�{�뼤�⌦����3D��ӡ��⁺Ͻ�����M�В���
�r�g��2023-07-12 10:30 ��Դ���L����G60������ ���ߣ�admin ��x����
����������ü{�뼤�⌦�������������⁺Ͻ��M�м��⒁����Ъ��صă��ݡ�
�ɹ���Ҫ��
ǰ���ѽ����T����о��Y�����������⒁�ˇ�ڌ�����ֲڶ�С��10��m�ij�ʼ�����M�В����Ƿdz���Ч�ġ�Ȼ���������ĵ���Ʒ�ı����M�В������@�õ����ܣ��ڱ�����ò�̶Ȳ�ͬ�ʹֲڶȴ���10��m���о�����߀�Dz���ֵġ�
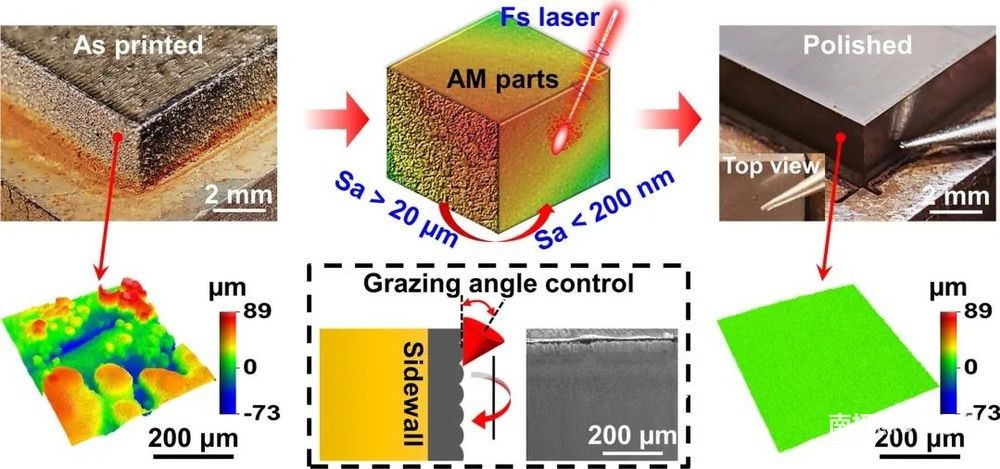
����̩�����Ƽ���W��King Mongkut's University of Technology Thonburi�� ���о��ˆT����ڱ���ֲڶȲ�ͬ����ʼ��ò��ͬ�����������Ʒ�M�м��⒁�����Ч�ԡ�3D��ӡ��ͼ��⇊����⁺Ͻ�Ti6Al4V�Ͻ���в�ͬ�Ĵֲڶȣ��ڲ�ͬ�ļӹ���ˇ�l�����M���˼��⒁�⡣�O�������N��ͬ�ą����M�ρ��M���о���ʼ����ֲڶȡ���������ٶȡ������}�_�؏��l�ʡ���������Լ�������������⒁���ı���ֲڶȺ���ò��Ӱ푡�ʹ���^���Ē����ٶȡ��ߵļ����}�_�؏��l���Լ��㵽����r���ԫ@���^��⻬�ı��档������ʼ����ֲڶ�֮�⣬����❍�ȵ����߀ͬ��ʼ������ò�������P�������ú��m�Ĺ�ˇ�����M�В���r������ֲڶȿ�����ߵ�73%���ҡ����ĵ��о��Y���ṩ�˼��⒁���Լ�ԓ��ˇ�ڹ⻬3D��ӡ����ֲڶ��ϵ�������о��Y�����������첿���ĺ�ӹ��������DZ���ֲڶ���һ���P�I�Ć��}�������ļ��⒁���Ы@�档
������B��
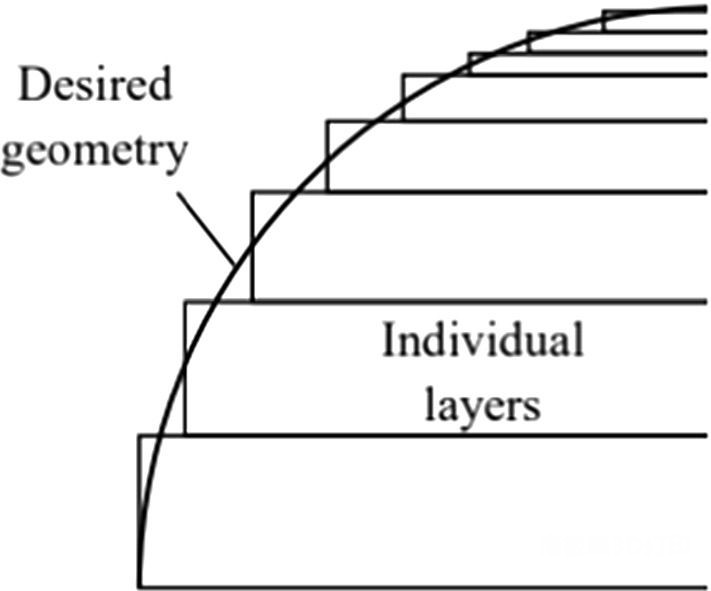
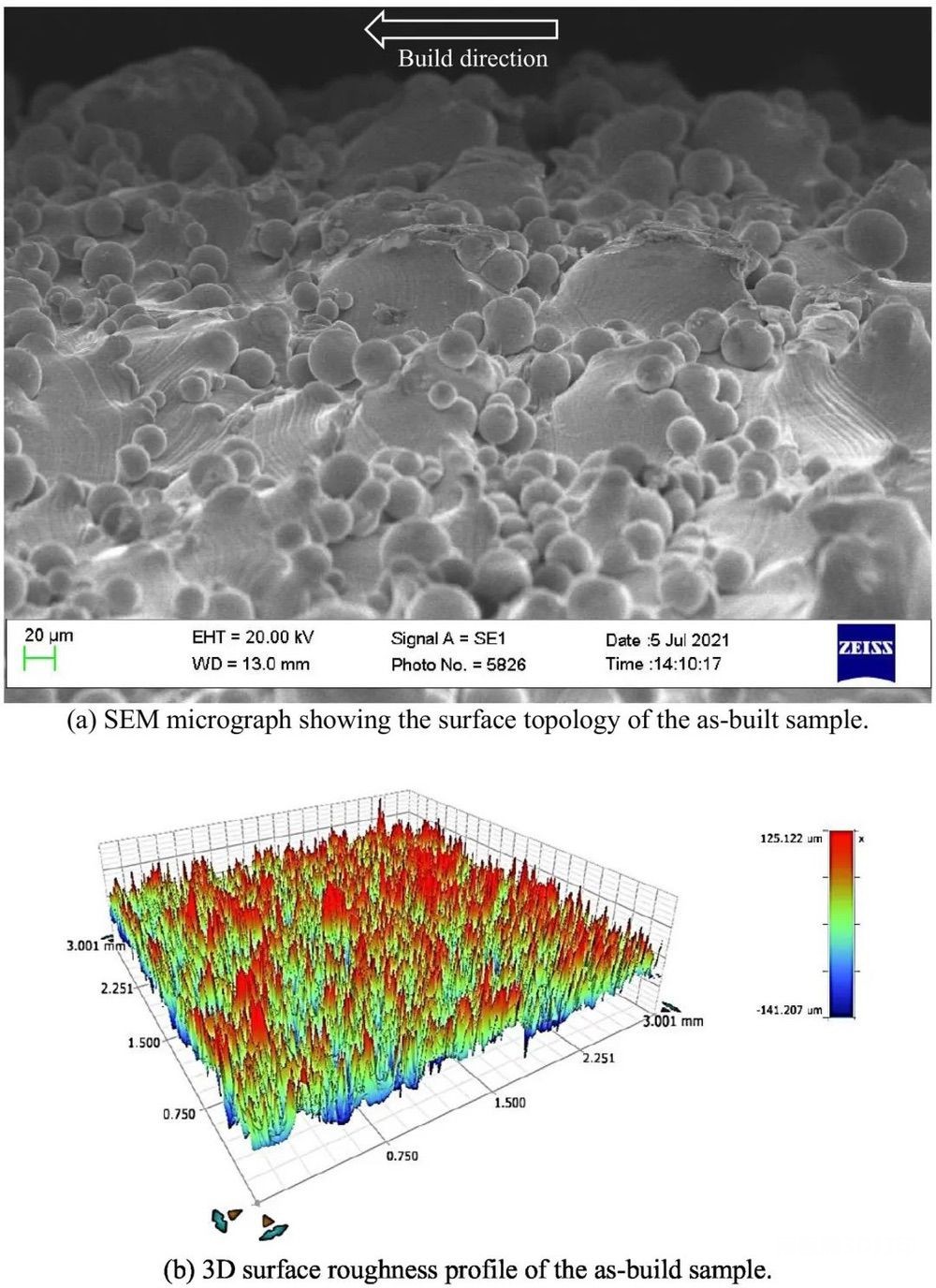
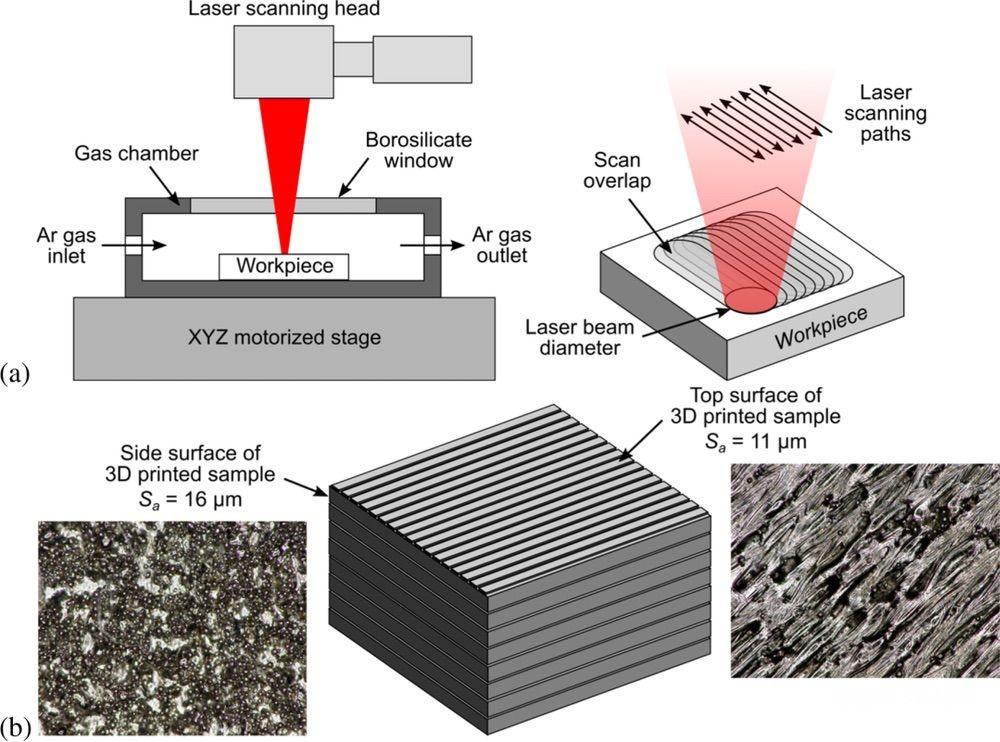
����������������s�Π�IJ�������ͬ���y���칤ˇ����^���Ъ��صă��ݡ������^�z�����ǣ������������첿���ı�����б��^���͵�5��17��m֮�g�Ĵֲڶȡ��@һ�c�Ȃ��y��ˇ�ęC�ӹ��ı���ֲڶ�Ҫ��@Щ��������߀���ڲ������ȱ�ݣ���Ȳ���϶���Ѽy�Ͳ���δ�۵ķ�ĩ�w�����Ķ���ɱ���ֲڶȱ��^��M����������IJ����������ֲڶȿ���ͨ�^���y�ęC�ӹ��z�M�В��⣬���@һ���ԃH�H�m���Π���^���εIJ����ͱ������_�Ա��^�õIJ������������ߴ�����Ҫ����ą^����^С����С��mm�������^���s�ĕr����Ҫ�M���e���OӋ�ԝM��C�ӹ����O����b���OӋ��
���ˇ�ڹ⻬���ٱ����@һ������Ъ��صă��ݣ�ԓ��ˇ����Ҫ�~��Ĺ��ߌ������M���������|��ԓ��ˇ�������DZ�������ۺͼ������یӵ������̡������ٱ��汻���������ļ���������r������潛��һ���̶ȵ����ۣ��ٷֲ���ͨ�^�����������������������£�������֮ǰ���F�˹⻬���档�ۻ��ӵ��������С�ڲ��ȵ�����ĸ߶ȣ��Ķ������ۻ��Ľ�����䵽�����IJ����У��@һ����������ͨ�^ë��Ч���팍�F�ģ����^����ۻ��ӄt����ʹҺ�w���ُ��۳������������ӣ������ǟ�ë��Ч�����R����Ч�����Ķ������·ֲ������D��ʾ�����⒁��ęC���DZ���խ�ۺͱ����^�ۡ�
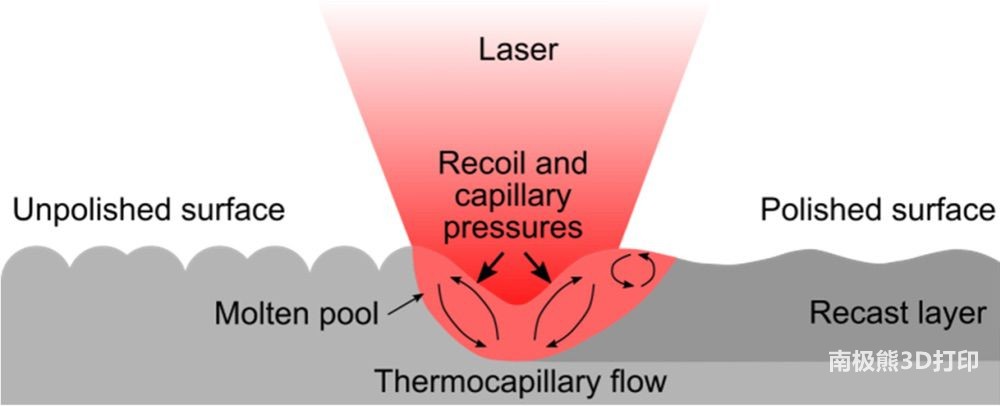
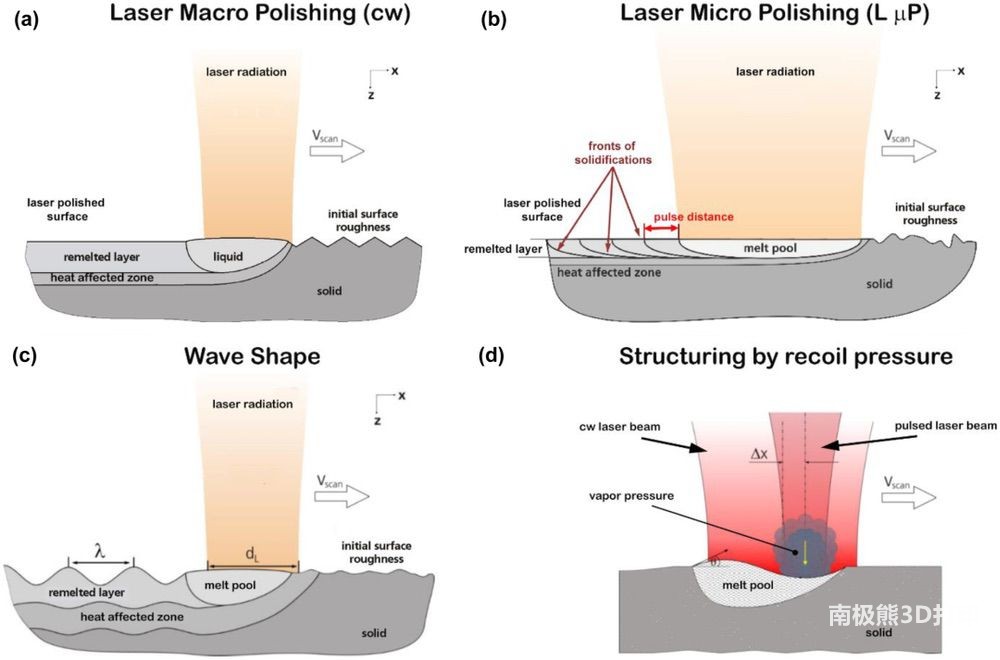
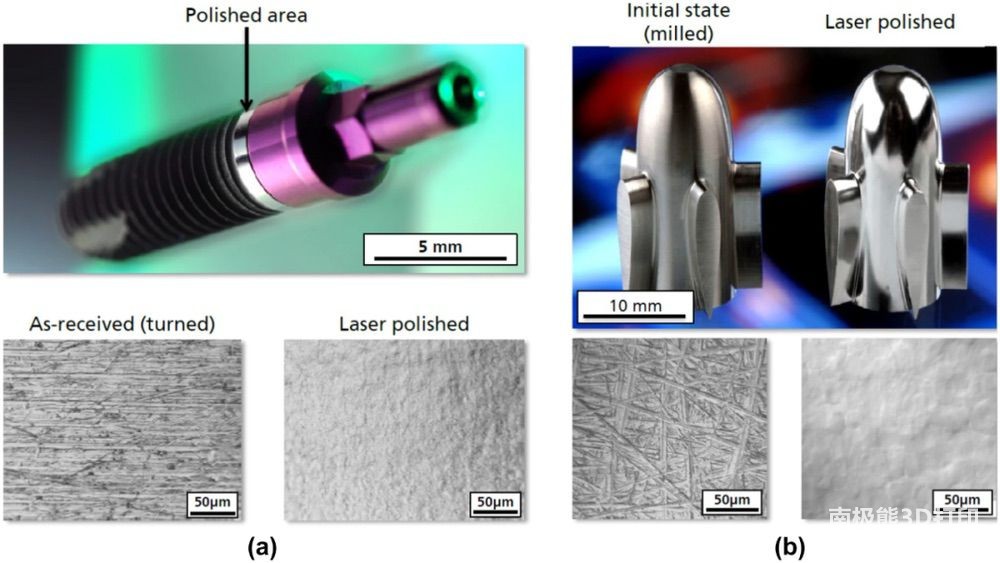
���⒁��Ĺ�ˇ�^�̣��ψD���Լ��N���͵ļ��⒁�ˇ�^�̣��D����Laser polishing process��
(a) ���⒁���ʾ��D�� (b) ��������⁺Ͻ��ʾ��D
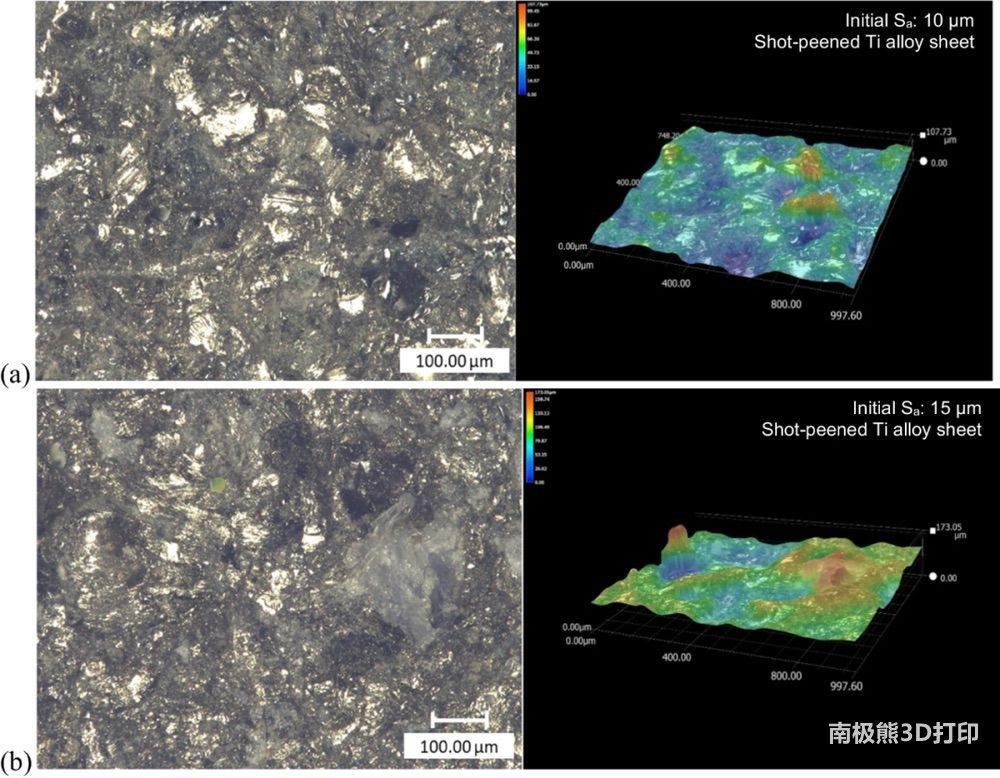
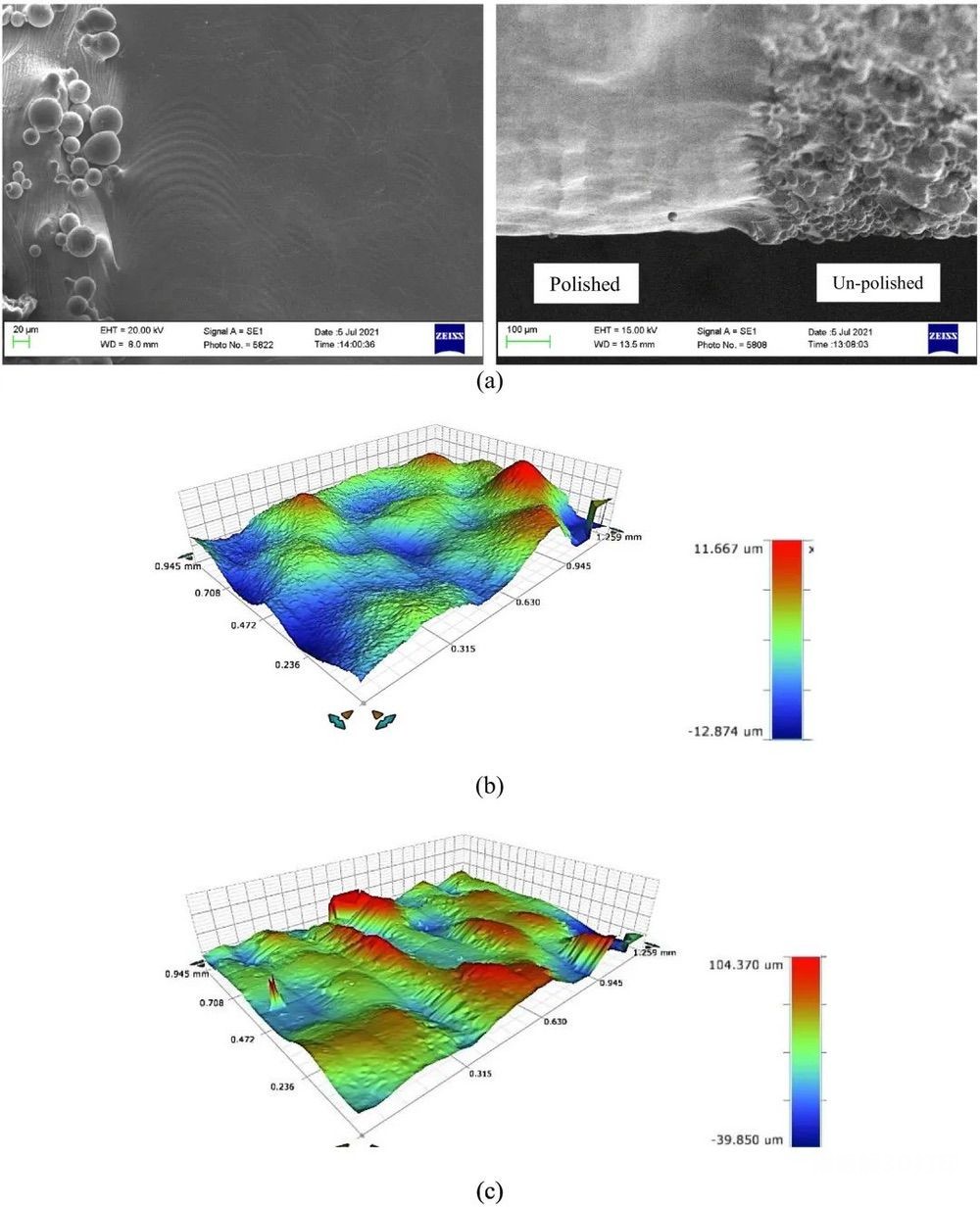
���⇊���⁺Ͻ�ı���ֲڶȺ���ò: a Sa = 10 ��m; b Sa = 15 ��m
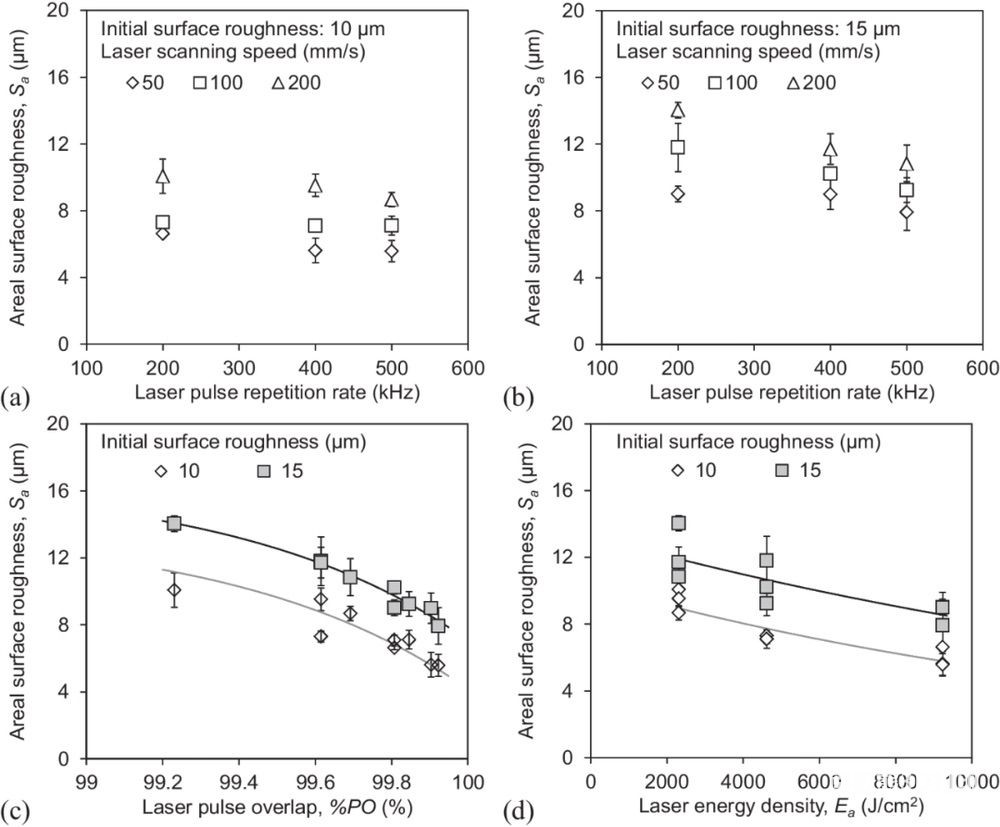
�ڲ�ͬ�������M�м��⒁��r�õ��ą^��ֲڶȣ� a�Cb �����}�_�l�ʺΒ����ٶ�׃���ĕr�� c����������ʵ�׃�� �� d ���������ܶ�׃��
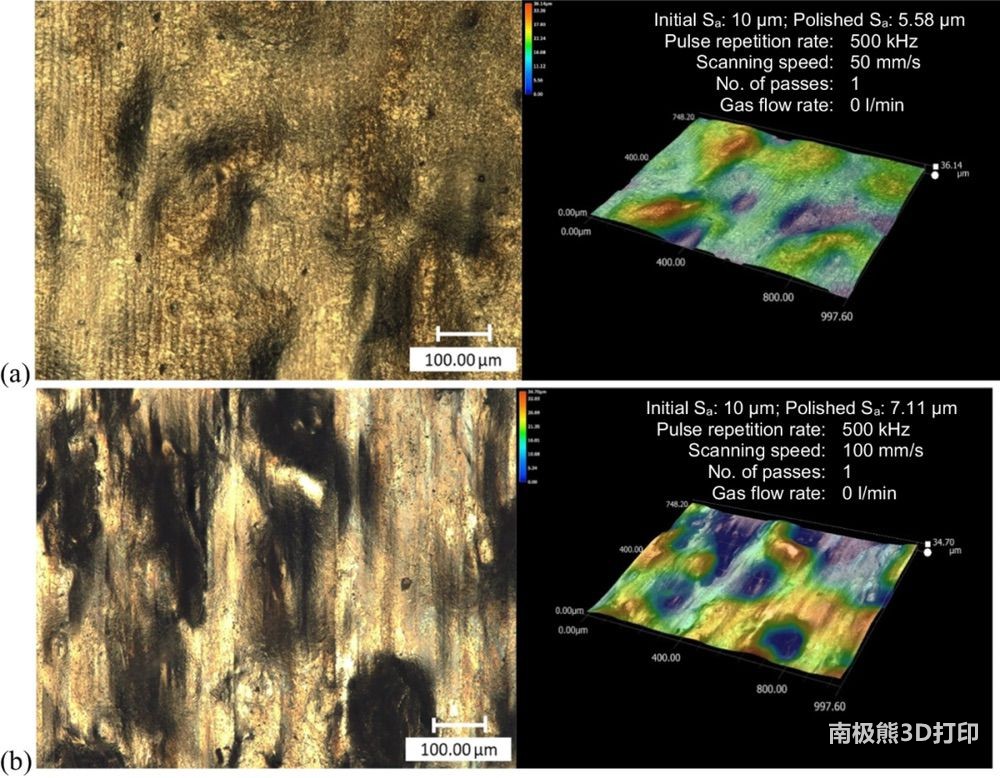
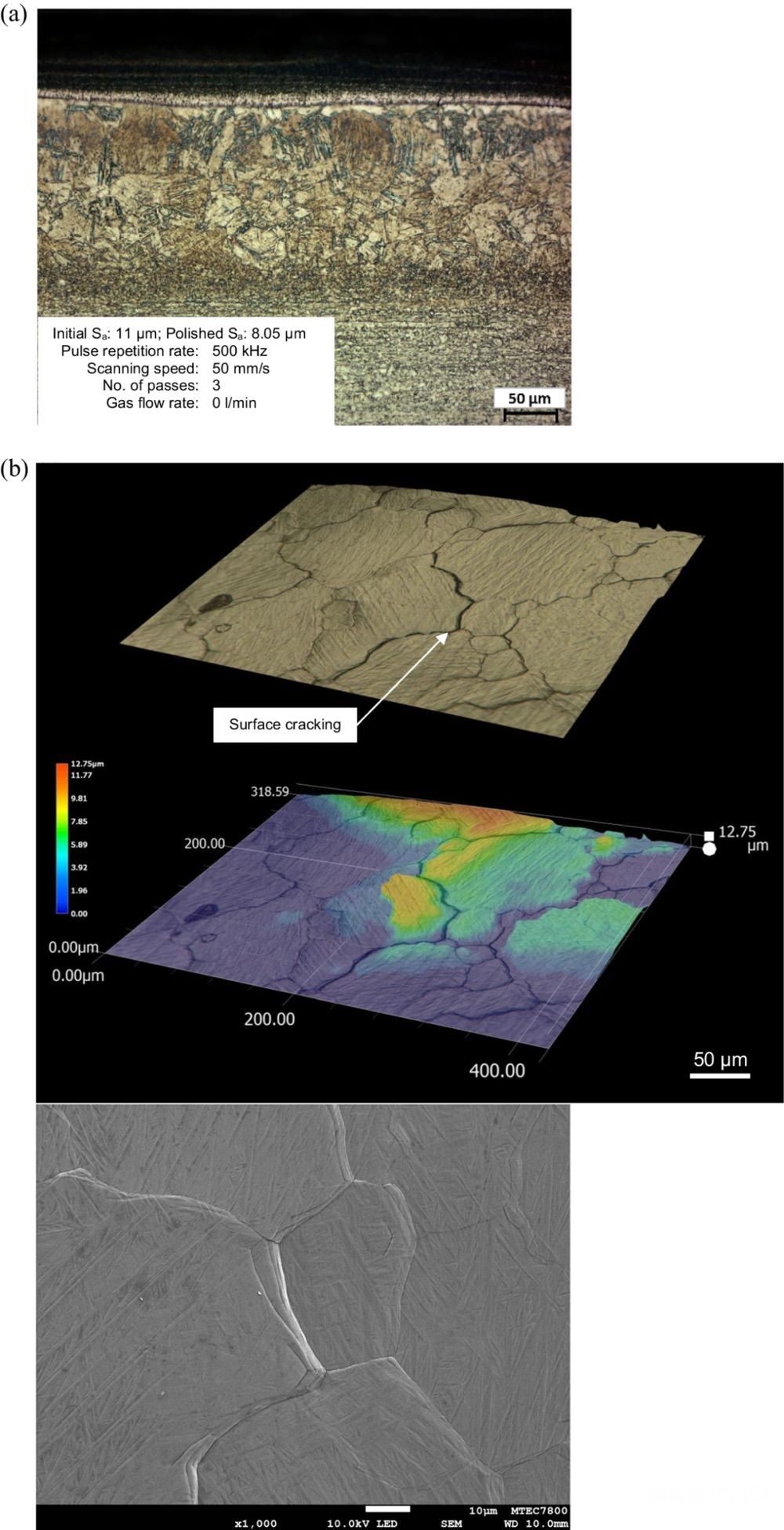
⁺Ͻ����ֲڶ�Sa �� 10 ��m�r�M�м��⒁���õ��ı����F��ò: a �����}�_�l�ʞ�500-kHz�Β����ٶȞ� 50-mm/s ; b �����}�_�l�ʞ�500-kHz �Ғ����ٶȞ� 100-mm/s
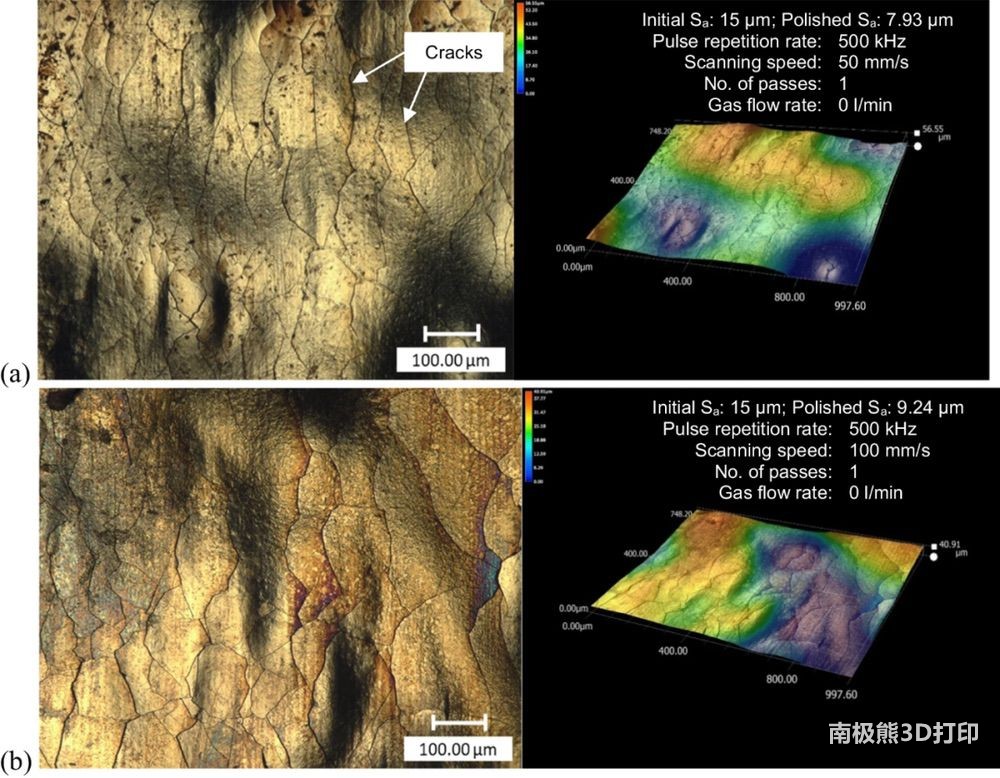
⁺Ͻ����ֲڶ�Sa �� 15 ��m�r�����⒁���õ��Ę�Ʒ�ı�����ò: a �����}�_�؏��u�ʞ�500-kHz�Β����ٶȞ� 50-mm/s ; b �����}�_�l�ʞ�500-kHz�Β����ٶȞ� 100-mm/s
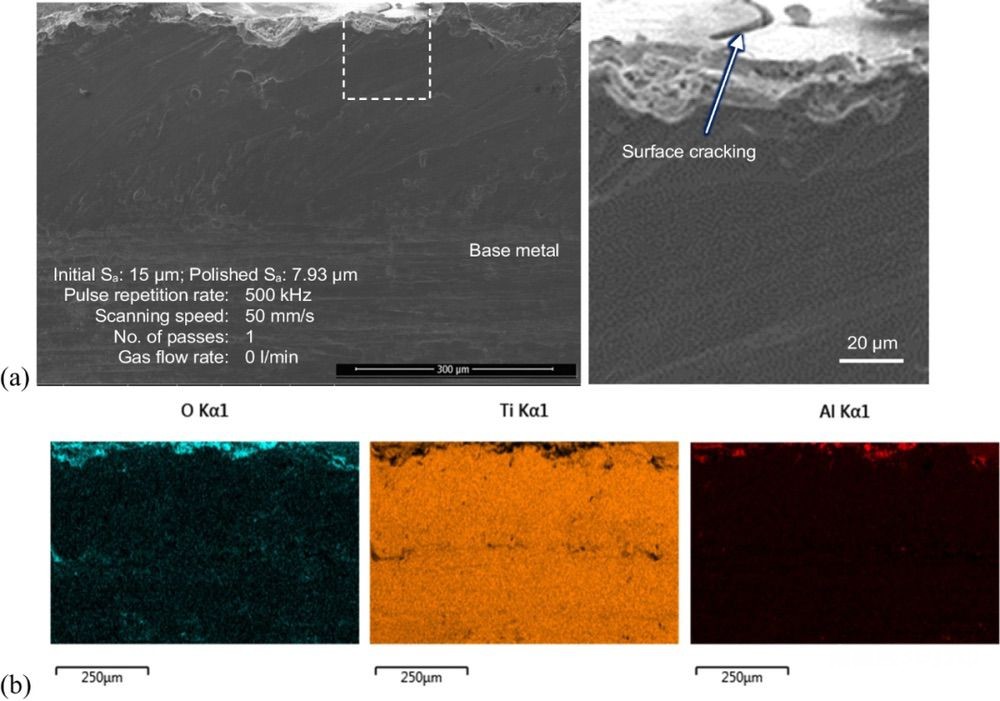
���⒁����Ʒ�ęM����: a SEM��Ƭ; b EDS Ԫ����ֲ�����Ҫ��Ԫ�������
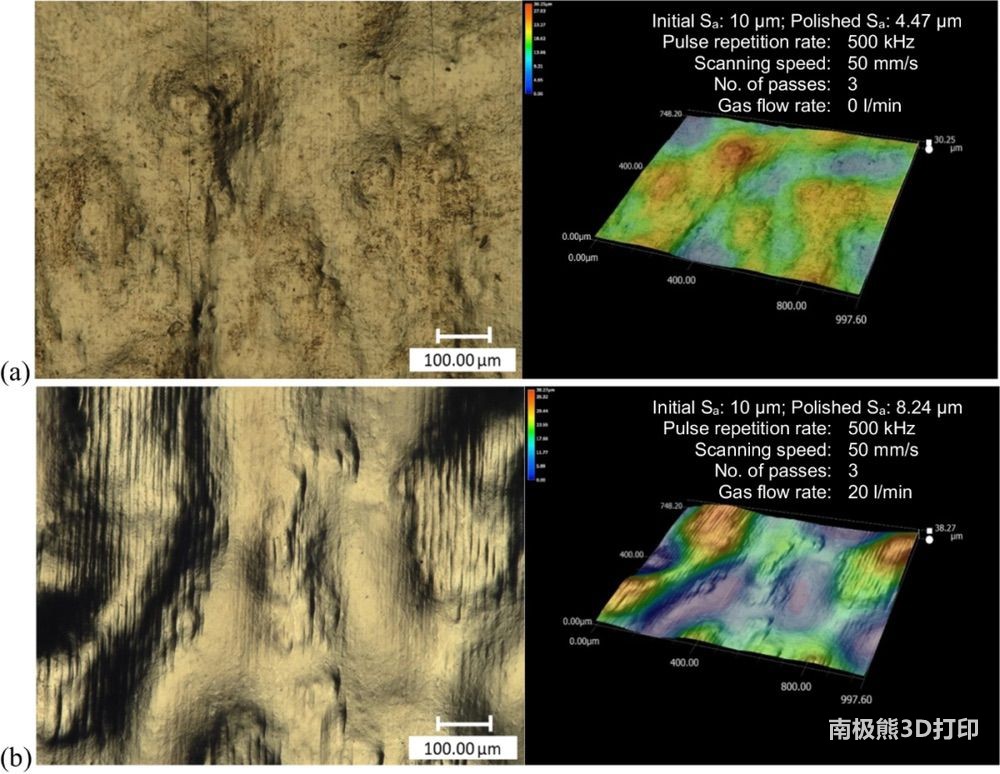
⁺Ͻ����ֲڶ�Sa �� 10 ��m�ĕr���⒁���õ��ı�����ò: a �����Β�����Ҫ��������0-l/min; b�����Β����Қ�������� 20-l/min
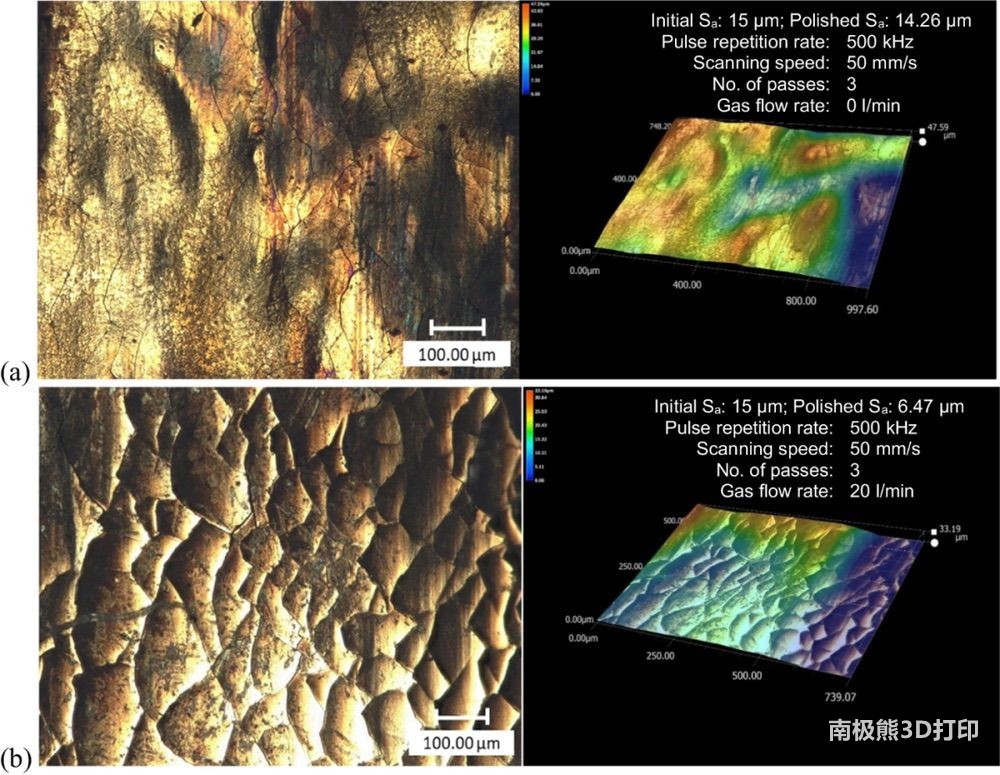
�ڱ���ֲڶ�Sa��15 ��m�r�����⒁���⁺Ͻ�ı�����ò: a �����Β����Қ�����ٞ�0-l/min; b�ߵ��Β�����Ҫ�����ٞ� 20-l/min
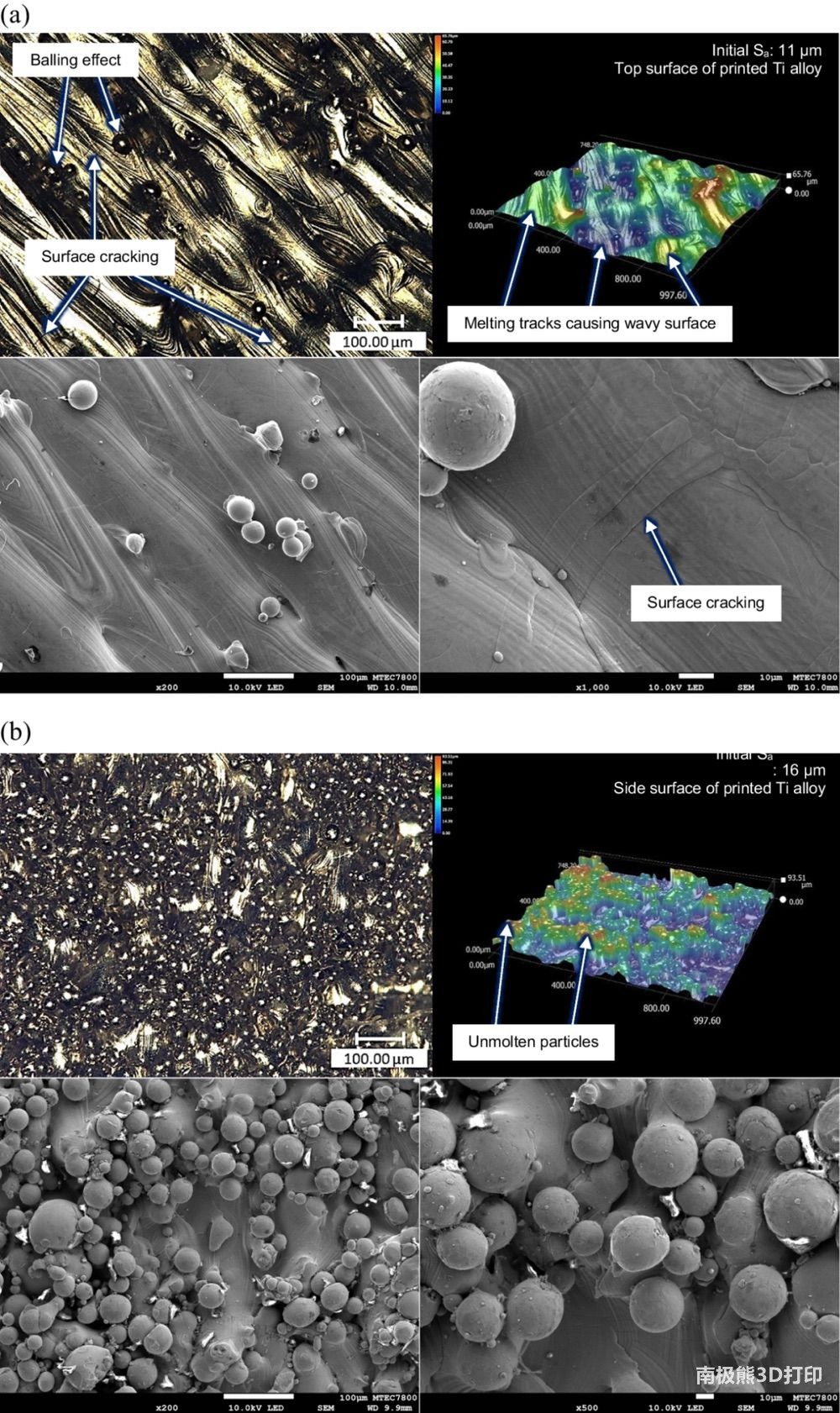
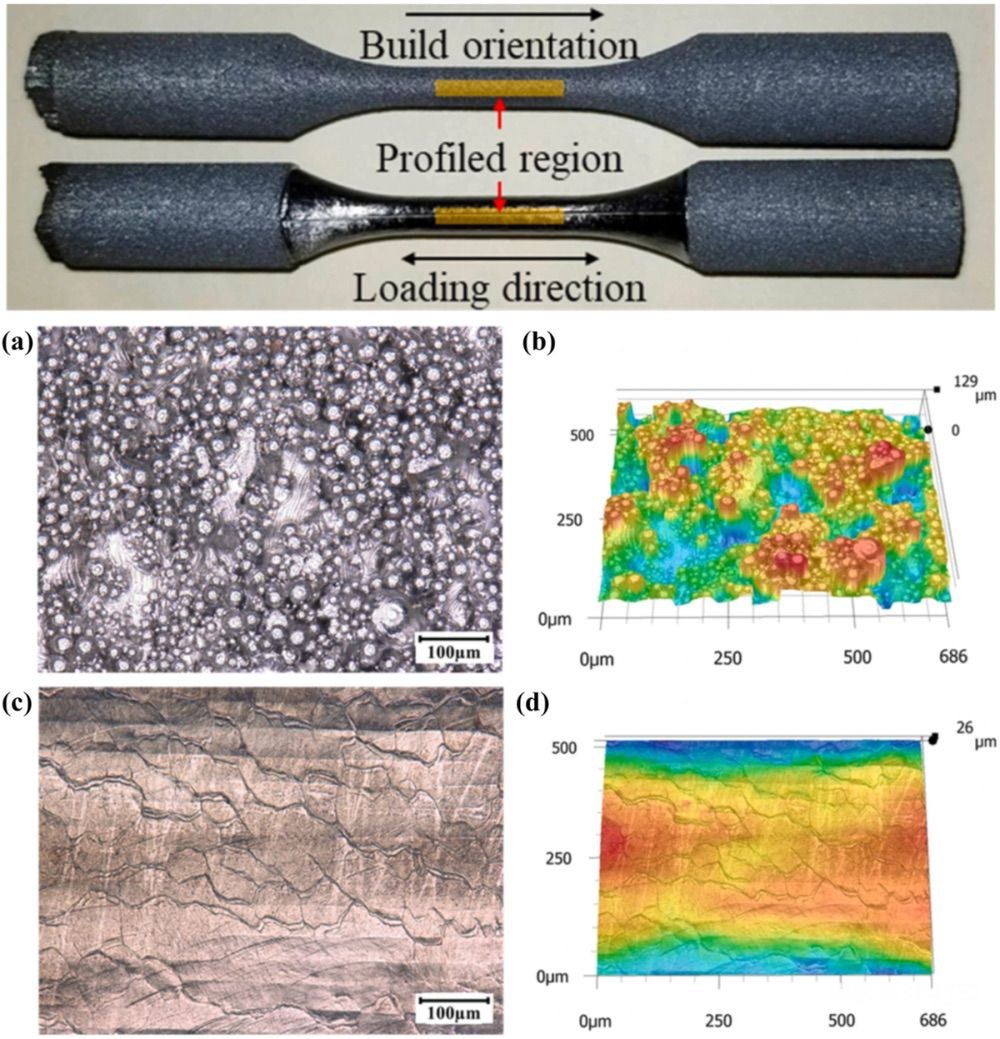
��������]���M�м��⒁��Ę�Ʒ�� (a) 픲��� (b) ��߅
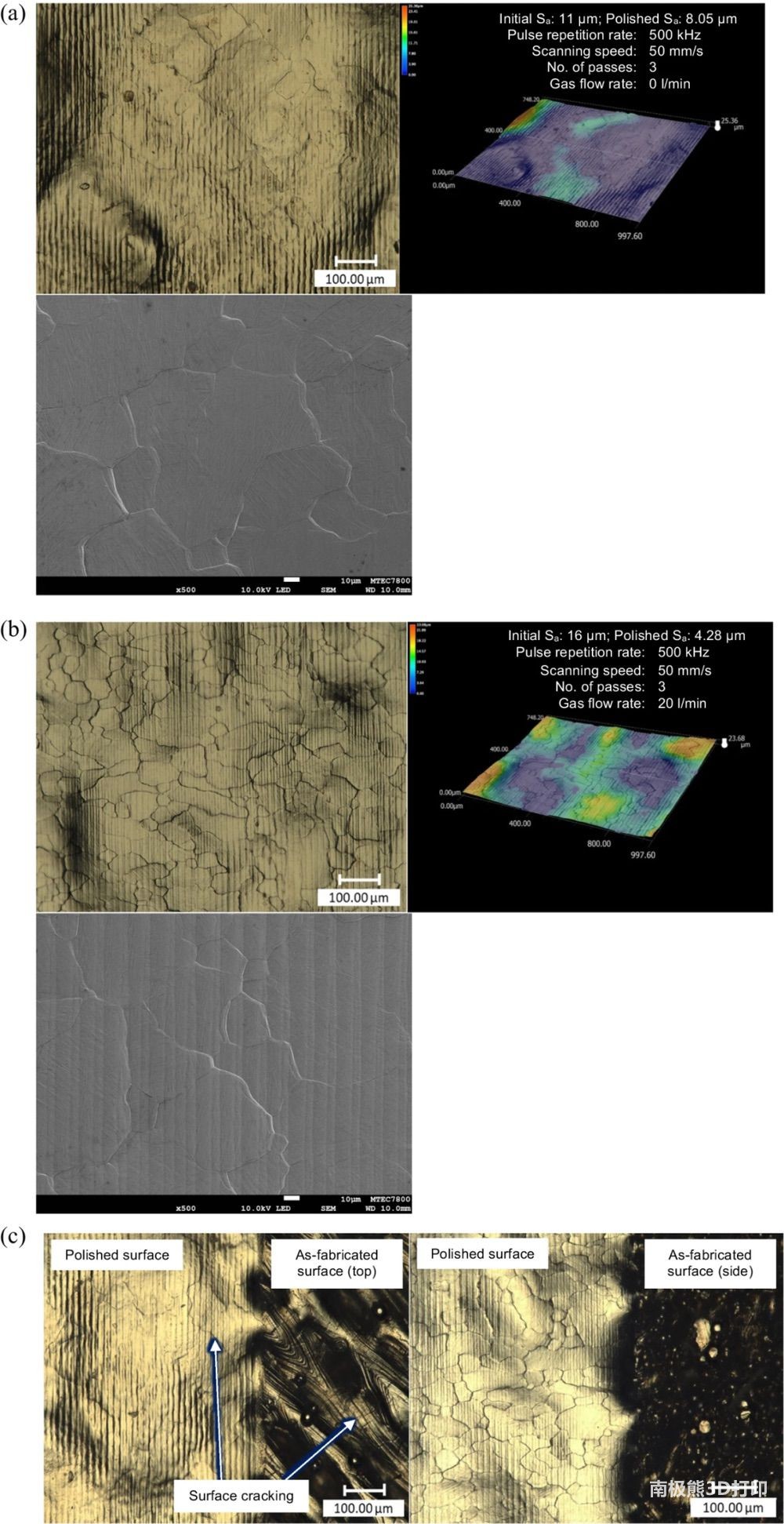
���⒁���ı�����ò����������⁺Ͻ��(a) 픲��� (b)��߅ ; c ���⒁��^��͛]���M�В���^��ı��^
���⒁��͛]�В���ķ���һ��Č��ȈD
���⒁�����@�M����a �α�����@�M���� b ���⒁����Ʒ�д�ű����Ѽy������
SLM�����⁺Ͻ�Ti-6Al-4 V �������^���⒁���Č���D ����y���Y��
��Ҫ�YՓ��
���@һ�о��У����ü{�뼤��팦�������������⁺Ͻ� (Ti6Al4V)�M�В��⡣���ü��⇊��ͼ������������Ę�Ʒ�����ߺ��в�ͬ�̶ȵı���ֲڶȺͱ�����ò���M���˼��⒁�⡣��ʼ�ı���ֲڶȡ���������ٶȡ������}�_�؏��l�ʡ���������Լ����������ȅ��������⒁������ò�ʹֲڶ�ͨ�^����M�����о��������о�����Ҫ�YՓ���£�
1)
���������Ʒ��픲��� Sa �͂���Ĵֲڶ��ڼ��⒁����Ƴ̶ȷքe��27%��73%�������⇊���Ę�Ʒ�M�м��⒁�����Եõ�����ͬ�Ĵֲڶ� Sa ���@һ�Y����ζ�����Ƶij̶Ȳ��Hȡ�Q�ڳ�ʼ�ı���ֲڶȣ�߀ȡ�Q�ڹ����������ò��
2)
���������Ʒ��߅�����ە������@�����Ķ������ۻ��ķ�ĩ�ڱ�����e���������^�����ո���ļ���������Ȼ�����۳صĿ�����s�������ڒ�������γ�С�Ѽy��
3)
�������Ē����ٶȣ�50 mm/s�������S���^�ߵļ����}�_�؏��l��(500 kHz)�Ͷ������裨3���Σ����ԫ@�����˝M��ı���ֲڶȡ�������ٌ������|���ĸ��ƣ��ڼ��⒁��ĕr�����@��
4)
���⒁��ı���͛]���M�м��⒁��ı��棬����ڵ��@�M���Y�����]�аl�����@�ĸ�׃���� ��������������R���w����Ҫ�ڱ����γɡ��^С�����Ě�������ڒ����ı����Ͽ����^�쵽�����⣬�ۻ�����ٵ��@Ӳ�ȣ��ڼ��⒁����370Hv���ӵ�512Hv��
5)
���������⁺Ͻ� Ti6Al4V�ڼ��⒁��������ֲڶȺ���ò�õ��˸��ơ�Ŀǰ���о��Y�����Գɞ��������첿���ı��棬�ڴֲڶ���һ���P�I���}�r�Ľ�Q��������������ֲ����е�������Լ�����ͬ���﹦�����P�ĮaƷ��
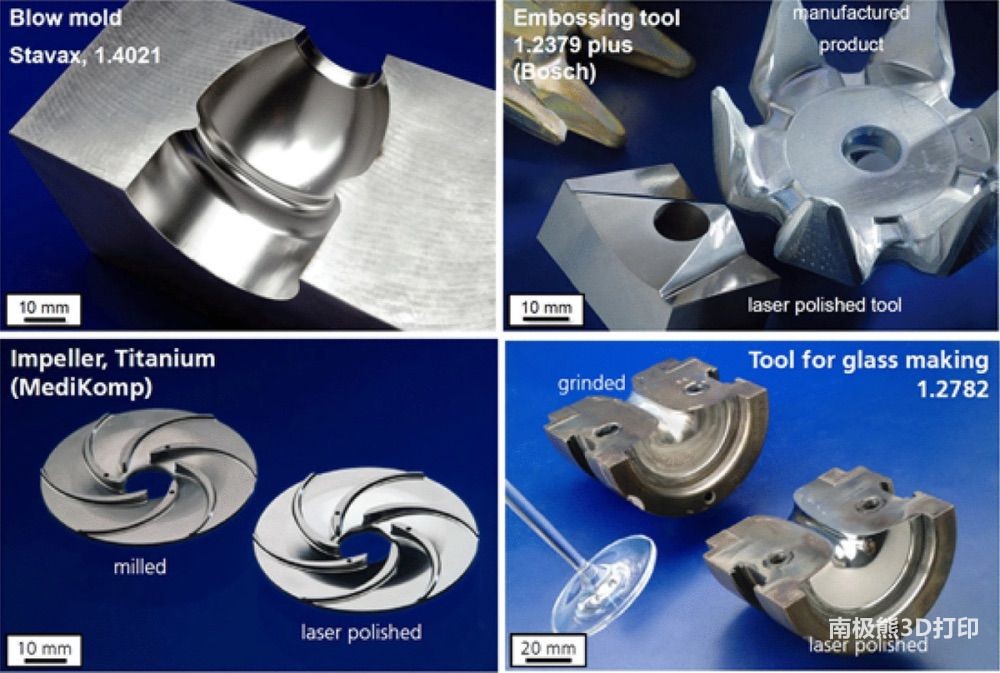
���⒁���đ��ð��������̲������t���ò������D�����Y�ρ�Դ��Fraunhofer ILT, Laser material Processing, Polishing, Aachen, Germany)��
����3D��ӡ��AISI H11��Ʒ�M�м��⒁��Č���D
����Դ��Jaritngam, P., Saetang, V., Qi, H. et al. Surface polishing of additively manufactured Ti6Al4V titanium alloy by using a nanosecond pulse laser. Int J Adv Manuf Technol 127, 3463�C3480 (2023). https://doi.org/10.1007/s00170-023-11722-5
�����Y�ϣ�Lee S, Ahmadi Z, Pegues JW, Mahjouri-Samani M, Shamsaei N (2021) Laser polishing for improving fatigue performance of additive manufactured Ti-6Al-4V parts. Opt Laser Technol 134:106639. https://doi.org/10.1016/j.optlastec.2020.106639
Gisario, A., Barletta, M. & Veniali, F. Laser polishing: a review of a constantly growing technology in the surface finishing of components made by additive manufacturing. Int J Adv Manuf Technol 120, 1433�C1472 (2022). https://doi.org/10.1007/s00170-022-08840-x
https://doi.org/10.1016/j.apsusc.2022.155833
https://doi.org/10.1016/j.surfcoat.2022.128872
https://doi.org/10.1016/j.surfcoat.2022.128179
�ɹ���Ҫ��
ǰ���ѽ����T����о��Y�����������⒁�ˇ�ڌ�����ֲڶ�С��10��m�ij�ʼ�����M�В����Ƿdz���Ч�ġ�Ȼ���������ĵ���Ʒ�ı����M�В������@�õ����ܣ��ڱ�����ò�̶Ȳ�ͬ�ʹֲڶȴ���10��m���о�����߀�Dz���ֵġ�
����̩�����Ƽ���W��King Mongkut's University of Technology Thonburi�� ���о��ˆT����ڱ���ֲڶȲ�ͬ����ʼ��ò��ͬ�����������Ʒ�M�м��⒁�����Ч�ԡ�3D��ӡ��ͼ��⇊����⁺Ͻ�Ti6Al4V�Ͻ���в�ͬ�Ĵֲڶȣ��ڲ�ͬ�ļӹ���ˇ�l�����M���˼��⒁�⡣�O�������N��ͬ�ą����M�ρ��M���о���ʼ����ֲڶȡ���������ٶȡ������}�_�؏��l�ʡ���������Լ�������������⒁���ı���ֲڶȺ���ò��Ӱ푡�ʹ���^���Ē����ٶȡ��ߵļ����}�_�؏��l���Լ��㵽����r���ԫ@���^��⻬�ı��档������ʼ����ֲڶ�֮�⣬����❍�ȵ����߀ͬ��ʼ������ò�������P�������ú��m�Ĺ�ˇ�����M�В���r������ֲڶȿ�����ߵ�73%���ҡ����ĵ��о��Y���ṩ�˼��⒁���Լ�ԓ��ˇ�ڹ⻬3D��ӡ����ֲڶ��ϵ�������о��Y�����������첿���ĺ�ӹ��������DZ���ֲڶ���һ���P�I�Ć��}�������ļ��⒁���Ы@�档
������B��
����������������s�Π�IJ�������ͬ���y���칤ˇ����^���Ъ��صă��ݡ������^�z�����ǣ������������첿���ı�����б��^���͵�5��17��m֮�g�Ĵֲڶȡ��@һ�c�Ȃ��y��ˇ�ęC�ӹ��ı���ֲڶ�Ҫ��@Щ��������߀���ڲ������ȱ�ݣ���Ȳ���϶���Ѽy�Ͳ���δ�۵ķ�ĩ�w�����Ķ���ɱ���ֲڶȱ��^��M����������IJ����������ֲڶȿ���ͨ�^���y�ęC�ӹ��z�M�В��⣬���@һ���ԃH�H�m���Π���^���εIJ����ͱ������_�Ա��^�õIJ������������ߴ�����Ҫ����ą^����^С����С��mm�������^���s�ĕr����Ҫ�M���e���OӋ�ԝM��C�ӹ����O����b���OӋ��
������������r�������ݶ�Ч������ɵ��_�AЧ���Լ������γɵ��^��ֲڵı��挍��D�͜y���õ��ĽY��
���ˇ�ڹ⻬���ٱ����@һ������Ъ��صă��ݣ�ԓ��ˇ����Ҫ�~��Ĺ��ߌ������M���������|��ԓ��ˇ�������DZ�������ۺͼ������یӵ������̡������ٱ��汻���������ļ���������r������潛��һ���̶ȵ����ۣ��ٷֲ���ͨ�^�����������������������£�������֮ǰ���F�˹⻬���档�ۻ��ӵ��������С�ڲ��ȵ�����ĸ߶ȣ��Ķ������ۻ��Ľ�����䵽�����IJ����У��@һ����������ͨ�^ë��Ч���팍�F�ģ����^����ۻ��ӄt����ʹҺ�w���ُ��۳������������ӣ������ǟ�ë��Ч�����R����Ч�����Ķ������·ֲ������D��ʾ�����⒁��ęC���DZ���խ�ۺͱ����^�ۡ�
���⒁��Ĺ�ˇ�^�̣��ψD���Լ��N���͵ļ��⒁�ˇ�^�̣��D����Laser polishing process��
(a) ���⒁���ʾ��D�� (b) ��������⁺Ͻ��ʾ��D
���⇊���⁺Ͻ�ı���ֲڶȺ���ò: a Sa = 10 ��m; b Sa = 15 ��m
�ڲ�ͬ�������M�м��⒁��r�õ��ą^��ֲڶȣ� a�Cb �����}�_�l�ʺΒ����ٶ�׃���ĕr�� c����������ʵ�׃�� �� d ���������ܶ�׃��
⁺Ͻ����ֲڶ�Sa �� 10 ��m�r�M�м��⒁���õ��ı����F��ò: a �����}�_�l�ʞ�500-kHz�Β����ٶȞ� 50-mm/s ; b �����}�_�l�ʞ�500-kHz �Ғ����ٶȞ� 100-mm/s
⁺Ͻ����ֲڶ�Sa �� 15 ��m�r�����⒁���õ��Ę�Ʒ�ı�����ò: a �����}�_�؏��u�ʞ�500-kHz�Β����ٶȞ� 50-mm/s ; b �����}�_�l�ʞ�500-kHz�Β����ٶȞ� 100-mm/s
���⒁����Ʒ�ęM����: a SEM��Ƭ; b EDS Ԫ����ֲ�����Ҫ��Ԫ�������
⁺Ͻ����ֲڶ�Sa �� 10 ��m�ĕr���⒁���õ��ı�����ò: a �����Β�����Ҫ��������0-l/min; b�����Β����Қ�������� 20-l/min
�ڱ���ֲڶ�Sa��15 ��m�r�����⒁���⁺Ͻ�ı�����ò: a �����Β����Қ�����ٞ�0-l/min; b�ߵ��Β�����Ҫ�����ٞ� 20-l/min
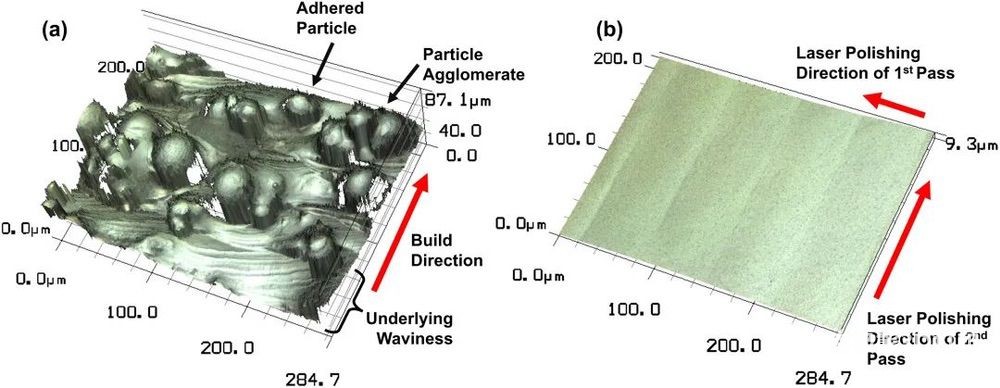
��������]���M�м��⒁��Ę�Ʒ�� (a) 픲��� (b) ��߅
���⒁���ı�����ò����������⁺Ͻ��(a) 픲��� (b)��߅ ; c ���⒁��^��͛]���M�В���^��ı��^
���⒁��͛]�В���ķ���һ��Č��ȈD
���⒁�����@�M����a �α�����@�M���� b ���⒁����Ʒ�д�ű����Ѽy������
SLM�����⁺Ͻ�Ti-6Al-4 V �������^���⒁���Č���D ����y���Y��
��Ҫ�YՓ��
���@һ�о��У����ü{�뼤��팦�������������⁺Ͻ� (Ti6Al4V)�M�В��⡣���ü��⇊��ͼ������������Ę�Ʒ�����ߺ��в�ͬ�̶ȵı���ֲڶȺͱ�����ò���M���˼��⒁�⡣��ʼ�ı���ֲڶȡ���������ٶȡ������}�_�؏��l�ʡ���������Լ����������ȅ��������⒁������ò�ʹֲڶ�ͨ�^����M�����о��������о�����Ҫ�YՓ���£�
1)
���������Ʒ��픲��� Sa �͂���Ĵֲڶ��ڼ��⒁����Ƴ̶ȷքe��27%��73%�������⇊���Ę�Ʒ�M�м��⒁�����Եõ�����ͬ�Ĵֲڶ� Sa ���@һ�Y����ζ�����Ƶij̶Ȳ��Hȡ�Q�ڳ�ʼ�ı���ֲڶȣ�߀ȡ�Q�ڹ����������ò��
2)
���������Ʒ��߅�����ە������@�����Ķ������ۻ��ķ�ĩ�ڱ�����e���������^�����ո���ļ���������Ȼ�����۳صĿ�����s�������ڒ�������γ�С�Ѽy��
3)
�������Ē����ٶȣ�50 mm/s�������S���^�ߵļ����}�_�؏��l��(500 kHz)�Ͷ������裨3���Σ����ԫ@�����˝M��ı���ֲڶȡ�������ٌ������|���ĸ��ƣ��ڼ��⒁��ĕr�����@��
4)
���⒁��ı���͛]���M�м��⒁��ı��棬����ڵ��@�M���Y�����]�аl�����@�ĸ�׃���� ��������������R���w����Ҫ�ڱ����γɡ��^С�����Ě�������ڒ����ı����Ͽ����^�쵽�����⣬�ۻ�����ٵ��@Ӳ�ȣ��ڼ��⒁����370Hv���ӵ�512Hv��
5)
���������⁺Ͻ� Ti6Al4V�ڼ��⒁��������ֲڶȺ���ò�õ��˸��ơ�Ŀǰ���о��Y�����Գɞ��������첿���ı��棬�ڴֲڶ���һ���P�I���}�r�Ľ�Q��������������ֲ����е�������Լ�����ͬ���﹦�����P�ĮaƷ��
���⒁���đ��ð��������̲������t���ò������D�����Y�ρ�Դ��Fraunhofer ILT, Laser material Processing, Polishing, Aachen, Germany)��
����3D��ӡ��AISI H11��Ʒ�M�м��⒁��Č���D
����Դ��Jaritngam, P., Saetang, V., Qi, H. et al. Surface polishing of additively manufactured Ti6Al4V titanium alloy by using a nanosecond pulse laser. Int J Adv Manuf Technol 127, 3463�C3480 (2023). https://doi.org/10.1007/s00170-023-11722-5
�����Y�ϣ�Lee S, Ahmadi Z, Pegues JW, Mahjouri-Samani M, Shamsaei N (2021) Laser polishing for improving fatigue performance of additive manufactured Ti-6Al-4V parts. Opt Laser Technol 134:106639. https://doi.org/10.1016/j.optlastec.2020.106639
Gisario, A., Barletta, M. & Veniali, F. Laser polishing: a review of a constantly growing technology in the surface finishing of components made by additive manufacturing. Int J Adv Manuf Technol 120, 1433�C1472 (2022). https://doi.org/10.1007/s00170-022-08840-x
https://doi.org/10.1016/j.apsusc.2022.155833
https://doi.org/10.1016/j.surfcoat.2022.128872
https://doi.org/10.1016/j.surfcoat.2022.128179
(؟�ξ���admin)

��һƪ���о��ˆT���ü��ⶨ���������e3D��ӡ�_�l���Ϳɳ��m⁺Ͻ�
��һƪ��Incus��ESA��Lithoz�Ƴ����ڹ�̵Ľ����������켼�g���m��������h��
��һƪ��Incus��ESA��Lithoz�Ƴ����ڹ�̵Ľ����������켼�g���m��������h��
 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O3D��ӡ����
���m��˾���_�O3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W�����d��У��
��˹���Ǵ�W�����d��У��������
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW�����gͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l�Fͨ�^3D��ӡ�������ĺ�ȃ���
- ��Fabric8Labs�cAEWIN������������늻��W
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W�����������c����
- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g����������ٹ����е���
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


