�о��ˆT�������ӳ����о�3D��ӡ�ߜغϽ�đ�(y��ng)����׃
�r(sh��)�g��2024-10-07 17:17 ��Դ���ϘO�� ���ߣ�admin ��x����
2024��10��6�գ�����(gu��)��Դ�����Q�������о��ˆT�ѳɹ��������ӳ����g(sh��)�о�ͨ�^���� 3D ��ӡ��������ߜغϽ�đ�(y��ng)��Ч��(y��ng)���@Щ���M(j��n)�����ɸߏ�(qi��ng)�ȡ����͟�Ľ��ٽM�ɣ���(du��)�ڰl(f��)���ʹ�õ����M(j��n)ȼ?x��)�݆�C(j��)�ȘO�ˑ�(y��ng)�����P(gu��n)��Ҫ��
�@�(xi��ng)�о����}�顰Residual stress and microstructurein
IN718-Ren��41 graded superalloy fabricated by laser blown directed
energydeposition/���ⴵ�ƶ����������e�Ƃ�� IN718-Ren��41
�ݶȸߜغϽ��еĚ�����(y��ng)�����^�Y(ji��)��(g��u)�����l(f��)���ڡ�Frontiers in Metals and Alloys���ڿ��ϡ�
Փ��朽ӣ�https://doi.org/10.3389/ftmal.2022.1070562
���о��(xi��ng)Ŀ�У�����ͨ��늚⡢�۵��������о��������X��(gu��)�Ҍ�(sh��)�(y��n)�� (ORNL)�ĺ����F(tu��n)�(du��)ʹ�ü��� 3D
��ӡ���g(sh��)��ӡ�� Inconel 718 �� Ren�� 41
�Ͻ��Ҳ���(hu��)�_�ѡ�ԓ��ˇ�漰ʹ�ü��⌢���ٷ�ĩ�����ۺϳ������Π�@���ܕ�(hu��)����Ӱ푲������ܵă�(n��i)����(y��ng)����
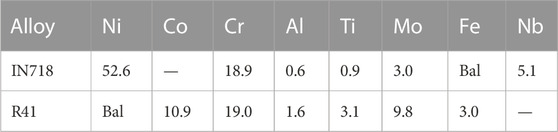
��1. ��ӡ�÷�ĩ�M�������ٷֱ�(wt%)��
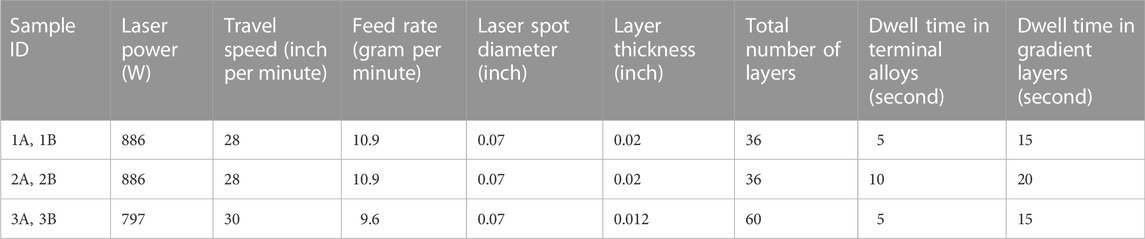
��2. ����IN718/R41 ��(j��)��Ʒ�� DED ��(g��u)������(sh��)���ښ��h(hu��n)���У���
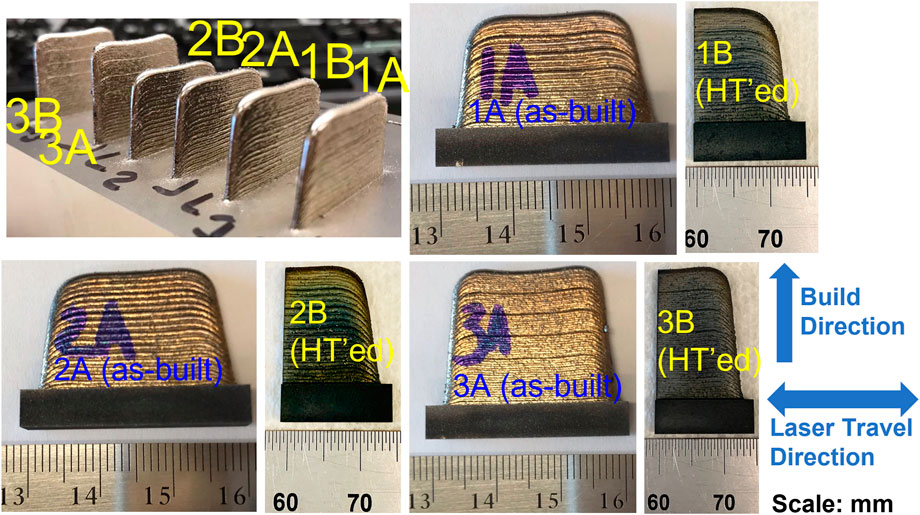
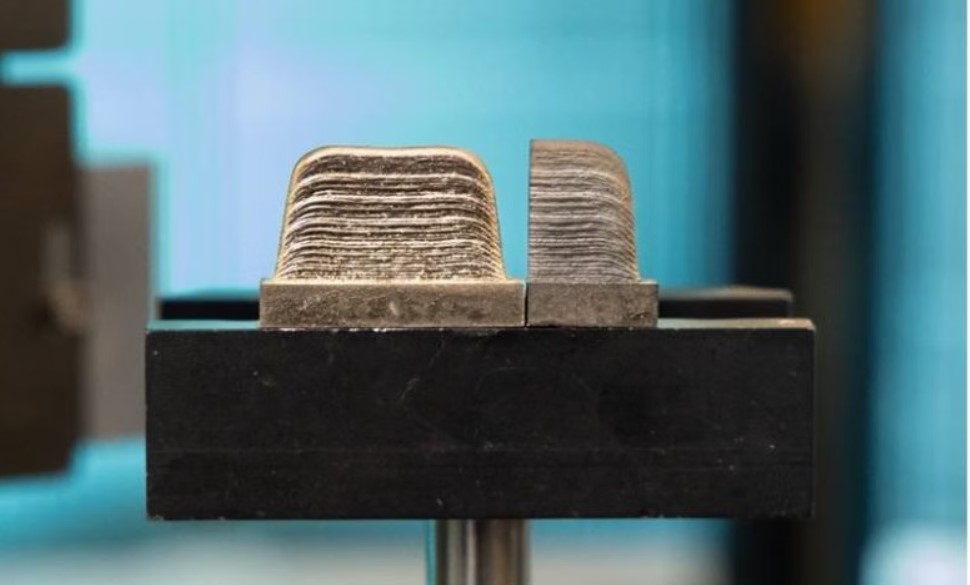
�D1. ��Ʒ�͟�̎����� IN718/R41 ��(j��)�ε����ژ�Ʒ���������M(j��n)�����ͨ�^��Ʒ�����c��(g��u)����ƽ�еľ�݆��������
�D2. (A)�������䌍(sh��)�(y��n)�b�ã�(B)���b�ژ�Ʒ���ϵ�����(g��)��Ʒ��Ʒ 1A��2A �� 3A �Լ�����(g��)��̎����� 1B��2B �� 3B �Ľ�ҕ�D��
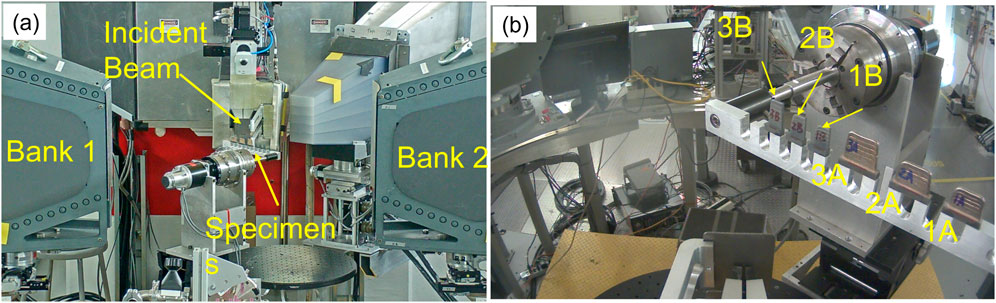
�����u(p��ng)���@Щ�������о��ˆT��ORNL��ɢ������Դ (SNS)��ͨ��ͬλ�ط���(y��ng)�� (HFIR) �M(j��n)�������ӳ���(sh��)�(y��n)���@�ɂ�(g��)�O(sh��)ʩ������Դ���ƌW(xu��)�k���ҵ��Ñ��O(sh��)ʩ�����ӷdz��m���M(j��n)���@�N��������?y��n)������܉����ܵĽ��ٲ��ṩ�?du��)��(n��i)���Y(ji��)��(g��u)��Ԕ��(x��)���졣
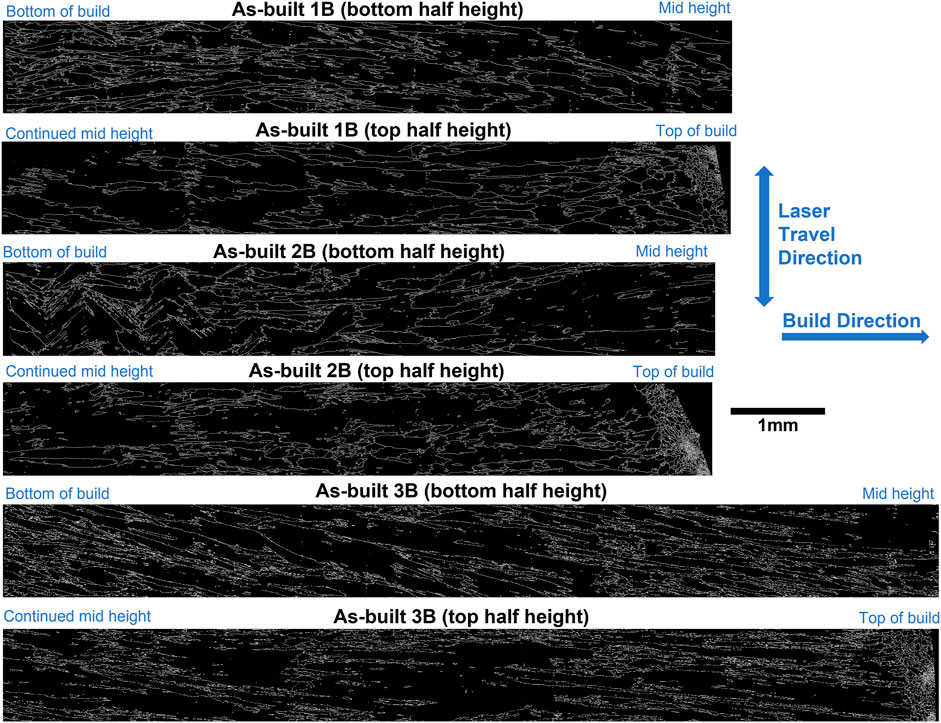
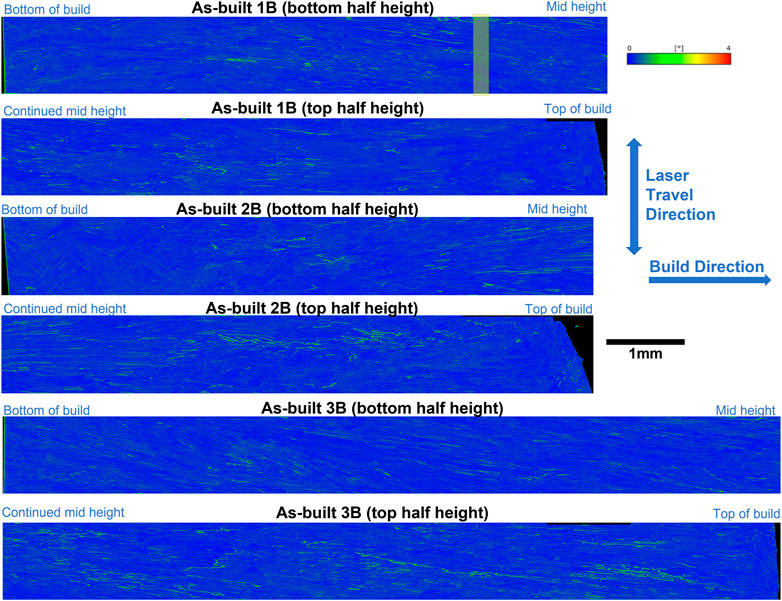
�D 3.�ؘ�(g��u)������� 10�� ����D���������\���磩���@Щ�D�����Ƃ�õęM������ÿ��(g��)��Ʒ������(g��)�߶ȡ����˸��õ��M(j��n)�п�ҕ�����@Щ�D���֞�ɂ�(g��)�^(q��)���°벿�ֺ��ϰ벿�֣���
�D4.���O�D���ؘ�(g��u)������ĘO�D�����O�D�؈D�����Ƃ�õęM������ÿ��(g��)�ӱ�������(g��)�߶ȡ����˸��õؿ�ҕ�����؈D���֞�ɂ�(g��)�^(q��)���°벿�ֺ��ϰ벿�֣���
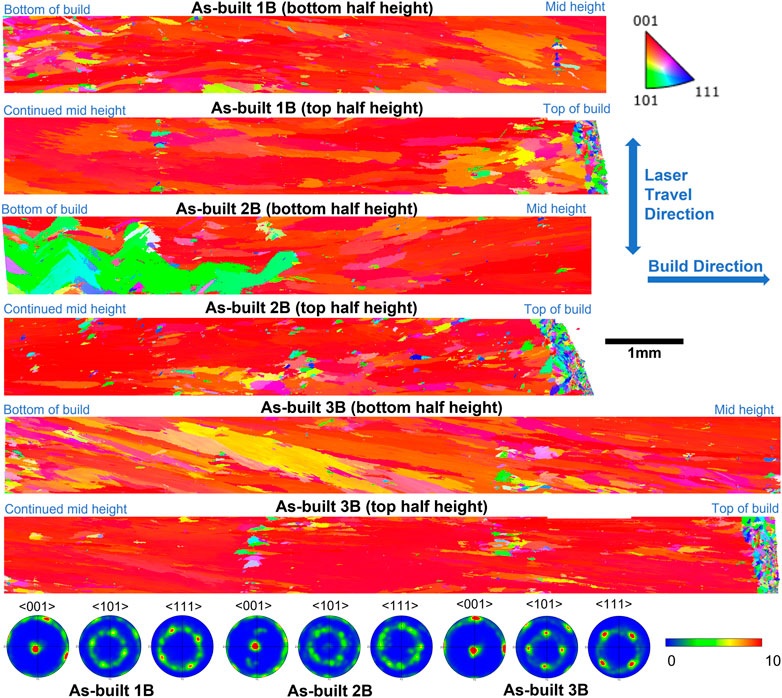
�D 5. EBSD ��(n��i)��ƽ��ȡ���`���� 4�㣩�ؘ�(g��u)��������ј�(g��u)����Ʒ�D�����˸��õ��@ʾ�����D�֞�ɂ�(g��)�^(q��)���°벿�ֺ��ϰ벿�֣����S��(sh��)��(j��)ƽ�����鱡Ƭ��1B ���Sɫ�z����ʾ������D 6��ʾ��
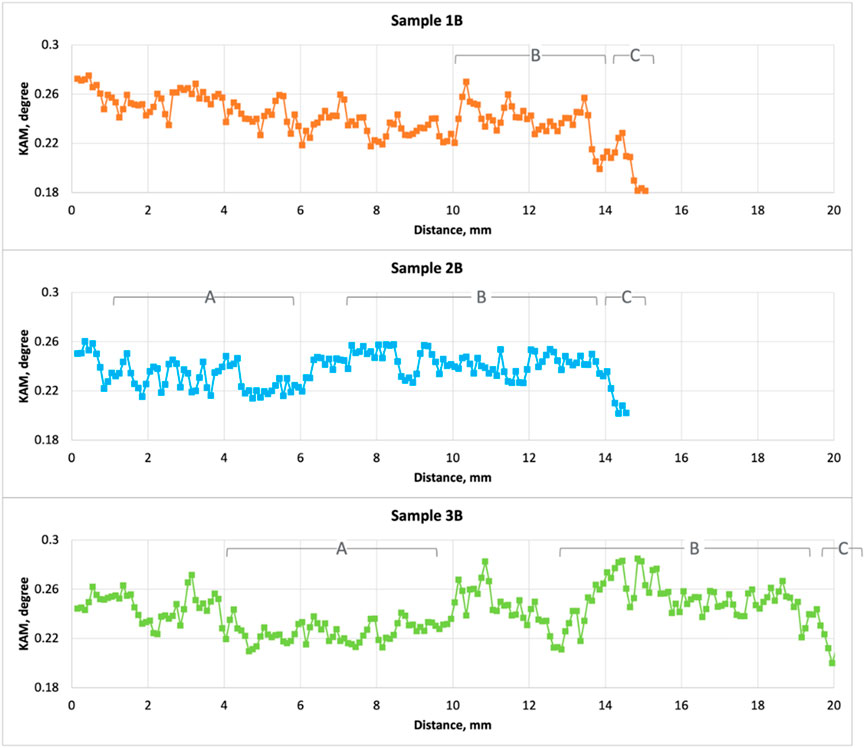
�D 6. �ؘ�(g��u)�������cÿ���؈D�Ę�(g��u)�����(c��)�ľ��x����(du��)�ј�(g��u)����Ʒ��ƽ�� KAM ֵ����(du��)�D 5����ʾ��ÿ��(g��)��Ƭ�M(j��n)����ƽ����
(؟(z��)�ξ���admin)

��һƪ��Stratasys�Ƴ����ڕr(sh��)��3D��ӡ�ľ��ܿ��(du��)�R���g(sh��)
��һƪ�������B�m(x��)�w�S�������칤ˇ��������o�˙C(j��)��?f��)�?y��u)��
��һƪ�������B�m(x��)�w�S�������칤ˇ��������o�˙C(j��)��?f��)�?y��u)��
���P(gu��n)��(n��i)��
 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O(sh��)3D��ӡ����
���m��˾���_�O(sh��)3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W(xu��)�����d��У��
��˹���Ǵ�W(xu��)�����d��У��
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O(sh��)3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W(xu��)�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW(xu��)��(x��)���g(sh��)ͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
����(n��i)��
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O(sh��)3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W(xu��)�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW(xu��)��(x��)���g(sh��)ͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l(f��)�F(xi��n)ͨ�^3D��ӡ�������ĺ�ȃ�(y��u)��
- ��Fabric8Labs�cAEWIN������������늻��W(xu��)
���]��(n��i)��
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ��(g��u)����(n��i)
3D�����ӡ��(g��u)����(n��i) ��Small Science
��Small Science ��������-�����
��������-����� ���A��W(xu��)��������(qi��ng)
���A��W(xu��)��������(qi��ng)���c(di��n)��(n��i)��
- ����������(d��ng)�W(xu��)��(x��)��ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I(l��ng)��ġ����ǡ�
- ��3D��ӡ����Y(ji��)��(g��u)�O(sh��)Ӌ(j��)�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g(sh��)
- ���B�m(x��)�����̼��g(sh��)����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g(sh��)������(qi��ng)����ٹ����е���
- ���u݆�~Ƭ�����������������ޏ�(f��)���g(sh��)����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C(j��)���g(sh��)���ƴ��FDM��SLA��CLIP��
- ��⁏�(qi��ng)�ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


