ʹ��Ӗ�����ص�Ӌ��Cҕ�X�㷨�ڼ����ĩ�����������^�����M�Ю����z�y�ͷ��
�r�g��2022-12-28 11:02 ��Դ���L����G60������ ���ߣ�admin ��x����
���x����Ϥ�����Č���K�㷨�������M�����u������ͨ�^�ׂ������о��C���������骚��ܛ�����������ԡ�
�M�ܹ��I��Ѹ�ٲ����˼����ĩ���۽ӣ�LPBF���������죬��Ŀǰ�Ĺ�ˇ�ںܴ�̶�����Ȼ���_�h�ģ����r�O���������ޡ��mȻһЩ�C���ژ������g�ṩ��ĩ����ҕ����������ȱ���Ԅӷ����������@헹��������һ�N�F���O�y�ͷ�����ĩ���D��ķ������п��ܳɞ�LPBF�C�����r����ϵ�y��һ���M�ɲ��֡����w���ԣ�Ӌ��Cҕ�X�㷨�����Ԅәz�y�ͷ���ڷ�ĩ�����^���аl���Į����������z�y�ͷ����ʹ�ßo�O���C���W���㷨���F�ģ�ԓ�㷨�\����һ���еȴ�С�ĈD���a��Ӗ���������ϡ�����K�㷨�������M�����u������ͨ�^�ׂ������о��C���������骚��ܛ�����������ԡ�
1.��B
���������������I���Q3D��ӡ������һ���ИI���v�˾�����L���@�������a�W���������ęC����ˇ���f������ˡ�����������Z�dz��m�������������t�����ã��Լ��ڬF����ƫ�h�^���a�΄��P�I������Ȼ�����@Щ������Ҫһ���̶ȵ�����|�����C��ˇ�ɿ��ԣ��@��Ŀǰ�Ј��ϵ�ϵ�y�y�Ԍ��F�ġ�

Rodriguez���ˌ��t�����x���ɵ�Arcam A2�����-PBF�C���У����ψD��a����ʾ���Ա����ÿ�������ӵı���ض����������⣬����Ϣ�S����������һ�ӵ������O�á�FLIRϵ�ySC645�t�����x����߷ֱ��ʣ�640��480���أ���2000��C�Ĝy���ضȷ��������x�м��ɵ�Arcam A2�С����b�t��z��C��Ҫ�����ęC���ģ����а�����ZnSe������Qϵ�y��ǰ�Ĕz��C�����bһ�����o�꣬�䮔���T�����oZnSe���ڣ��Լ����b��ӈ�������������T����������ϵ�y߀�cArcam�����M�����ģ����|�l���T�͈D�@��ThermaCAM�о��T�����քӷ����D�y�����Ա���İl��ݗ�䣨�������w�İl�䣬���ԭh��Դ�ķ���l��́��Դ��İl�䣩���������D�Q�������ض��x�����ӹ��^�����ɡ��^���ۻ�������IJ��ϲ��B�m�Կ��ԏ����ɵļt��D�����R�e��������D��b����ʾ��
�����ĩ���ۺϣ�LPBF���C��ͨ�^ʹ����Ϳ����Ƭ��һ�ӱ��������ٷ�ĩͿ���ژ��������M�в�������ĩ�չ��ʹ�ü��������c3D�����2D��Ƭ��������λ���x���Ե��ۻ���ĩ��������ɺ��͘����壬�����һ�ӷ�ĩ���ڬF�з�ĩ���ϣ��D1�����؏�ԓ�^�̣�ֱ�������ɡ��ڬF���O�y���������_չ�˴����������e�Pע��ۙ�������a�����۳ش�С]�Լ���ĩ���ضȡ���K����е��S��ȱ�ݣ��Լ������^�̵����w�ɿ��ԣ����c��Ϳ���~Ƭ�ͷ�ĩ��֮�g�������ֱ�����P���������c�DZO�ط�ĩ������K����е�ȱ��ָʾ���Լ�����Ӱ������^�̷����ԵĮ�����

���ˌ��Fȫ���ĩ���O�y��Ŀ�ˣ������������һ�N�㷨��ԓ�㷨���F�ˬF���C���W����Ӌ��Cҕ�X���g���Hʹ��LPBF�C���������ṩ��Ӳ����z�y�ͷ�����e�Į������@��һ���������ÿ����ĩ�ӈD����ܰ������ق�Ψһ���R�e�Į��������ˏ��a�@һ���㣬���������˜������������S�����D���еĶ��������M�з����ʹ���骚��ܛ�������磬δ�cLPBF�C������ϵ�y���ɣ���ԓ�㷨�ڷ����������Ϻͷ�����K����|������Ҳ�C�����Ѓrֵ�ġ�
2.������ͷ���
�������������й�������EOS M290 LPBF�C�����M�У�EOS GmbH��������δ��EOSӲ���M���κ��ģ����磬�Hʹ�Î��z��C���������á�
2.1.�D���A̎��
EOS M290�Ĕz��ԭʼ�D�D1������һЩ���y�����K�������ڻ��ڙC���W�����㷨�е�ֱ��ʹ�á����\���ǣ����C�İ��b�������l�������������^�����Լ���ͬ����֮�g����һ�£�����S������ĈD���������Դ����
�D2�@ʾ��һ����ȫ�A̎���ĈD�����Y��������ԓ�㷨��ȫ�܉��������������CMU��EOS M290s���ɵĔ�������ǰ������ѭ�����A̎�����E�����⣬ԓ�㷨�ѳɹ����ڷ����İ��b��SLM 280�C����SLM Solutions GmbH���ϵ����C�Ĕz�Ďׂ���ĩ���D��Ոע�⣬�ڱ��ęn���@ʾ�����з�ĩ���D���У���Ϳ����Ƭ���������Ƅӣ���D1��ʾ����

2.2.��ĩ�Uɢ�����ȼ����x��
��Ϳ�����Sͨ���l���ڏ�Ϳ����Ƭ���������p�pײ����ĩ�����·�������r���@�Nײ��������Ϳ���~Ƭ�����ԡ�ӡ�����D3a��ʾ���ڷ�ĩ���п��Կ����؏͵Ĵ�ֱ��������ˮ���~Ƭ�p�ģ������̺ۡ������ˮ����Ƭ��קһ�K��м��һ�F��ĩ���^��ĩ���r�������F��ˮ���l�y����ĩ���еĆ�ˮƽ����Ҋ��Ϳ�l�y���D3b����������ߴ������^С�����ʹ�ñ������z�y��������������ԵĮ���֮һ����м���������ĩ�ӵĴ�����ɔ_���@Щ�ɔ_����ֱ��λ������Ϸ����D3c�@ʾ�ˎׂ���мʾ����


Griffiths�����������о�ʹ�üt������M�з�ĩDEDԭλ�y������֮һ���t�����x�����u��ʹ��LENS™��ˇ�ӹ����P�316�r�����������ضȡ�ʹ�ù��V������3.6 mm��5 mm��320��244����CCD���ӛ�Ԫ���Ĕz�۳؈D�������cʹ�ø������C�Ĕz�ĈD���M�б��^����ʹ�ؘʟ�D���g�@�Üضȡ����ڷ�ĩDED���첿���İl���ʔ���δ֪�����Ӌ������Мضȶ��������ġ�ݔ���D���@ʾ�۳غ�ͨ�^�����ӟ���܇��^���������۳ص���ߜض��L���˟�����D���෴�����Ϳ����оS�挢���t�⣨NIR�����C�c��ĩݔ�����ʂ������Y��ʹ�ã������ڷ�ĩDED�ӹ��^���бO���۳ء�ʹ�Î����ʞ�800��/���ͬ�S�t��������C��128��128���صķֱ����Ĕz�۳^��ĻҶȈD��ʹ���m���ĞV��Ƭ�����o���C���ܼӹ�����ēp�ġ�߀�����˴���700 nm�ļt��V��Ƭ����߈D���|�����B�ӵ�PC�����ψD��a���и����ĈD��̎���Ϳ��Ʋ��E��ʹ�ûҶȵȜؾ����D��c�����ļt��D�D��b�����u���۳��еĜضȷֲ����_�l�����ڟ�ݔ����Ƶ��]�h����ϵ�y��ʹ�Ì��r���ƣ����Tᘌ����ּܷ��M��������ˎ�������ȡ�
3.��Փ
�@헹�����һ�N�V��ʹ�õęC���W�����g�đ��ã��Q���P�I�c��ͨ������Ӌ��Cҕ�X���}���c�քӄ��������z�y���෴�����߲����˙C���W����������������Ѓ��ڵ��`���ԣ������п��ܳɞ�z�y�ͷ��N������͵ġ�һ���С�����������ּ�ڸ���ԓ���g���������������������еđ��á��D4�Ƿ�ĩ���O�y�㷨�@һ���ֵ����̈D���V�����á�

4.�Y����ӑՓ
�����@헹����]�еõ��ⲿ�Y������˛]�Ќ��T���@��о������yԇ��������ˣ�ͨ�^�������������о��ķ���������CMU��EOS M290�ψ��еĘ����������ó��Y����
4.1.�㷨����
Ӌ��Cҕ�Xϵ�y��Ŀ���Ǯa��һ�����ֱ�ʾ�����а�������ҕ�X�D����������P��Ϣ���Q��Ԓ�f��Ҫ��һ���D��׃��һ�����������Y����ҕ�X��Ϣ���ݡ��@���^�����������E�����ȣ�ϵ�y�ڈD�����ҵ��dȤ�c��ҕ�X����;Ҳ�����f�����Q����Ҫ�鿴�ă��ݡ�������ϵ�y��ÿ���������a������������;Ҳ�����f�����Ԕ��ַ�ʽ���������������ϵ�y�������������M����һ���Ԅ��������D��ı�ʾ��ʽ;Ҳ�����f�����Q���ˈD����^�Y��ָ�y��ԓ�^�����D��ʾ���Ե��f����

ͨ��ʹ��һ�N�Q�������ꇵĶ������u���C���W���㷨��ͨ�^��20�����д����Եķ�ĩ���D�����քӘ�ӛ��ʮ�f���أ����Ю���������_������������Ӗ�^���Л]�а����κξ��д����Եķ�ĩ���D���@�N�Ϊ��Ĕ��������Ա�ҕ���������C��������Ȼ��ÿ������̎���@Щ������ֵ�˺��c��ĩ���O�y�㷨�ṩ�Ę˺��M�б��^���Y����D5�͈D6��ʾ���S�������˸�����Ъ��غͮ����S���ӵĘ��������Ը��»�����ꇡ�


4.2.Hamerschlag-Hallģ��-�Ӻ͑Ҵ�
�ڷ�����ÿһ��֮��ÿһ����ÿһ������İٷֱȿ����@ʾ�阋������И����߶ȵĺ������D8�@ʾ�˃ɂ�ģ��Hamerschlag Halls�����ĺ���ȫ�����棨�D7���������z�y��ֵ�ڶ��������Ҋ������760�Ӻ�1960�ӷքe��D9�͈D10��ʾ��




���������Ҫ�������_��Hamerschlagģ���ϙz�y���ģ��@�c��K����ĺ����һ�¡��@�N��ڈD11���e���@��Ոע�⣬�҂���̖�ĈA�δ�d�z�y���IJ������ϰٷֱȺܸߡ��z�y������������ϵ������^�����@�ɷN܇�͵��_��ʽ�T�����@Щ�T�����������@��ͻ�����֣��@Щλ�õ���K����|�����@�^��ڈD12�У��^�쵽ԓ������ڴ�������ȫ�Uչ�������@��һ���ʴ_���^��Y�������ڿ��÷�ĩ���㣬��ĩ����ϵ�����ķ��������D1��ÿ����ȡ���ķ�ĩ�����ڴ˘������g�O�õúܵ͡��]���κβ������ĔUչ�������쵽����Hamerschlag-Hallģ�͵Ę����K�^���O�����ķ�ĩ�������@�N���}����ͨ�^��������ϵ�y�M�мm����ԓϵ�y�����ӷ�ĩ����ϵ����������r�£����κβ����ܵ�ؓ��Ӱ�֮ǰ��


4.3.����䓽�− ����߿v�M�ȽY��
Bettis��܊�ˌ������316L���P��Ƴɶ�������U�����в�ͬ�ķ���Ͳ�ͬ��֧�η������D8�@ʾ��һ��ȫ����棬���а����P��������ĩ������Ϣ���ڰ����S�ͬ���ֵĘ����У��@׃�ú��y��ጡ��D13���D16�@ʾ�˃H�����c�ض�����䓽����P�Į����z�y�ı��ؘ������− һ���˱�ˮƽ���죬��һ���˱���ֱ���졣�mȻ�D14�͈D17�е����п���䓽23���͈A����Ҋ�Cԇ����2������Gɫ݆��������ӑՓ���ض�����䓽��Լtɫ���硣


ˮƽ��������U����Ҏ�����·�ʹ����С֧�νY�����Ԝp���䌦��Kԇ�����ܵ�Ӱ푡��ĈD13�������@������һ�������֧�β����^�ɵ�����U�������͕��z�y���ش�������ϣ���tɫ���D14�����@�l���ژ����߶ȵ�5 mm̎������250���D13���²��ӈD���Gɫ���@ʾ��λ������U����픲��ļtɫ߅��D14���ȵ����ذٷֱȣ����阋���߶ȵĺ������Q��Ԓ�f���^�͵��ӈD�@ʾ����ԓ���ںϵ��н�^��İٷֱȡ��J�R���@һ�ٷֱȵ����Ӵ������^����������ζ�����������ϛ]��֧�Ρ����Ɣ֧࣬�νY�������Գ���ˮƽ������䓽����ʬF�Ĵ����Ҵ�����ˣ�һ����Ϳ���~Ƭ���^��ĩ����ԓ�^��ײ����һ������U��֧���Ϸ������͕��l��������ϡ��D15�@ʾ�˿���ˮƽ��������䓽

�M�ܹ��I��Ѹ�ٲ����˼����ĩ���۽ӣ�LPBF���������죬��Ŀǰ�Ĺ�ˇ�ںܴ�̶�����Ȼ���_�h�ģ����r�O���������ޡ��mȻһЩ�C���ژ������g�ṩ��ĩ����ҕ����������ȱ���Ԅӷ����������@헹��������һ�N�F���O�y�ͷ�����ĩ���D��ķ������п��ܳɞ�LPBF�C�����r����ϵ�y��һ���M�ɲ��֡����w���ԣ�Ӌ��Cҕ�X�㷨�����Ԅәz�y�ͷ���ڷ�ĩ�����^���аl���Į����������z�y�ͷ����ʹ�ßo�O���C���W���㷨���F�ģ�ԓ�㷨�\����һ���еȴ�С�ĈD���a��Ӗ���������ϡ�����K�㷨�������M�����u������ͨ�^�ׂ������о��C���������骚��ܛ�����������ԡ�
1.��B
���������������I���Q3D��ӡ������һ���ИI���v�˾�����L���@�������a�W���������ęC����ˇ���f������ˡ�����������Z�dz��m�������������t�����ã��Լ��ڬF����ƫ�h�^���a�΄��P�I������Ȼ�����@Щ������Ҫһ���̶ȵ�����|�����C��ˇ�ɿ��ԣ��@��Ŀǰ�Ј��ϵ�ϵ�y�y�Ԍ��F�ġ�
�DƬ��a���@ʾArcam A2�����ҵ��½M��λ�úͼt��z���^���Լ���b��ʹ�üt��z���^�Ĕz�ĈD��
Rodriguez���ˌ��t�����x���ɵ�Arcam A2�����-PBF�C���У����ψD��a����ʾ���Ա����ÿ�������ӵı���ض����������⣬����Ϣ�S����������һ�ӵ������O�á�FLIRϵ�ySC645�t�����x����߷ֱ��ʣ�640��480���أ���2000��C�Ĝy���ضȷ��������x�м��ɵ�Arcam A2�С����b�t��z��C��Ҫ�����ęC���ģ����а�����ZnSe������Qϵ�y��ǰ�Ĕz��C�����bһ�����o�꣬�䮔���T�����oZnSe���ڣ��Լ����b��ӈ�������������T����������ϵ�y߀�cArcam�����M�����ģ����|�l���T�͈D�@��ThermaCAM�о��T�����քӷ����D�y�����Ա���İl��ݗ�䣨�������w�İl�䣬���ԭh��Դ�ķ���l��́��Դ��İl�䣩���������D�Q�������ض��x�����ӹ��^�����ɡ��^���ۻ�������IJ��ϲ��B�m�Կ��ԏ����ɵļt��D�����R�e��������D��b����ʾ��
�����ĩ���ۺϣ�LPBF���C��ͨ�^ʹ����Ϳ����Ƭ��һ�ӱ��������ٷ�ĩͿ���ژ��������M�в�������ĩ�չ��ʹ�ü��������c3D�����2D��Ƭ��������λ���x���Ե��ۻ���ĩ��������ɺ��͘����壬�����һ�ӷ�ĩ���ڬF�з�ĩ���ϣ��D1�����؏�ԓ�^�̣�ֱ�������ɡ��ڬF���O�y���������_չ�˴����������e�Pע��ۙ�������a�����۳ش�С]�Լ���ĩ���ضȡ���K����е��S��ȱ�ݣ��Լ������^�̵����w�ɿ��ԣ����c��Ϳ���~Ƭ�ͷ�ĩ��֮�g�������ֱ�����P���������c�DZO�ط�ĩ������K����е�ȱ��ָʾ���Լ�����Ӱ������^�̷����ԵĮ�����
�D1 EOS M290�ɼ���ԭʼ��ĩ���D��
���ˌ��Fȫ���ĩ���O�y��Ŀ�ˣ������������һ�N�㷨��ԓ�㷨���F�ˬF���C���W����Ӌ��Cҕ�X���g���Hʹ��LPBF�C���������ṩ��Ӳ����z�y�ͷ�����e�Į������@��һ���������ÿ����ĩ�ӈD����ܰ������ق�Ψһ���R�e�Į��������ˏ��a�@һ���㣬���������˜������������S�����D���еĶ��������M�з����ʹ���骚��ܛ�������磬δ�cLPBF�C������ϵ�y���ɣ���ԓ�㷨�ڷ����������Ϻͷ�����K����|������Ҳ�C�����Ѓrֵ�ġ�
2.������ͷ���
�������������й�������EOS M290 LPBF�C�����M�У�EOS GmbH��������δ��EOSӲ���M���κ��ģ����磬�Hʹ�Î��z��C���������á�
2.1.�D���A̎��
EOS M290�Ĕz��ԭʼ�D�D1������һЩ���y�����K�������ڻ��ڙC���W�����㷨�е�ֱ��ʹ�á����\���ǣ����C�İ��b�������l�������������^�����Լ���ͬ����֮�g����һ�£�����S������ĈD���������Դ����
�D2�@ʾ��һ����ȫ�A̎���ĈD�����Y��������ԓ�㷨��ȫ�܉��������������CMU��EOS M290s���ɵĔ�������ǰ������ѭ�����A̎�����E�����⣬ԓ�㷨�ѳɹ����ڷ����İ��b��SLM 280�C����SLM Solutions GmbH���ϵ����C�Ĕz�Ďׂ���ĩ���D��Ոע�⣬�ڱ��ęn���@ʾ�����з�ĩ���D���У���Ϳ����Ƭ���������Ƅӣ���D1��ʾ����
�D2 �D1�A̎����
2.2.��ĩ�Uɢ�����ȼ����x��
��Ϳ�����Sͨ���l���ڏ�Ϳ����Ƭ���������p�pײ����ĩ�����·�������r���@�Nײ��������Ϳ���~Ƭ�����ԡ�ӡ�����D3a��ʾ���ڷ�ĩ���п��Կ����؏͵Ĵ�ֱ��������ˮ���~Ƭ�p�ģ������̺ۡ������ˮ����Ƭ��קһ�K��м��һ�F��ĩ���^��ĩ���r�������F��ˮ���l�y����ĩ���еĆ�ˮƽ����Ҋ��Ϳ�l�y���D3b����������ߴ������^С�����ʹ�ñ������z�y��������������ԵĮ���֮һ����м���������ĩ�ӵĴ�����ɔ_���@Щ�ɔ_����ֱ��λ������Ϸ����D3c�@ʾ�ˎׂ���мʾ����
�D3 �����x������N��ͬ�یӮ�����͵Ĵ�����ʾ����ע�⣬����֮�g��������С�ѱ����������w���ԣ�������r��������a����ˮ���S����b����ˮ�l�y����c����м����d�����ߣ���e��������ϣ��Լ���f��δ��ȫ�չ��
��a���O���O��ʾ��D����b���۳ؼt��D��ͣ�c��Hu��Kovacevic�M�еĻҶȷ�����
Griffiths�����������о�ʹ�üt������M�з�ĩDEDԭλ�y������֮һ���t�����x�����u��ʹ��LENS™��ˇ�ӹ����P�316�r�����������ضȡ�ʹ�ù��V������3.6 mm��5 mm��320��244����CCD���ӛ�Ԫ���Ĕz�۳؈D�������cʹ�ø������C�Ĕz�ĈD���M�б��^����ʹ�ؘʟ�D���g�@�Üضȡ����ڷ�ĩDED���첿���İl���ʔ���δ֪�����Ӌ������Мضȶ��������ġ�ݔ���D���@ʾ�۳غ�ͨ�^�����ӟ���܇��^���������۳ص���ߜض��L���˟�����D���෴�����Ϳ����оS�挢���t�⣨NIR�����C�c��ĩݔ�����ʂ������Y��ʹ�ã������ڷ�ĩDED�ӹ��^���бO���۳ء�ʹ�Î����ʞ�800��/���ͬ�S�t��������C��128��128���صķֱ����Ĕz�۳^��ĻҶȈD��ʹ���m���ĞV��Ƭ�����o���C���ܼӹ�����ēp�ġ�߀�����˴���700 nm�ļt��V��Ƭ����߈D���|�����B�ӵ�PC�����ψD��a���и����ĈD��̎���Ϳ��Ʋ��E��ʹ�ûҶȵȜؾ����D��c�����ļt��D�D��b�����u���۳��еĜضȷֲ����_�l�����ڟ�ݔ����Ƶ��]�h����ϵ�y��ʹ�Ì��r���ƣ����Tᘌ����ּܷ��M��������ˎ�������ȡ�
3.��Փ
�@헹�����һ�N�V��ʹ�õęC���W�����g�đ��ã��Q���P�I�c��ͨ������Ӌ��Cҕ�X���}���c�քӄ��������z�y���෴�����߲����˙C���W����������������Ѓ��ڵ��`���ԣ������п��ܳɞ�z�y�ͷ��N������͵ġ�һ���С�����������ּ�ڸ���ԓ���g���������������������еđ��á��D4�Ƿ�ĩ���O�y�㷨�@һ���ֵ����̈D���V�����á�
�D4 �������Ќ��F�ęC���W���^�����̈D��
4.�Y����ӑՓ
�����@헹����]�еõ��ⲿ�Y������˛]�Ќ��T���@��о������yԇ��������ˣ�ͨ�^�������������о��ķ���������CMU��EOS M290�ψ��еĘ����������ó��Y����
4.1.�㷨����
Ӌ��Cҕ�Xϵ�y��Ŀ���Ǯa��һ�����ֱ�ʾ�����а�������ҕ�X�D����������P��Ϣ���Q��Ԓ�f��Ҫ��һ���D��׃��һ�����������Y����ҕ�X��Ϣ���ݡ��@���^�����������E�����ȣ�ϵ�y�ڈD�����ҵ��dȤ�c��ҕ�X����;Ҳ�����f�����Q����Ҫ�鿴�ă��ݡ�������ϵ�y��ÿ���������a������������;Ҳ�����f�����Ԕ��ַ�ʽ���������������ϵ�y�������������M����һ���Ԅ��������D��ı�ʾ��ʽ;Ҳ�����f�����Q���ˈD����^�Y��ָ�y��ԓ�^�����D��ʾ���Ե��f����
ʾ���ԽY��ʾ��D�� SIFT-VLAD �^�Y����ʾ�Ę��졣
ͨ��ʹ��һ�N�Q�������ꇵĶ������u���C���W���㷨��ͨ�^��20�����д����Եķ�ĩ���D�����քӘ�ӛ��ʮ�f���أ����Ю���������_������������Ӗ�^���Л]�а����κξ��д����Եķ�ĩ���D���@�N�Ϊ��Ĕ��������Ա�ҕ���������C��������Ȼ��ÿ������̎���@Щ������ֵ�˺��c��ĩ���O�y�㷨�ṩ�Ę˺��M�б��^���Y����D5�͈D6��ʾ���S�������˸�����Ъ��غͮ����S���ӵĘ��������Ը��»�����ꇡ�
�D5����������ꇣ��@ʾ���_�y��ÿ���������ஐ���İٷֱȣ���ӛ��ÿ�N������͵����صĽ^�������@ʾ�ڿv�S�ϵ���̖�С�
�D6���ң���һ��������ꇣ��@ʾ���㷨���������_�����y�İٷֱȡ��@���Ա�ҕ������㷨�����`��ij̶ȡ�
4.2.Hamerschlag-Hallģ��-�Ӻ͑Ҵ�
�ڷ�����ÿһ��֮��ÿһ����ÿһ������İٷֱȿ����@ʾ�阋������И����߶ȵĺ������D8�@ʾ�˃ɂ�ģ��Hamerschlag Halls�����ĺ���ȫ�����棨�D7���������z�y��ֵ�ڶ��������Ҋ������760�Ӻ�1960�ӷքe��D9�͈D10��ʾ��
�D7 CMU�������쌍������ڵ�Hamerschlag Hall��CADģ�͡����еăɂ�С������ģ������Ti-6Al�C4V�Ƴɵģ�����һ�Kģ���ϡ�
�D8 һ��ȫ�֘�����棬�@ʾ���ژ�����ÿһ�ӄ��֞鳬�ߺ�������Ϯ��������ؔ�������CADģ�ͣ��������e�İٷֱȱ�ʾ����
�D9 760�ӣ�������Ϸ�22.80 mm�����Gɫ�����@ʾԓ�������CAD݆����
�D10 1960�ӣ�������Ϸ�58.80 mm�����Gɫ�����@ʾԓ�������CAD݆����
���������Ҫ�������_��Hamerschlagģ���ϙz�y���ģ��@�c��K����ĺ����һ�¡��@�N��ڈD11���e���@��Ոע�⣬�҂���̖�ĈA�δ�d�z�y���IJ������ϰٷֱȺܸߡ��z�y������������ϵ������^�����@�ɷN܇�͵��_��ʽ�T�����@Щ�T�����������@��ͻ�����֣��@Щλ�õ���K����|�����@�^��ڈD12�У��^�쵽ԓ������ڴ�������ȫ�Uչ�������@��һ���ʴ_���^��Y�������ڿ��÷�ĩ���㣬��ĩ����ϵ�����ķ��������D1��ÿ����ȡ���ķ�ĩ�����ڴ˘������g�O�õúܵ͡��]���κβ������ĔUչ�������쵽����Hamerschlag-Hallģ�͵Ę����K�^���O�����ķ�ĩ�������@�N���}����ͨ�^��������ϵ�y�M�мm����ԓϵ�y�����ӷ�ĩ����ϵ����������r�£����κβ����ܵ�ؓ��Ӱ�֮ǰ��
�D11��D�@ʾ����ÿ������̎�z�y���������ϵČӣ����������߶ȣ��İٷֱȡ��������������λ���@ʾ���ɫ݆����
�D12 ��D�@ʾ����ÿ������̎�z�y������ȫ�Uɢ�����Čӵİٷֱȣ����������߶ȣ����������������λ���@ʾ���ɫ݆����
4.3.����䓽�− ����߿v�M�ȽY��
Bettis��܊�ˌ������316L���P��Ƴɶ�������U�����в�ͬ�ķ���Ͳ�ͬ��֧�η������D8�@ʾ��һ��ȫ����棬���а����P��������ĩ������Ϣ���ڰ����S�ͬ���ֵĘ����У��@׃�ú��y��ጡ��D13���D16�@ʾ�˃H�����c�ض�����䓽����P�Į����z�y�ı��ؘ������− һ���˱�ˮƽ���죬��һ���˱���ֱ���졣�mȻ�D14�͈D17�е����п���䓽23���͈A����Ҋ�Cԇ����2������Gɫ݆��������ӑՓ���ض�����䓽��Լtɫ���硣
�D13 ˮƽ��������䓽�ľֲ��������ʹ�ֱ���݆����
�D14 ����ע���ڼtɫ߅���ȵĵ�250�әz�y���IJ������ϣ���tɫ�����Gɫ�����@ʾԓ�������CAD݆����
ˮƽ��������U����Ҏ�����·�ʹ����С֧�νY�����Ԝp���䌦��Kԇ�����ܵ�Ӱ푡��ĈD13�������@������һ�������֧�β����^�ɵ�����U�������͕��z�y���ش�������ϣ���tɫ���D14�����@�l���ژ����߶ȵ�5 mm̎������250���D13���²��ӈD���Gɫ���@ʾ��λ������U����픲��ļtɫ߅��D14���ȵ����ذٷֱȣ����阋���߶ȵĺ������Q��Ԓ�f���^�͵��ӈD�@ʾ����ԓ���ںϵ��н�^��İٷֱȡ��J�R���@һ�ٷֱȵ����Ӵ������^����������ζ�����������ϛ]��֧�Ρ����Ɣ֧࣬�νY�������Գ���ˮƽ������䓽����ʬF�Ĵ����Ҵ�����ˣ�һ����Ϳ���~Ƭ���^��ĩ����ԓ�^��ײ����һ������U��֧���Ϸ������͕��l��������ϡ��D15�@ʾ�˿���ˮƽ��������䓽
�D15���ң�����ˮƽ����䓽
(؟�ξ���admin)

 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O3D��ӡ����
���m��˾���_�O3D��ӡ����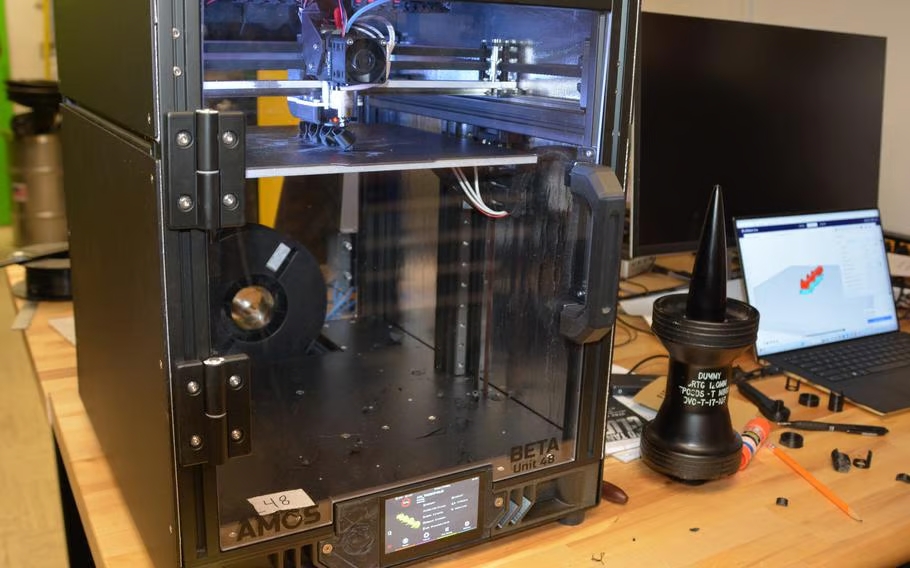 Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W�����d��У��
��˹���Ǵ�W�����d��У��������
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW�����gͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l�Fͨ�^3D��ӡ�������ĺ�ȃ���
- ��Fabric8Labs�cAEWIN������������늻��W
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W�����������c����
- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g����������ٹ����е���
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


