���ٳ����������켼�g�İlչ
���������������ڳ������ٺ��Ļ��A�ϰlչ�����µ������I���ü��g�������I���̴�W�ČW���ڡ��������켼�g���l�����}�顰���ٳ����������켼�g�İlչ���ľC��Փ�ģ���Ҫ�C�������������켼�g�ļ��gԭ�����b�䡢�a�I�����á����ڌ�����ԓ�ĵ���Ҫ���ݡ�

Ŀǰ���������켼�g��Ҫ�Լ��⡢�������͵��x��������ӟ��Դ���Խ��ٷ�ĩ��ԭ���ρ��M�����ӳ��κ����죬���@�N�Ը����������������Ŀ��ٳ����c���켼�g����һ���ľ����ԡ����˿˷��F�еĸ���������ֱ�����켼�g�IJ��㣬����������lչ���µķǸ�����ֱ�ӿ��ٳ����c���켼�g���������������켼�g�������ô��ʳ��������Խ��ٲ�������ԭ���ϣ����ý��ٌ��c��֮�g���Ħ���a���ğ��������M�����g����ԭ����Uɢ���γɹ̑B����ұ��Y�ϣ��Ķ����F�˿�����������������Ρ�ͬ�r���̽Y�����^���c��������Ȝp�Ĺ�ˇ��Y�ϣ����F�˳��������c����һ�w���ij����������켼�g�������̽Y�c�������켼�g�����ٶȿ졢׃��С�������͡��ܺ�С���o��Ⱦ���Y�Ϗ��ȸ����ܹ̽Y���N���ٲ��ϵă��c������܇����I��늹���Ӽ��g��������x������I�����ա�����I���ܷ⼼�g�ȷ��������V���đ��ã��ǽ�����lչ��������һ�N���M���������켼�g��
���ĺ�Ҫ��B�˳����̽Y���μ��gԭ���������������켼�g�İlչ�����c�����ã��Լ��҇�������ڳ����������켼�g�I��İlչ��r��
![]() �������켼�g����
�������켼�g����
�������켼�g�Dz��ò�����u�ۼӵķ������쌍�w����ļ��g�������ڂ��y�IJ���ȥ��-�����ӹ����g������������һ�N�����¶��ϡ������췽��������һ�Nȫ�¸�������켼�g����20���o90������F�ԁ������^20����İlչ�����������ѽ��ɞ����M�����I��һ�N�o��ȡ�������췽����������ԭ�����죨Rapid Prototyping��������3D ��ӡ���������w�������죨Solid Free-form Fabrication�����Ȍ��������켼�g�IJ�ͬ�������w�F��ԓ���췽���ļ��g���c��
�������켼�g����Ҫ���y�ĵ��ߺ͊A���Լ�����ӹ�������һ�_�O���Ͽɿ��پ��ܵ������������s�Π��������Ķ����F������ġ��������족����Q���S�����s�Y������ij����y�ȣ����p���˼ӹ����s���˼ӹ����ڡ����ҮaƷ�Y��Խ���s���������ٶȵ�������Խ�@�����ԬF�����^��V���ĎN�����������켼�g������������۽z���e���Ρ�����ֱ�ӳ��e���ij��Ρ�������x�^�ۻ����μ������x�^�ۻ����ij��μ��g�ѽ��ɹ������ں����I���У��܉���������Џ��s�cꇊAо�p�������cꇊAо�B�Ӽ����Լ����Ώ��s��ǻ�Y����������ԭ������Ҳ���������켼�g�ķ�֧֮һ����Ҫ�����ڮaƷ�����OӋ�����������u�����̘I���������bģ������ȡ�
�������T�����c���F�Б�����r��Ҋ���������켼�g�ڸ����I���ж��ܵõ��V���đ��ã���������M�aƷ����܇�����պ��졢�t����܊����������Ϣ��ˇ�g�OӋ�ȡ�������������c�džμ���С�����Ŀ������죬�@һ���g���c�Q�������ڮaƷ�����о����@�������á�
![]() �����������켼�g�İlչ
�����������켼�g�İlչ
1 �������ٺ��ӵİlչ
�������ٺ��Ӽ��g��19���o30���żȻ�l�F�ġ����r��������c��늘O�ӳ������ԇ�r�l�F��ͨ���Ҳ���M�к��ӣ�����lչ�˳������亸���g���mȻ�������ٺ��Ӽ��g�İl�F�ȳ������Ϻ���Ҫ�磬��Ŀǰ�����^�V��߀�dz������Ϻ��ӣ��@����鳬�����Ϻ��ӌ��ں��^�|���͓Q�������ʵ�Ҫ��Ҫ�Ƚ��ٺ��ӵ͵öࡣ���ԣ������ܳ����Q�������ʵ����ƣ�������������Ӽ��g�ڽ��ٺ����I��]�еõ��ܺõđ��úͰlչ����Ҫ�����ڽ����c�����L���������ͷ��4�����档
�������������b����P�I�Ǵ��ʳ����Q����������������-�죨push-pull�����g��ͨ�^���ɂ��Q���������ɹ��������9kW���ʳ����Q��������-�죨push-pull��ʽ�����Q����ԭ����D1��ʾ�����ʳ����Q�����ij��Fʹ�ó������Ӽ��g�܉�һ����Ƚ��ٲ��Č��F����e���ٹ̽Y���Σ��鳬���������켼�g�İlչ�춨�˼��g���A��
 �D1 ��-�죨push-pull��ʽ�����Q�����Y��ʾ��D
�D1 ��-�죨push-pull��ʽ�����Q�����Y��ʾ��D
2 �����̽Y���ΙC��
�����̽Y���μ��g�Dz��ô��ʳ����������Խ��ٲ�������ԭ�ϣ����ý��ٌ��c��֮�g���Ħ�����a���ğ��������M�����g����ԭ�ӵ���Uɢ���γɹ̑Bұ��Y�ϣ��Ķ����F�����ۼӵ�����������Ρ��D2�鳬���̽Yԭ��ʾ��D�����όӵĽ��ٲ����ڳ������^�������������Ӳ��ĸ��l��ӕr������Ħ�����ጧ�²���֮�g�֜ض����ߣ����o�����������°l������׃�Σ�ͬ�r̎�ڳ��܈��Ľ���ԭ�ӌ��l���Uɢ�γɽ���Y�ϣ��Ķ����F�� ���������Ĺ̽Y�������졣�����Ŀ��ٳ����c��������ȹ�ˇ��Y�ϣ��γɳ����̽Y�����c����һ�w����3D��ӡ���g��
 �D2 ���ٲ��ij����̽Y���ΙC��
�D2 ���ٲ��ij����̽Y���ΙC��
3 �����������켼�g�ă��c
�c����������������ٳ��μ��g��ȣ������̽Y�����c���켼�g���������c��
��1��ԭ�����Dz���һ����ȵ���ͨ���ý��َ��ģ����X�����~����� ����䓎��ȣ���������������������ý��ٷ�ĩ������ԭ���ρ�Դ�V�����r�������
��2�������̽Y�^���ǹ̑B�B�ӳ��Σ��ضȵͣ�һ���ǽ������c�� 25%~50%����˲��σȲ��Ě����ȑ����ͣ��Y�������Ժã����κ�o��M��ȥ�����˻�
��3����ʡ��Դ�������ĵ�����ֻռ���y���ι�ˇ��5%���ң����a���κκ�������ˮ���к����w�ȏU����Ⱦ�������һ�N���ܭh���Ŀ��ٳ����c���췽����
��4��ԓ���g�c����ϵ�y��Y�ϣ����F���S���s�Π�����įB������͔��ؼӹ�һ�w������������ۡ��ն����W�Ȳ��䳲��Y�����Լ��Π���s�Ă��y�ӹ����g�o������Ľ��������߀�ɸ��������ͬ��λ�Ĺ����l���c��������Ҫ�F�ݶȹ��ܡ�
��5�������̽Y���H���ԫ@�ý�100%������ұ�����Y���ʣ����ڽ���ֲ��^��ɰl�������ٽY�����ֲ����L�{�״أ��Ķ�ʹ���ϽY��������ߡ����⣬�̽Y�^�̲��ı�������Ĥ���Ա��������飬�o�����Ȍ������M�б����A̎����
��6��ԓ���g���H�����ڽ��ٻ��ͺϲ��ϺͽY����������ĭ�ͽ��ٷ�C�Aо�Y�����Ŀ�����O���κ����죬������ԓ���g�������^���ǵ͜ع̑B����ұ��������ɰѹ���Ԫ����ֲ�����У��Ƃ�����ܽY�����㲿����
��7���������ڴ��Ͱ����s�Y���㲿�����⣬�����̽Y�����b��߀����������B�ӷ��b���ϡ��B�ӏͺ�늘O�����įB�ӣ����Ҳ����@Щ�����Լ���̎����ˇ�������������Ԫ�������b�Y���͏��s�įB�ӱ��ڽY������
![]() �������������b��
�������������b��
���аl�����ʳ����Q�����Ļ��A�ϣ����������аl�ˇ��H�ϵ�һ�_���ó��������̽Y���εķǸ������������������b�䡣ԓϵ�y�ε��ι̽Y�Ľ��ٲ��Č����_��25mm�����F�˳����̽Y���c���c���挦�����չ�����^10����İlչ��Ŀǰ�������������b���Ѱlչ���������aƷ����1������һ������ �����������������b�似�gָ�ˌ��ȡ��Ŀ��w���gˮƽ��������һ���aƷ�H�ܱ��Q����ԭ�͙C���S��ܲ������ơ��ڶ����b���ڵ�һ���Ļ��A��������3�SCNC �ӹ�ϵ�y���Ԅ�����ϵ�y���U���˹������g���������b��t���Mһ���U���˹������g�ͺ��^�����ֱ�d�ɣ��Ķ�ʹ֮���п��������ߴ��㲿�����������������������������b����D3��ʾ�������������������������b��Ĺ������g��С���_����1800��1800��900��mm³�����Ҽӹ��IJ���Ҳ������ĵ͏����X�Ͻ�Uչ����Cu��316���P䓡�Ni��Ti-6-4�Ͻ�ȡ������аl�ľ��п������������ij������������b��ͼ��g������Ŀǰ���H�������ij����c���켼�g�����ˮƽ�����������ڽ��ٯB�ӏͺϲ��ϡ��w�S�������ٌӠ�ͺϲ��ϡ��B�����ܽY���ȵĿ������죬Ҳ��������ۡ��ն����W�Ȳ��䳲��Y���w���Π���s�Ľ�������Ŀ��ٳ����c���졣���ڳ��̽Y���ϡ����g���O���������;������܊���I��đ��ñ������������Ї���ʩ����ļ��g���i����ֹ���P��˾���Ї����ڳ����̽Y�O��ͼ��g��
 �D3 �����lչ�ĵ����������̽Y�O��
�D3 �����lչ�ĵ����������̽Y�O��

![]() �����������켼�g�đ���
�����������켼�g�đ���
�����������켼�g���е�һϵ�Ѓ��c��ʹ����m���ڏ��s�B�Ӳ�������ͽY�����OӋ�����Ρ��ӹ�һ�w���Ĕ��ֻ��������죬�����ˇ��H���M�������켼�g��һ�µİlչ�������ڳ����������켼�g���صĵ͜����샞�c����������Ƕ�빦����Ԫ�����ďͺϲ��ϺͽY���r���܉��C����Ԫ���������p�ĺ�ʧЧ������Ȟ��m�ό�������Ԫ����Ƕ���Ƴɹ���/���ܲ��ϺͽY����ͬ�r�� �䪚�صįB�����췽ʽ���Լ���������������/�p�����������췽����ʹ�ó����������켼�g�ɹ��ؑ�����ͬ�N�����N���ٌӠ�ͺϲ��ϡ��w�S�����ͺϲ��ϡ��ݶȹ��ͺϲ����c�Y�������ܲ����c�Y�������⣬�����������켼�g߀����������ӷ��b�Y���������㲿�������ٷ�C��Y�����ύ�Q���ȏ��s��ǻ�Y���㲿�������졣��ˣ�ԓ���g���b���ں��պ��졢��������Դ����ͨ�ȼ��֧���I��������Ҫ�đ���ǰ�������溆Ҫ��B�����������켼�g�ڏͺϲ����c�Y�����㲿���������еđ��á�
1 �Ӡ���ϺͽY������
�����������켼�g�đ���֮һ����Ӡ���ϵįB�Ӷѷe���죬���Ƃ���B�ӏͺϲ��ϡ��oՓ�nj���ͬ�N����߀�Ǯ��N���ٶ���ȡ������Ĺ̽Y�|�����ڌӠ���ϵ��Ƃ��У������������켼�g������������Ƃ䷽������Ѹ�١����ܵă��c�������_����100%�Ľ���Y���ʼ����ý���Y�Ϗ��ȣ��D4�鳬���̽YTi/Al���N����SEM����D���ڽ����g��������Ӡ�ͺϲ��ϵăɲ����Ƃ��^���У������̽Y�����ѳɹ������Ti/Al�B��ë�������ں��m�ğ��Y�Ƃ�����g��������Ӡ�ͺϲ��ϡ�
 �D4 Ti/Al�Ӡ�ͺϲ���SEM����D��
�D4 Ti/Al�Ӡ�ͺϲ���SEM����D��
2 �w�S�����ͺϲ���
�F�еIJ��ϼ��g�ѽ�Խ��Խ�����֮ǰ�ļ����ټ��Ͻ��D��ͺϲ��ϵđ����о����mȻ�ͺϲ��������S�༃���ϼ��Ͻ�o���ȔM�ă��c�������P�W�����ڲ���،��ҏͺϲ��ϵď����C�ơ��ԌӠ�ͺϲ��Ϟ������ڻ��w������SiC �մ��w�S��NiTi�Π�ӛ���Ͻ��w�S���܉��ںܴ�̶��ϸ���ԭ�Џͺϲ��ϵď��Ⱥ��g�Ե����Wָ���Լ�ȡ�Üp������������ܣ��_�����ϵď��g���������Ե�Ŀ�ġ����ó����������켼�g�������Al2O3�w�S�����X���ͺϲ�����D 5��a����ʾ��̼оSiC�w�S����Ti/Al�ͺϲ�����D5��b����ʾ��
 �D5 �w�S�����ͺϲ��Ͻ������D��
�D5 �w�S�����ͺϲ��Ͻ������D��
3 ����/���ܲ���
���ó����������켼�g�ѽ��ɹ����ڽ��ٻ��w������⌧�w�S�����Ԫ�����ȣ��Ķ���������ٻ�����/���ͺϲ��ϡ��ڽ��ٻ��w��ֱ��ֲ�����Ԫ�������܉��ںܴ�̶������Ԫ�����ľ��ܶȣ��������Y������߿��g�����ʡ�ͬ�r���������������^�����M�еľֲ��͜ع̑B����ұ���������˸�������������r����ֲ��Ԫ������ʧЧ�������w���ܵ��ӻ����}��ԇ���������Ã����ij����������켼�g�����X�Ͻ�B��������Ĺ��w�]�г��F���@��׃�κ��Ɖģ�������ԭ�е����ܡ��D6��ʾ���X���w��ʹ�ó����������췽��Ƕ����w���ϵĹ��ܲ��ϡ�
 �D6 �������������Ƃ�Ĺ��w���ܲ���
�D6 �������������Ƃ�Ĺ��w���ܲ���
4 ���ٷ�C�Aо��Y��
�����������켼�g����һ�������ǽ��ٷ�C�Aо������졣������֪��Ŀǰ���պ����I������һ���ij��p�ߏ����ϵ��������У��ͺϲ����mȻ�܉���һ���̶��ϝM���@Щ����߀�������������ó����������켼�g�܉��������һ���p�|���ٷ�C�Aо��Y�����ϣ��пշ�C�ǼܽY����֧�μ���ӽ��ٹ�ͬ���ɵ������ΊA�ĽY�������ˏ��Ⱥ��ܶȱȣ�ʹ����Ѓ��������W���ܺ��p�|���ԡ��D7��ʾ�鳬���������켼�g�Ƃ���Ľ��ٷ�C�Aо�塣
 �D7 ���ٷ�C�Aо��
�D7 ���ٷ�C�Aо��
5 ���ٯB���㲿������
���ڳ����������켼�g�܉��������ǻ���s�����_�įB�ӽY�������Խ�����ڽ����㲿�������I���еđ���ǰ���u�@��������������cʹ�ú������OӋ����������صăȲ��Y�����ɑ����ھ������Ԫ�����ķ��b���D 8��a�������X�Ͻ��㲿�����D 8��b�����Ŀ���������X�Ͻ�ͨ���ύ�Q�����D 8��c�������㲿�����Y���������졣
 �D8 ���ó����������켼�g����ĵ����㲿��
�D8 ���ó����������켼�g����ĵ����㲿��
![]() ���Ƚ��ٳ����������켼�g�о��Mչ
���Ƚ��ٳ����������켼�g�о��Mչ
1 �������ӵ���Ҫ����
����Ŀǰ���ȳ������ٺ��Ӽ��g�c�b��߀�������ƣ��H�Hͣ�����c�����L�����c�������ӌ��棬�h�]���_�����c���g�Ĵ�߶Ⱥ�������������Ŀǰ���ȳ������ٺ��ӃH�ܑ�����늳�늘O���c������܇��������̫���늳ذ�L�������䡢���{���ИI�~�ܷ�β�ȑ��á�
������֪���Ƽs�������ٺ��Ӽ��g�lչ������gƿ�i�鳬���Q�����Ĺ��ʡ������ܓQ��������մ��D�QЧ�ʵ��Ƽs�����Hݔ���ij������y�Դ����ߣ��@�dz������Ӽ��g���÷���������Ҫԭ��Ŀǰ������ͨ���ʳ������ٺ��ӵđ���߀��Ҫ�����ڌ�������Ҫ�ߵĽ��ٽz������Ƭ�ȽY�����B�ӣ�����Ҫ�ĺ��ӷ�ʽҲ���ֻ�܌��F�c�����L���;������ȵ���Ҫ��ij������ӣ��@һ��r������K�ˇ��ȳ������ٺ��Ӽ��g�����I�����չ�Լ������������켼�g�İlչ��
2 �������Ӽ��g�ڌӠ�ͺϲ����Ƃ䷽����о�
�mȻ�ܵ�ԇ�l�����ƣ����LJ���һЩ�W�������ó����c���C�����ٺ����Ƃ�Ӡ�ͺϲ��Ϲ�ˇ�͙C���M�����о��������ϲ���W���������Ȍ��������ٺ��ӵĺ��әC���M�����о����_����Al/Alͬ�N���ٺ�Ti/Al���N���ٵ���ѵĺ��ӹ�ˇ�������������ӹ�ˇ�����ӽ����Լ����W���ܵ�Ӱ��M�������P�Ĝyԇ���ϲ���W�ď��x��ͨ�^�������ٺ��ӿ��ٳ��η��������w��������(FBG)����������6061�X���w���Ƃ�����ٻ����ͺϲ��ϣ���������Ԕ���ij������ٺ����Ƃ�ͺϲ��ϵIJ���ģ�͡�Ħ��ģ�ͼ�����ضȈ���ģ�͡�
3 ���ȳ������������b��
�mȻ�҇����ڳ����������켼�g���о����^�����������ښW���Ȱl�_�����L���ԁ��ļ��g���i�������dz����Q�������ʲ���ļ��gƿ�i�L�ßo��ͻ�ƣ����^��Щ���S���������Ӽ��g���õ����ӏV�������ȎҾ��������аl���쳬���Q�����Ĺ�˾�oՓ�ڼ��g��߀���OӋ���������϶�ȡ���˘O����Mչ���p�Q������-�죨push-pull�����g���L�������^���P�I��������ɿ��ԵČ��F��ʹ���OӋ��������������������������b��ɞ���ܣ��W���Ȱl�_����ʮ����ļ��g���i�S�����ơ��S���҇�������������M��������a�I�İlչ��������Ժ�����ߵ�ԺУ���о��C��Ҳ�_ʼͶ��O��Ŀ����������҇��ij����������켼�g���о��͑���ǰ������V韡������I���̴�W�ѽ������ˇ��ȵ�һ�_���г������������������b�䣬���_չ��һϵ�г����������켼�g�I����о����mȻԓ�b��ļ��gˮƽ�H�ஔ�������ĵ�һ���aƷ����ԓ�b������B�m�Ӡ�ͺϲ��Ϲ̽Y�����������Q�����������_9kW���ε��ι̽Y�����_��25mm����������X���~�����P䓵Ƚ��ٯB�ӏͺϲ��ϡ��w�S�������ٌӠ�ͺϲ��ϡ��w�S�����A�Ǝ��ĵȵ����죬�Լ��Á��_չ����ԭ�ӔUɢ������̽Y���ΙC�����о��������S���������������켼�g�о��IJ������룬�҇�������������߶��b��Ľ��켰�����켼�g�������ڶ��ڃȕ����^��İlչ�� �܉��Mһ���ؿsС�c����l�_���ҵIJ�ࡣ
![]() �Y���Z
�Y���Z
��ǰ���������켼�g�ѽ����аl�D��a�I�����ã����ֻ��������켼�g�ڸ��Π���s�ȡ��߹����s�ȡ��ͳɱ����p������������췽��l�]��������ã����J���ǬF������I��һ�ι��I������������߹��ܡ������ܲ������ֱ�����췽��lչ�������������켼�g��һ�N�������������켼�g�����T�༼�g���c���������AҊ���ڶ����I����кܴ�İlչǰ��������Ŀǰ���ԣ������������켼�g߀����һЩ���㣬��Ŀǰ�ij�������ֻ�܌����С��0.4mm���X���M�п��ٳ��Σ�����⁺Ͻ�Ɍ�ʩ�̽Y�ĺ�Ȅt��С���@����� �������̽Y���g�������^���Ⱥ��^�ߏ��Ƚ��ٰ�ĕr����Ҫ����� �߳����Q������ݔ�����ʣ��@�o���dϵ�y�W�OӋ�����쎧��һϵ���y�Խ�Q�Ć��}�����ԣ�����،������������켼�g�Ĺ�ˇ�m�÷����ͼӹ��������M���ȴ�͏��ȸ߽��ٰ�ĵ�����������Ŀǰ�������о��ğ��c��
�����������켼�g��ԭ���^������ij������ٺ��ӵĻ��A�Ͻ��^����lչ���ڼ��g��ͻ���ˌ����ٲ��Ϻ��ӑ����к��^���Ⱥ͓Q�������ʵ����ƣ������܉�̽Y��ߴ��B�m���ϵ����������������������y���췽����Ƿȱ�Ŀ��پ��������������mȻĿǰ�����������켼�g߀���������N�������������췽�����ƣ��������䪚�صĵ͜ؿ��١��Gɫ�h���ļ��g���c�������AҊ��δ���܉����ںܶ��I������͏��s���ڰ���㲿�����B�m�w�S�p�����A�Ǝ��ġ�������ĭ��C�Aо��ġ����ͺϲ����c�Y�����ͺϲ��ϯB��늘O�ȵĿ��ٳ��κ����졣�������ٹ̽Y�������켼�g�،��ɞ�F�����M���켼�g��һ������ȡ���ķ�֧��
�īI��Դ��
���i,���w�w,��۫,��. ���ٳ����������켼�g�İlչ[J]. �������켼�g,2016(12):49-55.
DOI:10.16080/j.issn1671-833x.2016.12.049.
(؟�ξ���admin)

 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O3D��ӡ����
���m��˾���_�O3D��ӡ����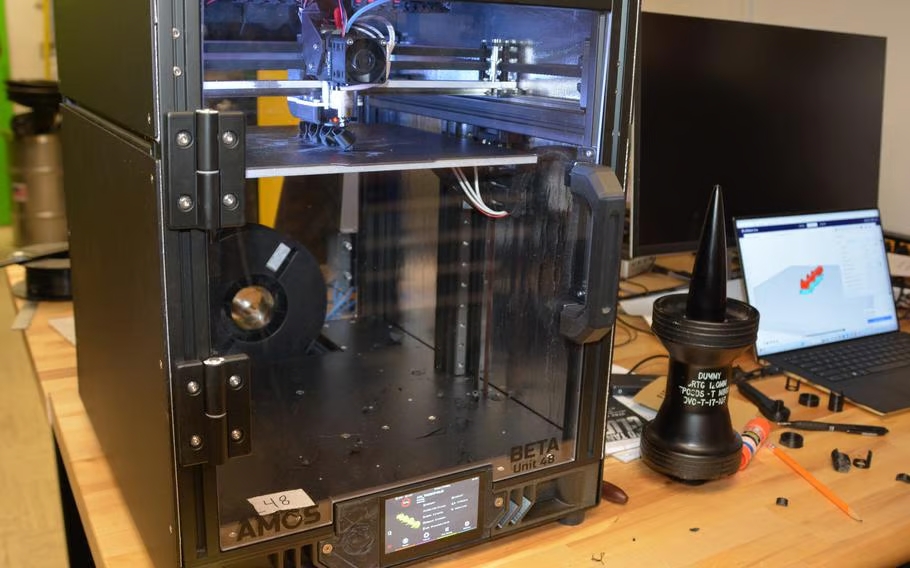 Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W�����d��У��
��˹���Ǵ�W�����d��У��- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW�����gͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l�Fͨ�^3D��ӡ�������ĺ�ȃ���
- ��Fabric8Labs�cAEWIN������������늻��W
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W��������- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g����������ٹ����е���
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


