�㽭���I��W�������x���Լ�����Y���g���ܽ�ȿ��{��ǻ�Ƅ�
�r�g��2023-03-31 22:21 ��Դ��������ͨ��W ���ߣ�admin ��x����
�x���Լ�����Y(SLS)��һ�N����ʹ�ü���ݗ����x���Է�ĩ�ںϵ��������켼�g��SLS���g�����ڸ��N��ĩ(����١��մ�������)���ڹ��I���a�аlչѸ�٣��ڂ��Ի������t�W�I���@ʾ����đ��Ý�������Փ�ϣ��ӟ��ճ�Y��һ��ķ�ĩ��ԓ����SLS��ӡ�ėl����Ȼ�������ڌ�ˎ��ij����ԡ������Ժ��ܳ��ȵĿ���Ҫ��ʹ��ˎ��ۺ�������SLS���ρ����aˎ���dˎ�Ƅ����ӏ��s��ˎ��ۺ����й����Մ�������������²���ȫ���Y�����^���Ĺ����Մ����a�������ķ�ĩ���������ĩ�ĽM���⣬��ĩ���|Ҳ��Ӱ���K�aƷ���|����ጷ��О顣���˺����OӋ�;��_�{�ؿڷ����w�Ƅ���ጷţ���Ҫ�Mһ���о�ģ���OӋ�͟��Y������SLS���Y�m���Ժ�ˎ���ܽ�ȵ�Ӱ푡�
ᘌ��������}���㽭���I��Wˎ�WԺ���о��ˆT�����о������ӄ���ӡˢ������ģ���OӋ�����^��ˎ���ܳ��ȵ�Ӱ푣��Ƃ��˲�������Ƭ�;�ʯ�������堖���Ƭ������߀�Ƃ��˾���3.5 mm��ጰ��º�ȵ�ӡˢ������Ƭ���Ҿ������õ����^�������S12 h�ľ�ጡ��Y��������SLS���g���Ƃ������ጺ;�����ԵĂ��Ի��ڷ��Ƅ�������ЏV韵�ǰ����
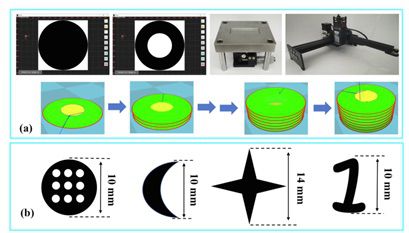
���п��{��ጷ��Ե��⚤Ƭ�Y�����ܽ�ȿ��{ˎ��ı�l��֮һ���о��ˆTͨ�^�����OӋ�ķ�������2D�Aģ�������⚤Ƭ��픲��͵ײ�����2D�hģ�������ȱ�(�D1a)�����ң�ʹ��ܛ���{����ӡ������ʹ�����Ƶķ۴��O�ÌӸߡ�ʹ����ͬ��ͬ��2D�Y�����ӟ��Y3D��ӡ��(�D1b)��
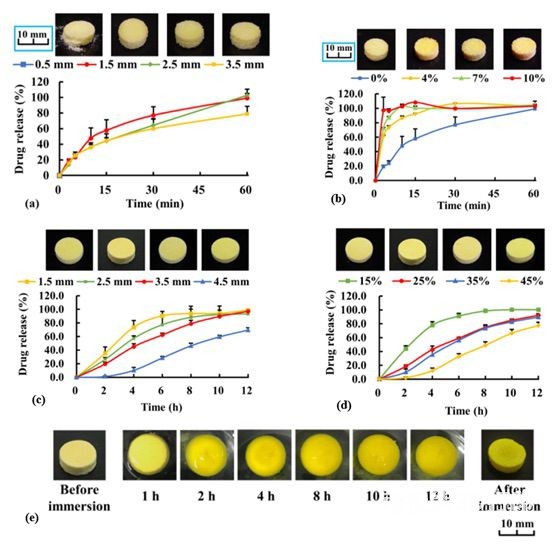
�о��ߌ��F��һ�Nˎ��ጷŕr�g���{(3min-12h)��Ƭ�����ԝM�㲻ͬʹ�íh��������(�D2)�������˲�ͬ�Ӻ����Ч�������Ч����Ӱ푣��_���������ˎƬ���⚤Ƭ���(1.5mm)�������ˎƬ���⚤���(3.5mm),����ͨ�^���_������ጸ��Ԅ�(�ȼ������c)�ĝ�Ȍ����Ƭˎ���ܳ��ȵ�Ӱ푼���ጸ��Ԅ�(�u�������w�S��) �ĝ�Ȍ����Ƭˎ���ܳ��ȵ�Ӱ푡������������Ƭ������Һ�н�����12С�r��Ƭ��������ã��⚤�е��u�������w�S���ڽ��|�о�����Û�����g�����˃�ҺƬ�ľ��ˎ������á�
�M��ԓ�о��ɹ����Ƃ����dˎ�����_90%�����Ƭ���ܳ��ȿ��{�ľ��Ƭ������SLS���g���Ƃ䂀�Ի���ǻ�Ƅ�������ЏV韵đ���ǰ���������˱��C���a�|�����Mһ���о���ĩ����(���w����С�������ԡ��w�e�ܶȺͿɉ��s��)�ͼ������������ԡ�
�����īI��
Yan Yang, Yingying Xu, Sainan Wei, Weiguang Shan, Oral preparations with tunable dissolution behavior based on selective laser sintering technique, International Journal of Pharmaceutics 593 (2021) 120127. https://doi.org/10.1016/j.ijpharm.2020.120127
ᘌ��������}���㽭���I��Wˎ�WԺ���о��ˆT�����о������ӄ���ӡˢ������ģ���OӋ�����^��ˎ���ܳ��ȵ�Ӱ푣��Ƃ��˲�������Ƭ�;�ʯ�������堖���Ƭ������߀�Ƃ��˾���3.5 mm��ጰ��º�ȵ�ӡˢ������Ƭ���Ҿ������õ����^�������S12 h�ľ�ጡ��Y��������SLS���g���Ƃ������ጺ;�����ԵĂ��Ի��ڷ��Ƅ�������ЏV韵�ǰ����
���п��{��ጷ��Ե��⚤Ƭ�Y�����ܽ�ȿ��{ˎ��ı�l��֮һ���о��ˆTͨ�^�����OӋ�ķ�������2D�Aģ�������⚤Ƭ��픲��͵ײ�����2D�hģ�������ȱ�(�D1a)�����ң�ʹ��ܛ���{����ӡ������ʹ�����Ƶķ۴��O�ÌӸߡ�ʹ����ͬ��ͬ��2D�Y�����ӟ��Y3D��ӡ��(�D1b)��
�D 1 �ܽ�ȿ��{��Ƭ������ʾ��D��(a)ʹ��Screve V3.0ܛ�������OӋ�߶Ȟ�4
mm��ֱ����10
mm�Ě�Ƭģ�͡���Ƭ��픲��͵ײ�����2D�A��ģ�ͣ��ȱڲ���2D�h��ģ�ͣ�����2D�Y���؏͟��Y8�μ����Ƶ�Ƭ����(b)ʹ����ͬ��ͬ��2D�Y�����ӟ��Y3D��ӡ����
�о��ߌ��F��һ�Nˎ��ጷŕr�g���{(3min-12h)��Ƭ�����ԝM�㲻ͬʹ�íh��������(�D2)�������˲�ͬ�Ӻ����Ч�������Ч����Ӱ푣��_���������ˎƬ���⚤Ƭ���(1.5mm)�������ˎƬ���⚤���(3.5mm),����ͨ�^���_������ጸ��Ԅ�(�ȼ������c)�ĝ�Ȍ����Ƭˎ���ܳ��ȵ�Ӱ푼���ጸ��Ԅ�(�u�������w�S��) �ĝ�Ȍ����Ƭˎ���ܳ��ȵ�Ӱ푡������������Ƭ������Һ�н�����12С�r��Ƭ��������ã��⚤�е��u�������w�S���ڽ��|�о�����Û�����g�����˃�ҺƬ�ľ��ˎ������á�
�D 2
��ጼ������ˎ���⚤Ƭ��ȼ�����x��(a)���С��0.5mm�r�����Ȳ��ȏ�1.5mm���ӵ�3.5
mm�r��ӡˢ��Ƭ���ď���������ߣ���ˎ����ܳ��ٶ�׃������K�x�����Ƭ��Ȟ�1.5mm��(b)��ጸ��Ԅ�(�ȼ������c)�ĝ�Ȟ�10%�rˎ��ጷ��ٶ���졣(c)�⚤��ȏ�1.5
mm���ӵ�4.5 mm�r�����Ч����ã����º�Ȟ�3.5
mm�r�����Ч����á�(d)���u�������w�S�؝�ȏ�15%���ӵ�45%�r��ӡˢ�m���Խ��ͣ�ˎ���ܳ����t������25%��ȵ�ӡ��Ƭ���������õ����^�;�����ܡ�(e)���Ƭ������Һ�н���12С�r����Ȼ������á�
�M��ԓ�о��ɹ����Ƃ����dˎ�����_90%�����Ƭ���ܳ��ȿ��{�ľ��Ƭ������SLS���g���Ƃ䂀�Ի���ǻ�Ƅ�������ЏV韵đ���ǰ���������˱��C���a�|�����Mһ���о���ĩ����(���w����С�������ԡ��w�e�ܶȺͿɉ��s��)�ͼ������������ԡ�
�����īI��
Yan Yang, Yingying Xu, Sainan Wei, Weiguang Shan, Oral preparations with tunable dissolution behavior based on selective laser sintering technique, International Journal of Pharmaceutics 593 (2021) 120127. https://doi.org/10.1016/j.ijpharm.2020.120127
(؟�ξ���admin)

 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O3D��ӡ����
���m��˾���_�O3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W�����d��У��
��˹���Ǵ�W�����d��У��������
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW�����gͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l�Fͨ�^3D��ӡ�������ĺ�ȃ���
- ��Fabric8Labs�cAEWIN������������늻��W
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W�����������c����
- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g����������ٹ����е���
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


