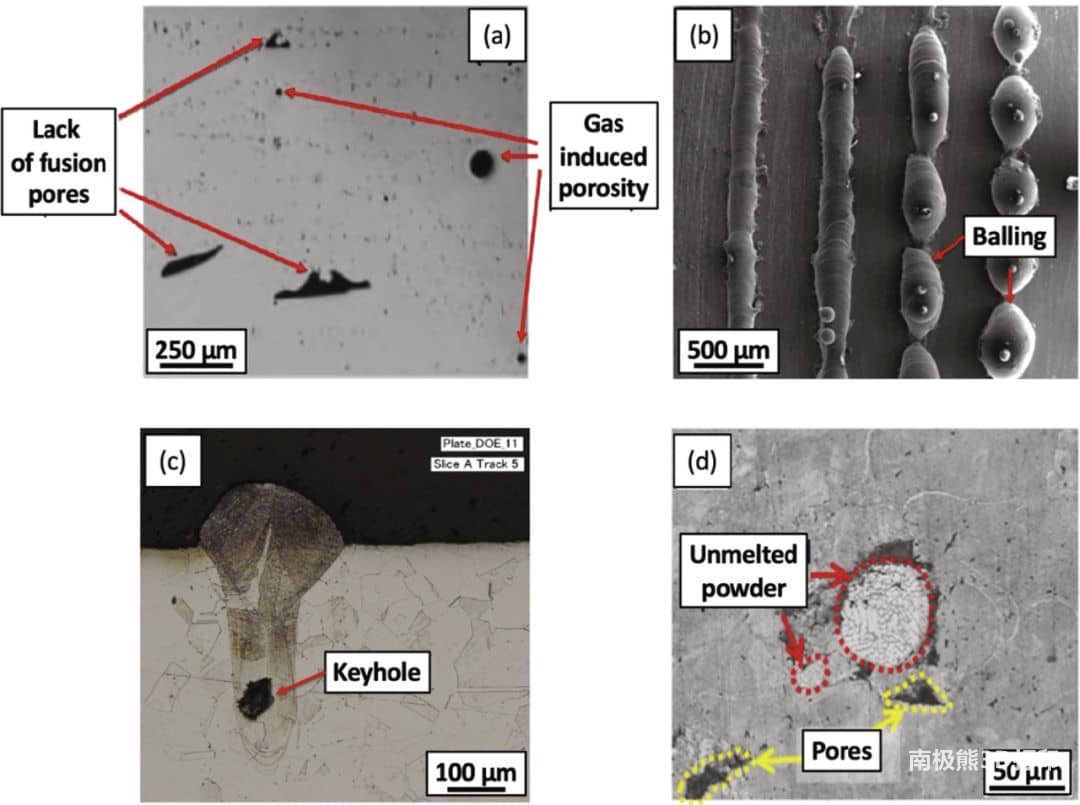
�D3-1 ��ͬ�����µõ���ȱ�ݽY���� (a) δ�ۺϣ�(b) ��(c) ��(d) δ�ۻ��ķ�ĩ�w��
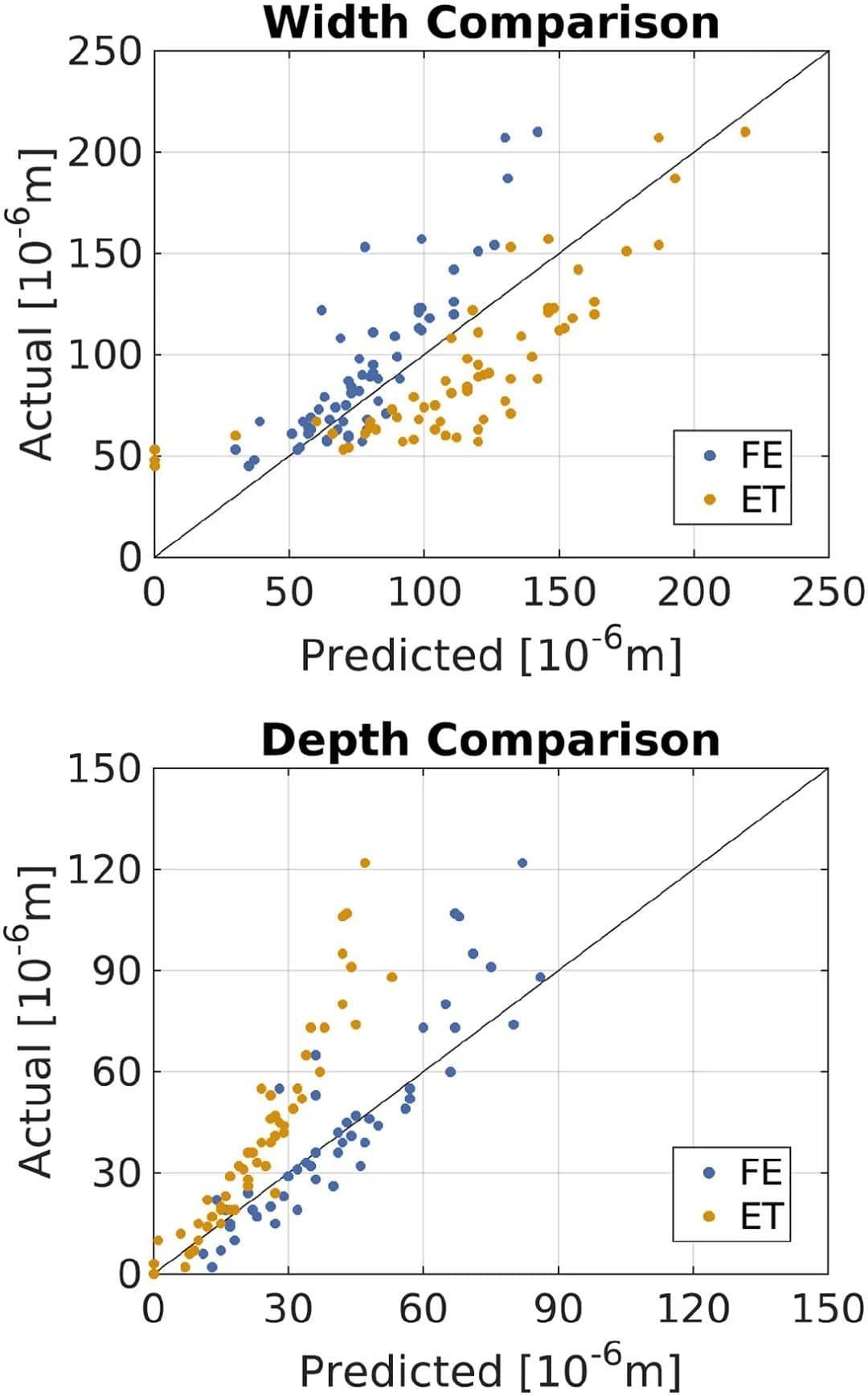
�D4 ʹ������Ԫ��Eagar-Tsaiģ���A�y�ĵõ���Ni-5wt.%Nb�Ͻ���۳���Ⱥ͌���
�ڶ������ (�D3��6�е�Exp2) ��ӡ��Ni-5wt % Nb�Ļ����ϣ�ԓ���屾������ӡ�����S����1100 + C�¾���1С�r��Ȼ���L��)����������AM�^�Y�����Ա����������܉�۳ء��@Щ܉�����L����10���ģ�܉��֮�g���g����1���ס�ʹ��늻ӹ� (EDM) ����܉���ęM�����M�о��и����Ʒ������0.25���ף�Ȼ�����z�w������������Ӓ��⡣
�D5 In 718�Ͻ�Č�����õ����۳���ò�D
3. �Y����ӑՓ
�����������У��c�������켼�gһ�ӣ����ӹ����ϵĿ��Зl���������ǘO����Ҫ�ġ�������B��ӑՓ�����������A�yNi-5wt�Ŀɴ�ӡ�ԡ�%Nb��CoCrFeMnNi HEA�������õ��ĈD�V�c���鱾����һ�����M�е��@Щ�Ͻ�Ĺ�ˇ�������g��ϵ�y����о��M���˱��^����Ҫ����Ҫ���{���ǣ��^�̅������g�Č���о��]�����κη�ʽ���ڔM��Ӌ�㷽����ʹ�õIJ������Ի�ģ�ͅ������A�y�Ŀɴ�ӡ�ԈD�ĺ��m���졣
ͨ�^���ɴ�ӡ�Ԙ˜ʑ����ڱ����_�l������Ԫģ�͵��۳سߴ��A�y���������D�И�ӛ������Ԫ�ĵ؈D������ͬ�Ę˜ʑ�����Eagar-Tsai�۳سߴ��A�y���M�б��^��ͨ�^�����˜ʘ��R��ÿ���^�̅����^��Ĵ������۳��ΑB�ęM����D��Ҳ�@ʾ��ÿ�M�؈D��߅���@Щ�D�С��^�쵽��ÿ�����܉�E���ΑB���ɲ�ͬ�ɫ���Π�Ę�ӛָʾ��
�ڌ�ÿ�N�Ͻ���A�y�͌���M�б��^֮�����˸���3.3.3��ӑՓ�ķ����_��������Ԫģ���P�I������߅�粻�_���ԈD��ÿ���D�е�߅�猒�ȵı��^������ÿ�������텢����������Ҫ�ԣ����_��������Ԫģ�ͼ�����O�ĝ��ڸ��M��Դ��
3.1 Ni-5wt % Nb�Ͻ�Ŀɴ�ӡ�ԈD
�D3.�A�yNi-5wt % Nb�Ͻ���۳��ΑB�^��Ŀɴ�ӡ�ԈD��ʹ�û���FE�����w���ڲ�ͬ�ӹ��l���µĎ������A�y���_��픲��ɴ�ӡ�ԈD�����������˜ʣ����A�ڵ���Ҫȱ����� (����ȱ��) ֮���ӛ��ͬ�ą^���ڵ��ʺ� (ͨ��) �����£������@����Ҫȱ����ȱ���ں� (�\��ɫ/��ɫ)���������^�͵Ē����ٶȺ߹����£��A�y����Ҫȱ����keyhosing (�Gɫ)����һ���棬��̎�����g�ĸߒ����ٶ�-�߹��ʅ^���У������۳ػ���ë���ܵIJ������ԣ���Ҫȱ���dz��� (��tɫ)����ˣ����ʒ����ٶȿ��g�е����^�ɴ�ӡ�^�� (�{ɫ) �ǏĹ��ʒ����ٶȿ��g�Мpȥ�@�������׳��Fȱ�ݵą^����a���ġ��ĈD�п������@���������@헹������о���Ni-5wt % Nb�Ͻ���A�y�͌��H�y���Ŀɴ�ӡ�ԈD֮�g���w�ϴ��ڿɽ��ܵ�һ����ˮƽ�����д��������c���������_���A�y�^��ȡ����ǣ���耳�����߅�總��Ҳ��һЩ���⡣����^�쵽���i�̓��|�۳ؽY��֮�g�������Ľ��ޣ����A�y߅���б��̫ˮƽ������Ԫģ��Ҳ���ɂ�����^�쵽�����Ηl���e�`�ط��ɴ�ӡ�ġ��i������߅�總�����@Щ�e�`�����������ȱ�����ɱ������w����ģ�ͣ�ԓģ�Ϳ��Ը��ʴ_���A�y�����ճ�Ⱥͱ��揈��Ч�����@���I�ۺ����άF���к���Ҫ��
���ˌ�Ni-5wt.% Nb�ɴ�ӡ�ԈD��ģ�ͺͿ��w���Y���M�б��^֮�⣬�҂�߀ע�����Ni5wt.% Nb�D�е�耳�����߅�總���ăɽM����^��ֵ֮�gҲ�����^С�ķ��硣�����@�IJ����Exp1������ (���Ę�ӛ���D3) ���^�쵽���õĆ�܉�Ⱦ��������ΑB�ăɗl��܉���ߵļ���ʺ����ƵĒ����ٶ� (P/200W��v/1275���� = s) (P/178W��exp2�������е�v¼ 1154���� = s��p��178W��v¼ 1515���� = s) (���w��ӛ���D3)�������������У��c�������켼�gһ�ӣ����ӹ����ϵĿ��Зl���������ǘO����Ҫ�ġ�������B��ӑՓ�����������A�yNi-5wt�Ŀɴ�ӡ�ԡ�%Nb��CoCrFeMnNi HEA�������õ��ĈD�V�c���鱾����һ�����M�е��@Щ�Ͻ�Ĺ�ˇ�������g��ϵ�y����о��M���˱��^��
�c����Ԫ��ģ���෴��Eagar-Tsaiģ�����@Щ�ɴ�ӡ�Ԙ˜����]���A�y�����������߹���ȱʧ�^��Ĵ�С�����ҟo����ȫ�R�e耳����΅^���@�N����Eagar-Tsai�Ŀɴ�ӡ�ԈD�ğo��Ϣ��������ģ�ͱ����ăɂ��P�I�������O: i) �㶨�ğ��������|��ii) ������̎��l���µăH�����������e���@Щ���Oʹģ�͟o�����@��׃�F���Լ����I���^��������^�ɡ��Y���ǟo���A�y���۳ط����Ժͱ���ʹ�õĿɴ�ӡ�Ԙ˜�����P�I���۳��L���ȵļ���׃�����@Ҳʹ��Eagar-Tsaiģ�ͺ��y�������������g��ͬ�rУ�ʵ���Ⱥ͌��ȣ�
�ڈD4�е��A�y-���H�����п��Կ���һ�����}���ڈD4�п����^�쵽Eagar-Tsai (ET) �������ڌ�������Ԫ��ģ�͵����ܵ��Mһ���z�@�����������@�M���υ�����ETģ�߹����۳،��ȣ������۳���ȡ�����ԓģ�ͼٶ��㶨�ğ��������| (r��Cp��k)����ˌ������κ�һ���ĸ��Č������Ӱ��۳صijߴ磬���Ҍ������M��У�ʌ���Kʹ����A�y�Mһ���`����;��һ�θ��Ķ�N���������Կ��ṩ������`���ԣ���Ч����Ȼ���ޡ����֮�£�����Ԫģ�;����c�����P�ğ��������ԣ��������������ῼ�]���أ�����ı���ӟᵽ�w�e�ӟ���^�ɣ��緽��Փ�����������@���S�ڸ��V�����^�̅������g�������M�и����_���A�y�������¸��õČ����A�y���c��Ȝy���ķdz��õ�һ���ԣ�Ҳ�����ڈD4�п�����
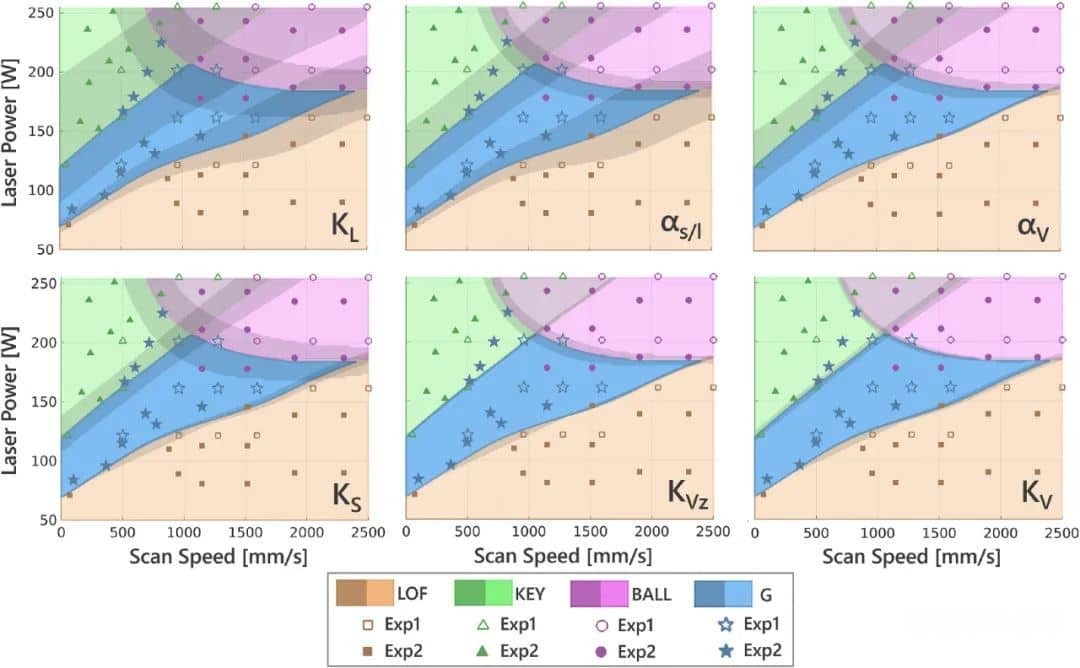
�mȻ��Ŀǰ��ֹ�o���ĽY�������A�y�Ŀɴ�ӡ�ԅ^��ͪ����Č��_�����۳؎ΈD֮�g�кܺõ�һ���ԣ�������ͨ�^���@Щ�Y���cScime��Beuth [25] �ĽY���M�б��^���Mһ����C������Ŀ�ܡ�Scime��Beuth�ĄәC���_�lһ����ܣ������R�eL-PBF̎�������懺Ͻ�718�е��۳�����ָʾ�`���γɡ�����ʹ��ԭλ��O�y�c����������Y�ϣ��Խ�����ˇ�l�����۳�����֮�g���Pϵ (ͨ�^�C���W��)��ֵ��ע����ǣ������_�����c��ǰ������ʹ�õ�������ȫ��ͬ������ (���Σ�ȱ���ںϣ��i���γ�)���������ó��˘����A�y�Ŀɴ�ӡ�ԈD�ĽY����ͨ�^���^�D3��5�����Կ������A�y��Ni-5wt.% Nb�ɴ�ӡ�ԈD�c��Scime��Beuth [25] �_���Ŀɴ�ӡ�ԈD֮�g��һ���Էdz��ã��@ʾ����ͬ���ؓ�Y���������Ϳ��еČ��Hλ�óʬF�����Ķ���һ���ԣ��I�ۣ�ȱ���ںϺ����΅^���c���Բ�ͬ�о�С�M��l-pbfϵ�y (EOS M290) �Č��Y���_�ɵąf�hͻ���˱���Ӌ�㷽����ͨ���ԡ�������r�£����Å����īI�������Č�����[25] �����cԓ��ܵ�Ӌ�㷽����Y�ϣ��������fͬ�������̣��Ե��������ɴ�ӡ�ԡ��F�кϽ�Č���^�̱�������ԓӋ�����ṩ��Ϣ��Ȼ��������������ϣ���ĺϽ��ģ������OӋ�^�̵���һ�ε����yԇһ�¡�
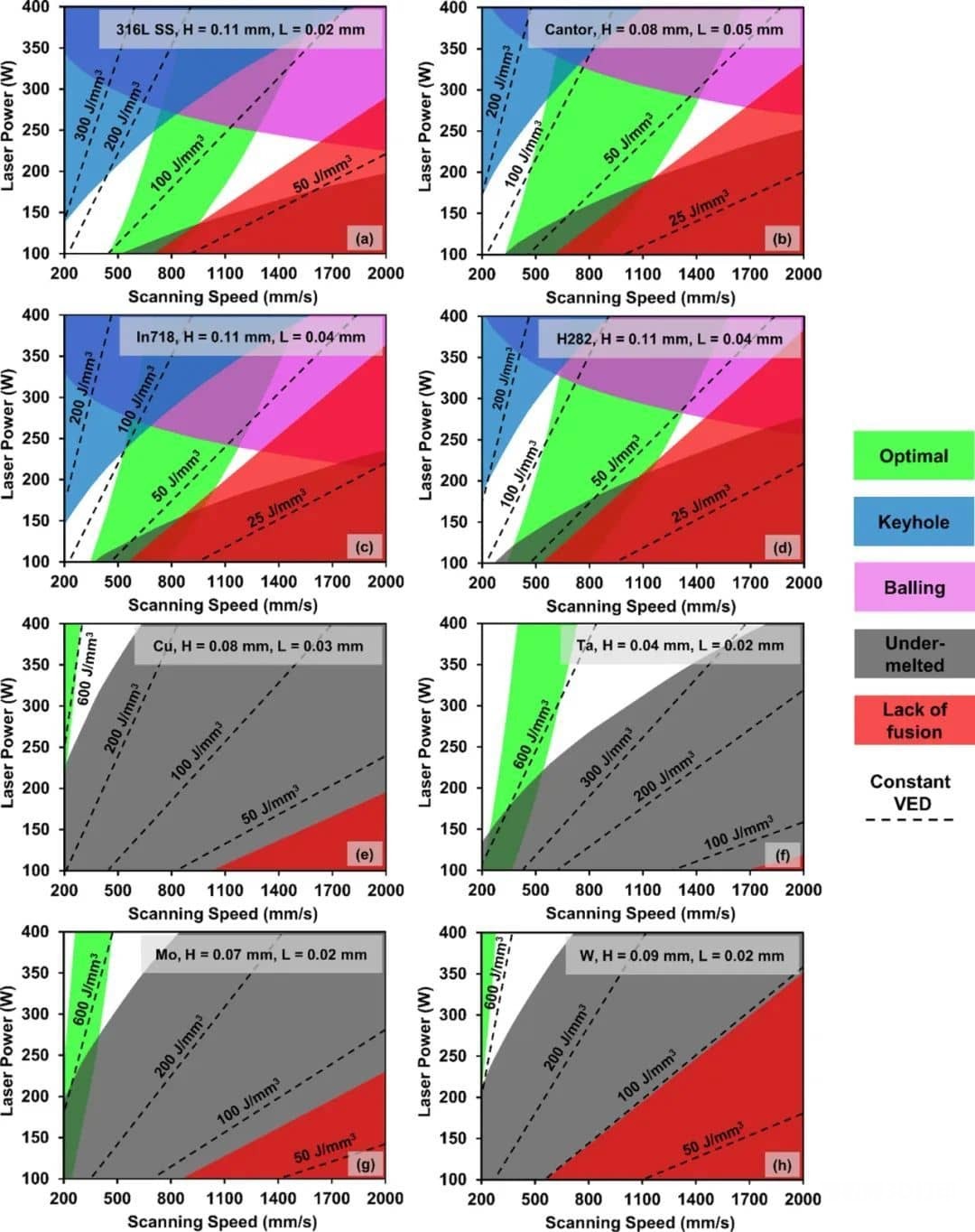
�D6 Monte Carlo����A�IJ��_���Uչ���õ��IJ��_����߅��Y��
�D6-0 ��ͬ�Ͻ��A�y�õ��ĽY����(a) 316L ���P䓣�(b) Cantor�Ͻ�(c)
Inconel 718�Ͻ�(d) Haynes 282�Ͻ�(e) �~�� (f) Ta-Mo��Tantalum (g)
Molybdenum,��(h) W��Tungsten��
(؟�ξ���admin)

 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O3D��ӡ����
���m��˾���_�O3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W�����d��У��
��˹���Ǵ�W�����d��У��������
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW�����gͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l�Fͨ�^3D��ӡ�������ĺ�ȃ���
- ��Fabric8Labs�cAEWIN������������늻��W
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W�����������c����
- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g����������ٹ����е���
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


