Research�������ͶӰʽ����3D��ӡ
�ʴ_�ؽ���Ȼ����M���ď��s�Y��������3D��ӡ���L��Ŀ�ˡ�ͶӰʽ3D��ӡ��PBP��������3D��ӡ���g�о��и��õķֱ���/����r�g��RTM���ȣ����J������һ�������ӡ����������֮һ���M����ˣ�ʹ�þ��в�ͬ���W���ܵ�����īˮ�M�И˜ʻ����߱���Ⱥ߷ֱ��ʵĴ�ӡ��Ȼ��һ��D�������@�N������Դ��ȱ��ϵ�y�Ե��о��ͳ���Ĵ�ӡ�O�䡣�P�ڶ��������3D��ӡ��PBBP�����S���P�I���}��δ�õ�������磺���������īˮ�ľۺ������кβ�ͬ����Щ���ϽM���m�϶���ϴ�ӡ����α��⽻����Ⱦ������u����ӡ�ֱ��ʣ���ӡϵ�y��ԓ��μܘ���
��ϵ�y�ش��@Щ���}��EFL�F��ڡ�Research���ڿ��ϰl�����}��“Printability in multi-material Projection-based 3D Bioprinting”���о�Փ�ģ��㽭��W���A��Ժʿ���R�����ڞ鹲ͬͨӍ���ߣ���ʿ���γ������һ���ߡ�
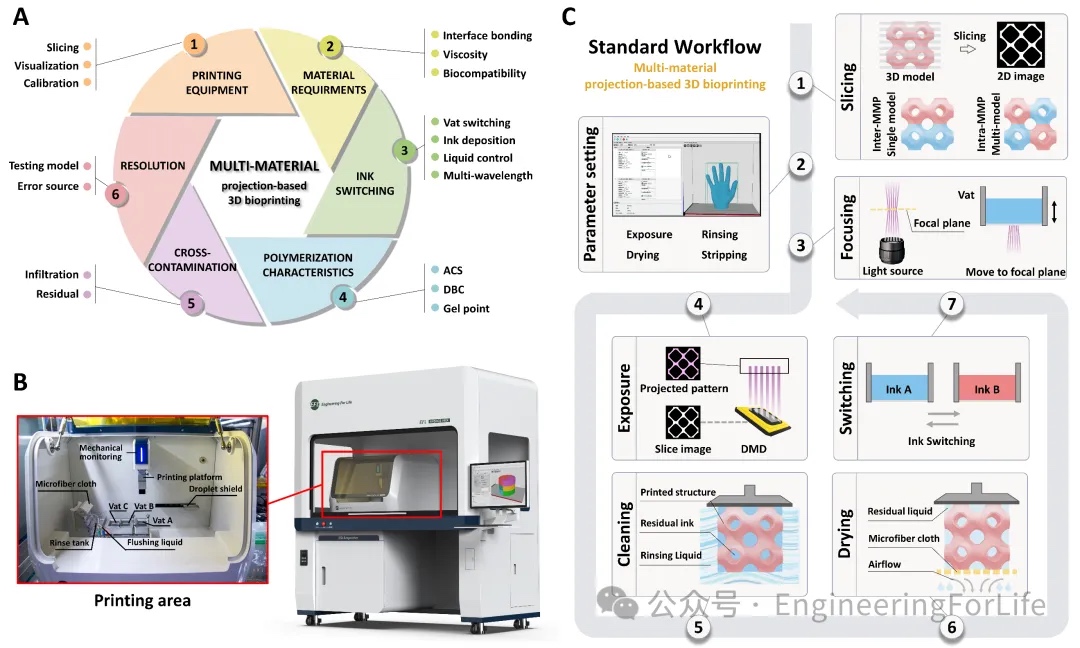
�������ȿ��Y�˶����PBBP�Ļ�����ܡ�ԓ��ܺ��w��ӡ�O�䡢����Ҫ��īˮ�ГQ���ۺ����ԡ�������Ⱦ���ֱ����u���������P�I���档�ڴ˻��A�ϣ��OӋ���l���˻����ϲ��ГQʽ�Ķ���ϴ�ӡ�b�䣬��֧�����N����ͬ����ӡ����������w���ƛ_ϴ-ؓ���o��ë�������ąfͬ�坍�����������ˌ��õ������ӡ����ϵ�y�����W�O��ϵ�y����ҕ��ģ�K������У���b�ú����Ԅ��x�C�����Դ_����ӡ�O��ķ����ԺͿɲ����ԡ�
�����īˮ�ľۺ�����
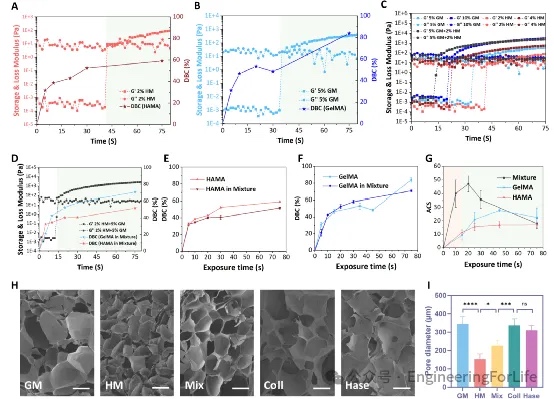
ˮ���z����ߺ�ˮ���������������������Լ��ɽ����ԣ�������īˮ�I��õ��ˏV���đ��á�Ȼ����ˮ���z���ӵ���Ȼ�Uɢ���Ԍ��²�ͬīˮ֮�g���װl��������Ⱦ���@���������Џ��s���������Y���������ش�����Ŀǰ�����ڶ��������īˮ�Ĺ�ۺ��О飬�����ǽ���̎�Ĺ�ۺτ����W�͙C������ȱ����������⡣���о�ϵ�y��̽���˶��������īˮ�Ĺ�ۺ��О��c���ԡ����Y���@ʾ���c�νM��ˮ���z��ȣ���M��ˮ���z�����z�c�r�g���@��ǰ�������F���ۺϼ����О顣���@һ�F��Դ���p�I�D���ʵĽ^��ֵ�����L���ʵ�������ͨ�^��ƽ���������Ĝyԇ�l�F���ڹ̻�ǰ�ڣ���M��īˮ�Ć��w���Ӱl���˸��������L�������@������ͬ�������F֮�g���څfͬ���ã��������ʽ�����Ŀ��ٰl����ˮ���z���^��϶�Y���Mһ���C���˻��īˮ�l���˸����l�ʵ�����L��������ͬ���w���Ƕ�״��M�����S�ۺϾW�j���γɡ�
�����PBBP�ɴ�ӡ�˜�
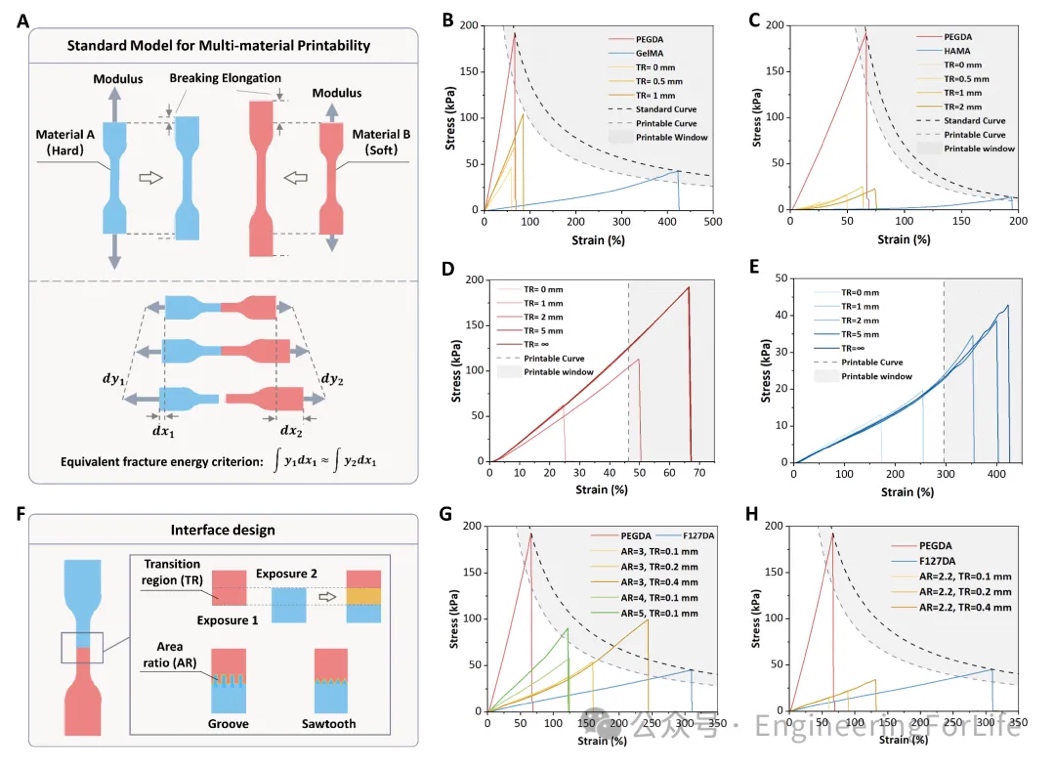
���w�M����������ܛӲ�Y�ϵ����ԣ����������ܛ�ǡ�Ƥ�w�ͼ���ȡ����˸��挍��ģ�M�M���h�������������3D��ӡ������ʹ�þ��в�ͬ���W���Ե�ˮ���z��ģ�M��ͬ�ĽM����Ȼ�������W���Ȳ�^���ˮ���z���ܕ����R���Wʧ���c����Y�Ϗ��Ȳ���Ć��}���D4.6������ˣ�̽��ܛӲ�ͺ�ˮ���z�Ľ���Y�Ϗ���Ҏ�ɣ����Д���ϽM���Ƿ��m���ڶ����3D��ӡ���ڃ�����ӡ��ˇ�dz���Ҫ����������˻��ڔ����ܵĽ���Y�Ϗ����Д��˜ʣ�������ɴ�ӡ�Г���̽���˽���Y�����^�Ʌ^��TR������e�ȣ�AR�����ɴ�ӡ���ڵ�Ӱ�Ҏ�ɡ�
�����PBBP�Ľ�����Ⱦ
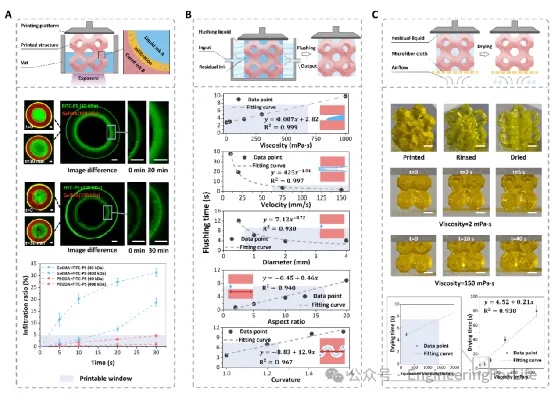
�����PBBP�Ľ�����Ⱦ���Է֞�B��Ⱦ�͚�����Ⱦ����B��Ⱦ��ָ�̻����ˮ���z���ӾW�j���ڱ��������ϝB���@�ǎ����ɱ���ġ���ˣ�����̽��ճ������īˮ��ˮ���z�ۺϾW�j�еĝBҎ�ɣ�������ճ������īˮ�B�yԇ�˜ʷ��������о���ˮ���z�������͝B���|���������B�ʵ�Ӱ푡�������Ⱦ�t��ָ��īˮ�ГQ�^���У������ڴ�ӡ�Y�����������īˮ����Ⱦ���m�b�d�ڲ�ͬ�ϲ��е�īˮ������īˮ����׃������ͨ�^�m������ϴ������Ч���⡣����Ԕ���yԇ�����������w�_ϴ��ؓ���o��ë�������Ĺ�ˇ��������Ч�����˽�����Ⱦ��
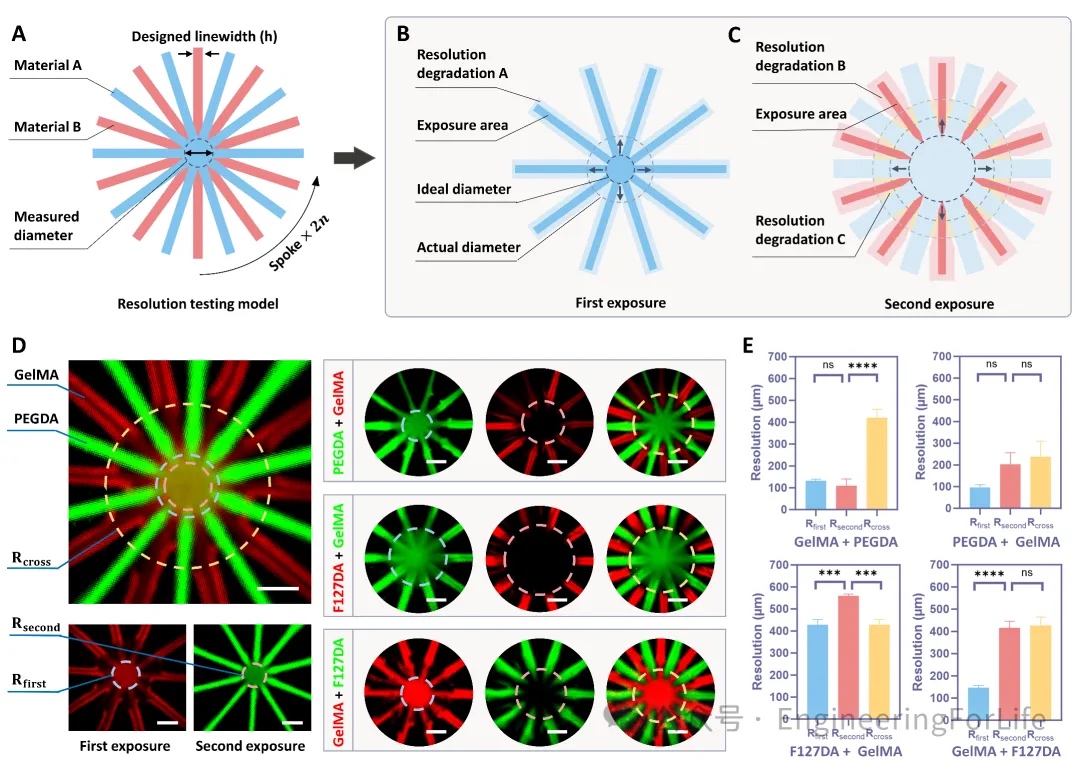
�����PBBP�Ĵ�ӡ�ֱ���
��ӡ�ֱ������u��3D��ӡ���g�����������P�Iָ�ˡ�Ȼ�����F�еĴ�ӡ�ֱ����о���Ҫ�����ڂ��y�β��ϴ�ӡ�����ڶ����PBBP��ӡ�ķֱ����`���Դ���u���˜���ȱ��ϵ�y�о����@��������ϴ�ӡ�����˶�N���в�ͬ���ԵIJ��ϣ�ʹ�ô�ӡ�^�̸��ӏ��s������Ӱ�����֮�g���ϣ��y�Ԝʴ_�����ֱ����`��ā�Դ���ƶ���Ч���u���˜ʡ��ڶ����PBBP�У���ӡ�`���Դ��Ҫ���������Aֱ����ӻ�����̻�������^�ȹ̻����µijߴ�ƫ�Bֱ����ӻ����Ӄȶ���ϴ�ӡ���Ӱ푣�Cֱ����ӻ���īˮ������Ⱦ���µķֱ����½������Ę����˽���ݗ�l�Y���Ķ���ϴ�ӡ�ֱ��ʘ˜ʜyԇģ�͌���ӡ�ֱ����M��ϵ�y�yԇ�c������
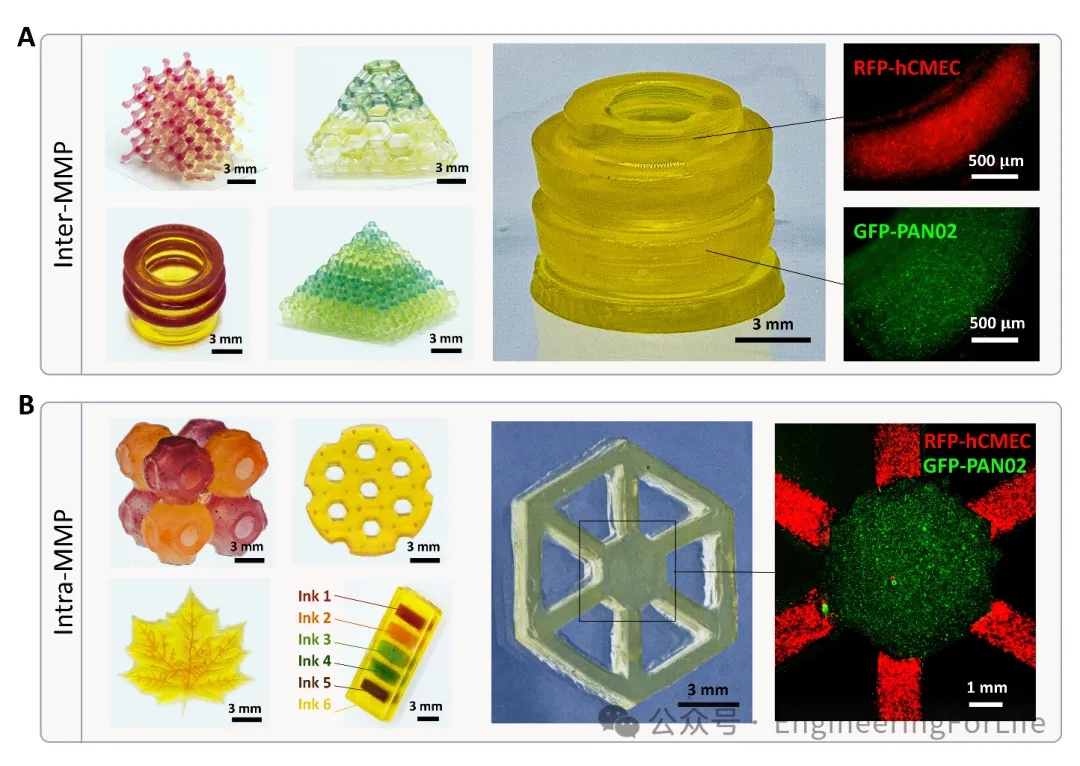
����ϴ�ӡЧ��
����C���g�͌Ӄȶ���ϴ�ӡ��ӡ�|�����ɹ��Ƃ��˾��в�ͬ������Ƕ�͑Ҵ������ľ���Y������ӡ�Y��չ�F�������IJ��Ͻ��桢�߽Y������Ⱥ���������W���ܡ����⣬߀�OӋ����ӡ�˷������ģ�ͺ�С�~ģ�ͣ�ԓģ���ɃɷN����ؓ�d����īˮ��RFP-hCMEC��GFP-PAN02�����ɣ��D6A������ӡ�Y���м��������������Y����������á�
�����Y�ϣ�
https://spj.science.org/doi/10.34133/research.0613
(؟�ξ���admin)

��һƪ��Auxilium Biotechnologiesͨ�^��������������̫�ճɹ���ӡ�����t��ֲ����
 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O3D��ӡ����
���m��˾���_�O3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W�����d��У��
��˹���Ǵ�W�����d��У��- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW�����gͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l�Fͨ�^3D��ӡ�������ĺ�ȃ���
- ��Fabric8Labs�cAEWIN������������늻��W
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W��������- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g����������ٹ����е���
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


