ˮ���z��ע���wϵ�Y��������������
�r�g��2022-12-28 10:59 ��Դ���Ƽ��W�g�� ���ߣ�admin ��x����
������������(AM)�܉����a�����������������t�W�I��ĸ߃rֵ�����ܽM�������������@�^�˂��y���ټӹ����g�Ď����ƣ����S�ؓ䃞����������ٺ���Ч�����졣�F�е�AM���g��ه�ڟᆢ���۟�����Y�M��������ͣ��@��һ�����F�Ͳ��������^�̡����߈����һ�NAM���g��ͨ�^߀ԭ��ۺ�(VP)���a�����߶ȷֱ��ʵĽ��ٺͺϽ����S������ˮ���zע�����ǰ�w��Ȼ���џ���߀ԭ����ˮ���z֧���D�����ͻ��Ľ��ُ���Ʒ���@�N����������VP�ķ�ʽ�D׃��ֻ���ژ�����ɺ���x����ϡ��c�F�е�VP���Բ�ͬ�����ߵķ�������Ҫ����ͬ���ϵĘ�֬�̻������M�������������F�˿��ٵ������ɷ��{�����������ϵ��������F�е�VP�����ڴ�ӡ�^���Ќ�Ŀ�˲��ϻ�ǰ�w�{����֬�С�������ʾ���R��ߴ�s��40
��m�Ľ��ٵ�AM���@���Â��y��ˇ����������@�Nˮ���z�����Ľ��پ��и߶Ȍ\�����Y���ͮ����ߵ�Ӳ�ȣ����������M�Ľ��������ṩ��;����
�����{����Ҫͨ�^��ĩ���ۺϺͶ����ܳ��e��ˇ���F��һ��һ�ӵĹ�ˇ����������ٶ���Ϻ����ݶȏͺϲ��ϣ����@�N���ڼ���Ĺ�ˇ���y���a���~�Ȳ��ϣ��ߟጧ�ʺ͵ͼ��������ʌ����۟�����Y�ğ����l�;ֲ������y��VP��һ�N����ǰ;����������������ù����l�����ɻ��ۺρ�������������ֹ�̎��(DLP)��ӡͨ�^�����S���⾀�D��Ͷ�䵽���֬���У�ͬ�r�̻��������S�Y���Ӂ팍�F�@һ�c��DLP���иߴ�ӡ�ٶȣ��ѱ��C�����Ё��ֱ��ʣ������Џ�Ь��ֱ�����쵽COVID-19�z�y���ӵĶ�N�̘I���á�VP��Ҫ���ھۺ��Ҳ���C�����ڲ������մ���Ȼ�������ڌ��m����ǰ�w������Һ���{Һ��o�C-�ЙC�������뵽���֬�������R�����𣬟o�C���ϵ��x����Ȼ���ޡ���ˣ�ͨ�^VP���������Ȼ��һ������Oran�n�}�Mͨ�^ʹ��ˮ���z���顰�{�����췴��������ʾ�˼{�׳߶��y��AM�������p���Ӽ�������ǰ��w�Ľ������w�e���e���S���ϡ�Vyatskikh�n�}�Mͨ�^ʹ���p���ӹ�̼��g�����б�ϩ��懵ğo�C�ЙC��֬�M�п�ӡ���S���M�П���H2߀ԭ���C���˼{��懵�AM��Ȼ�����@Щ�_���ԵĹ����H���ڲ��Ϸ�������Ҫ��ÿһ�N�²����M�Џ��s�Ę�֬�OӋ�̓��������������õĽ���AM���g����ֱ��ī��(DIW)�Ͳ��χ���(MJ)�քeʹ�Ç���D����ճ�τ��Ŀ��Ƴ��e���_������Π�@Щ����Ҏ����ʹ�ß���_������Π�����𣻲���DIW��MJ���Ƃ����~���ϣ�����δ�Ƃ�������ߴ���100 ��m���µ��~����
�����_�l��һ�N����VP��AM���g��������ˮ���z��ע��������(HIAM)�������ԏĆ�һ�Ĺ��֬�M������������V�����Y�����ٺͺϽ�����ʹ�����S�wϵ�Y��ˮ���z֧��������mԭλ���Ϻϳɷ�����ƽ�_����D1a��ʾ�������Ƃ��������������DLP��ӡ��N,N-����������(DMF)-/���Ҷ����p��ϩ����(PEGda)�����wϵ�Y���ЙC���z��DLP��ӡ���E���x����K���ֵ��Π��ӡ���܄����Q��DMF��Q��ˮ�����ЙC���z�D����ˮ���z��Ȼ��ˮ���z�Y�������ڽ����}ǰ��w��Һ�У�ʹ�����x����Ûˮ���z֧�ܡ��ڿ՚����џ��������}��Û��ˮ���z�D�������������S��p���γɚ��w(95%��N2��5%��H2)�������OӋ�����Ľ��ٻ�Ͻ�����Ʒ���������^���У�����Π��DLPӡˢ�ж��x�c���֣�ÿ���ߴ罛�v�s60-70%�ľ����տs��ͬ�r���џ��^�����мs65-90%���|���pʧ��
�����C��HIAM�c֮ǰ�������z��VP AM���g��ȵĶ���ԣ�����ʹ��HIAM�Ƃ����~��懡��y����Ͻ�İ�Ԫ�w����Y��(��ˇ���E��D1b-1e��ʾ)���Լ������s�IJ��ϣ�����غϽ�CuNiCoFe���y�ۺϽ�W-Ni (�D1f)���@Щ������Ҫ�Mһ���lչ����B��CuNiCoFe��W-Ni���Ƃ�ͱ���������߀�Ƃ���Cu/Co�ȶ�N����(�D1g��1h)��
HIAM�����c���܉��л����N�ЙC���z����ͬ�r��ӡ���ڲ�ͬ����Һ����Û��Ȼ��һ���џ�/߀ԭ���D1i�@ʾ��ͬ�r�џ��γ��������ˮ���z����(Cu��CuNi��CuNiCoFe��CuNiCoFe��ǰ��w)���@�N���л��ìF�е�VP�����Dz����ܵģ��@��������ͺͲ����x��ĕr�g���x��ֱ�ӽY�����c�F�е��ژ�֬�м���ǰ�w��ͨ�^���W������Û����ǰ�w�ļ��g��ȣ�HIAM�܉�̽������ijɷֿ��g����������ϡ����@���_ʼ�����ߌ�ע��һ�N�����ٺ�һ�N�Ͻ�(Cu��CuNi)�ı�����

�����˽��@Щ�������џ���߀ԭ�^���еĻ��W���^�Y����׃����������X�侀����(XRD)������ɫɢX�侀���V(EDS)�����ط���(TGA)�Ͳ�ʾ�������ᷨ(DSC)�о��˽�������Ļ��W�M�ɡ���Cu��CuNi�����EDS����������������Ӌ�㣬�@Щ���Ϸքe����Ŀ�˲��ϵ�93%��86%����������̼�M�ɵģ��@�Ǻ��y���_�����ģ����ܰ���һЩ����̼�́��Ԡt�ܵ��X�����}��Ⱦ��EDS����������Cu:Ni��CuNi�����е�ԭ�ӱȞ�1.21: 1�����WӋ���W��Cu55Ni45���@�N�Ͻ�ɷ��c��Û��Һ�ɷֵ�ƫ�����������PEGda�c�����x�ӵ��H������ͬ���¡�Ȼ����ͨ�^�{����Û��Һ�Կ��]ijЩ�x�ӵă��ȓ��룬���Ծ��_���_��Ŀ�˳ɷ֡����磬ᘌ�Cu50Ni50�Ͻ�������Cu(NO3)2: Ni(NO3)2��Ħ����1: 1.21�ėl������Ûˮ���zǰ��w�����џ���߀ԭ��EDS��������ԓ�~懺Ͻ�Ļ��WӋ��ֵ��Ŀ�˳ɷֵ�1%�ԃȣ���Cu50.5Ni49.5��

�D3c�������ڿ՚�����1 oC��min-1�ӟ��Cu��CuNi���z��TGA�y��ֵ�����џ��^���У�Cu��CuNiǰ��w���z�քe������ԭʼ�|����12.7%��15.8%����370-380 oC֮�g�_������ȫ�D�����|����������Ʒ�������ضȵČ���(dW/dT)������Cu���|���pʧ����ߵą^��(�s1 wt.%��oC-1)���F��353 oC����CuNi���|���pʧ����ߵą^����F��331 oC��������������110 oC��Cu��CuNi�ڴ˳��F��ʼdW/dT��ֵ��265 oC�t�HCu���F���mdW/dT��ֵ���D3d��Cu��CuNiǰ��w���z�ڿ՚�����1 oC��min-1�ӟ��DSC�ֲ��D���ɷN���z���F�����ƵĚwһ�������ֲ������ߵķş�嶼�ڼs235 oC�_ʼ��Cu��308 oC�r�_��������-1.5 W��g-1��CuNi��304 oC�r�_��������-2.6 W��g-1��

�����{����Ҫͨ�^��ĩ���ۺϺͶ����ܳ��e��ˇ���F��һ��һ�ӵĹ�ˇ����������ٶ���Ϻ����ݶȏͺϲ��ϣ����@�N���ڼ���Ĺ�ˇ���y���a���~�Ȳ��ϣ��ߟጧ�ʺ͵ͼ��������ʌ����۟�����Y�ğ����l�;ֲ������y��VP��һ�N����ǰ;����������������ù����l�����ɻ��ۺρ�������������ֹ�̎��(DLP)��ӡͨ�^�����S���⾀�D��Ͷ�䵽���֬���У�ͬ�r�̻��������S�Y���Ӂ팍�F�@һ�c��DLP���иߴ�ӡ�ٶȣ��ѱ��C�����Ё��ֱ��ʣ������Џ�Ь��ֱ�����쵽COVID-19�z�y���ӵĶ�N�̘I���á�VP��Ҫ���ھۺ��Ҳ���C�����ڲ������մ���Ȼ�������ڌ��m����ǰ�w������Һ���{Һ��o�C-�ЙC�������뵽���֬�������R�����𣬟o�C���ϵ��x����Ȼ���ޡ���ˣ�ͨ�^VP���������Ȼ��һ������Oran�n�}�Mͨ�^ʹ��ˮ���z���顰�{�����췴��������ʾ�˼{�׳߶��y��AM�������p���Ӽ�������ǰ��w�Ľ������w�e���e���S���ϡ�Vyatskikh�n�}�Mͨ�^ʹ���p���ӹ�̼��g�����б�ϩ��懵ğo�C�ЙC��֬�M�п�ӡ���S���M�П���H2߀ԭ���C���˼{��懵�AM��Ȼ�����@Щ�_���ԵĹ����H���ڲ��Ϸ�������Ҫ��ÿһ�N�²����M�Џ��s�Ę�֬�OӋ�̓��������������õĽ���AM���g����ֱ��ī��(DIW)�Ͳ��χ���(MJ)�քeʹ�Ç���D����ճ�τ��Ŀ��Ƴ��e���_������Π�@Щ����Ҏ����ʹ�ß���_������Π�����𣻲���DIW��MJ���Ƃ����~���ϣ�����δ�Ƃ�������ߴ���100 ��m���µ��~����
�����_�l��һ�N����VP��AM���g��������ˮ���z��ע��������(HIAM)�������ԏĆ�һ�Ĺ��֬�M������������V�����Y�����ٺͺϽ�����ʹ�����S�wϵ�Y��ˮ���z֧��������mԭλ���Ϻϳɷ�����ƽ�_����D1a��ʾ�������Ƃ��������������DLP��ӡ��N,N-����������(DMF)-/���Ҷ����p��ϩ����(PEGda)�����wϵ�Y���ЙC���z��DLP��ӡ���E���x����K���ֵ��Π��ӡ���܄����Q��DMF��Q��ˮ�����ЙC���z�D����ˮ���z��Ȼ��ˮ���z�Y�������ڽ����}ǰ��w��Һ�У�ʹ�����x����Ûˮ���z֧�ܡ��ڿ՚����џ��������}��Û��ˮ���z�D�������������S��p���γɚ��w(95%��N2��5%��H2)�������OӋ�����Ľ��ٻ�Ͻ�����Ʒ���������^���У�����Π��DLPӡˢ�ж��x�c���֣�ÿ���ߴ罛�v�s60-70%�ľ����տs��ͬ�r���џ��^�����мs65-90%���|���pʧ��
�����C��HIAM�c֮ǰ�������z��VP AM���g��ȵĶ���ԣ�����ʹ��HIAM�Ƃ����~��懡��y����Ͻ�İ�Ԫ�w����Y��(��ˇ���E��D1b-1e��ʾ)���Լ������s�IJ��ϣ�����غϽ�CuNiCoFe���y�ۺϽ�W-Ni (�D1f)���@Щ������Ҫ�Mһ���lչ����B��CuNiCoFe��W-Ni���Ƃ�ͱ���������߀�Ƃ���Cu/Co�ȶ�N����(�D1g��1h)��
HIAM�����c���܉��л����N�ЙC���z����ͬ�r��ӡ���ڲ�ͬ����Һ����Û��Ȼ��һ���џ�/߀ԭ���D1i�@ʾ��ͬ�r�џ��γ��������ˮ���z����(Cu��CuNi��CuNiCoFe��CuNiCoFe��ǰ��w)���@�N���л��ìF�е�VP�����Dz����ܵģ��@��������ͺͲ����x��ĕr�g���x��ֱ�ӽY�����c�F�е��ژ�֬�м���ǰ�w��ͨ�^���W������Û����ǰ�w�ļ��g��ȣ�HIAM�܉�̽������ijɷֿ��g����������ϡ����@���_ʼ�����ߌ�ע��һ�N�����ٺ�һ�N�Ͻ�(Cu��CuNi)�ı�����
���Ò�������@�R(SEM)��Ga+Դ�۽��x����(FIB)����о��˽�������ă�����ò��SEM�����@ʾCu��CuNi��Ʒ�ڟ�̎���^���б����˰˘O�w�����ΑB(�D2a��2e)�������s��40
��m (�D2b��2f)�������ڹ��c̎�����д����ԵĽ����M��FIBĥ㊣��^�y�����ܺ������oȱ�ݵĽY����Cu���ٳʬF��ֱ��С��5
��m���͌Ӡ��Ѽy(�D2c)����CuNi�Ͻ��t�ʬF����������ܽY��(�D2g)�c�׳ߴ�ĿY������δ�^�y���Ӡ��Ѽy������ɫɢX�侀���V(EDS)�y�D�@ʾCu��Cu�����еľ���ֲ�(�D2d)��Cu��Ni��CuNi�����еľ���ֲ�(�D2h)��
�����˽��@Щ�������џ���߀ԭ�^���еĻ��W���^�Y����׃����������X�侀����(XRD)������ɫɢX�侀���V(EDS)�����ط���(TGA)�Ͳ�ʾ�������ᷨ(DSC)�о��˽�������Ļ��W�M�ɡ���Cu��CuNi�����EDS����������������Ӌ�㣬�@Щ���Ϸքe����Ŀ�˲��ϵ�93%��86%����������̼�M�ɵģ��@�Ǻ��y���_�����ģ����ܰ���һЩ����̼�́��Ԡt�ܵ��X�����}��Ⱦ��EDS����������Cu:Ni��CuNi�����е�ԭ�ӱȞ�1.21: 1�����WӋ���W��Cu55Ni45���@�N�Ͻ�ɷ��c��Û��Һ�ɷֵ�ƫ�����������PEGda�c�����x�ӵ��H������ͬ���¡�Ȼ����ͨ�^�{����Û��Һ�Կ��]ijЩ�x�ӵă��ȓ��룬���Ծ��_���_��Ŀ�˳ɷ֡����磬ᘌ�Cu50Ni50�Ͻ�������Cu(NO3)2: Ni(NO3)2��Ħ����1: 1.21�ėl������Ûˮ���zǰ��w�����џ���߀ԭ��EDS��������ԓ�~懺Ͻ�Ļ��WӋ��ֵ��Ŀ�˳ɷֵ�1%�ԃȣ���Cu50.5Ni49.5��
�ڿ՚�(700 oC��50
sccm)���џ������������}�}�����z�����ɽ����Ľ������������Ʒ���ĈD3a��XRD�V�D���Կ�������Cu(NO3)2��Cuǰ��w���z�ͺ�Cu(NO3)2/Ni(NO3)2��CuNiǰ��w���z�քe��ȫ�D����CuO��CuO/NiO��ֵ��ע����ǣ�CuO/NiO��XRD�D�V�@ʾ�џ������д��چΪ���NiO��CuO�ࡣ���γɚ��w(900
oC��150
sccm)�У��@Щ�����������߀ԭ��CuO��CuO/NiO����քe�D����Cu�;����CuNi�Ͻ�(�D3b)���mȻCuNi��Cu�����������������w(FCC)�Y������CuNiģʽ�е�FCC�����D�Ƶ����ߵ�����ǣ��@�����ڸ�С��Niԭ�Ӽ��뵽�Y���ж����¾����g���pС�ĽY����
�D3c�������ڿ՚�����1 oC��min-1�ӟ��Cu��CuNi���z��TGA�y��ֵ�����џ��^���У�Cu��CuNiǰ��w���z�քe������ԭʼ�|����12.7%��15.8%����370-380 oC֮�g�_������ȫ�D�����|����������Ʒ�������ضȵČ���(dW/dT)������Cu���|���pʧ����ߵą^��(�s1 wt.%��oC-1)���F��353 oC����CuNi���|���pʧ����ߵą^����F��331 oC��������������110 oC��Cu��CuNi�ڴ˳��F��ʼdW/dT��ֵ��265 oC�t�HCu���F���mdW/dT��ֵ���D3d��Cu��CuNiǰ��w���z�ڿ՚�����1 oC��min-1�ӟ��DSC�ֲ��D���ɷN���z���F�����ƵĚwһ�������ֲ������ߵķş�嶼�ڼs235 oC�_ʼ��Cu��308 oC�r�_��������-1.5 W��g-1��CuNi��304 oC�r�_��������-2.6 W��g-1��
(؟�ξ���admin)

��һƪ����2030�꣬ȫ��3D��ӡ��֫�ИI�AӋ���_��23�|��Ԫ
��һƪ��ʹ��Ӗ�����ص�Ӌ��Cҕ�X�㷨�ڼ����ĩ�����������^�����M�Ю����z�y�ͷ��
��һƪ��ʹ��Ӗ�����ص�Ӌ��Cҕ�X�㷨�ڼ����ĩ�����������^�����M�Ю����z�y�ͷ��
 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O3D��ӡ����
���m��˾���_�O3D��ӡ����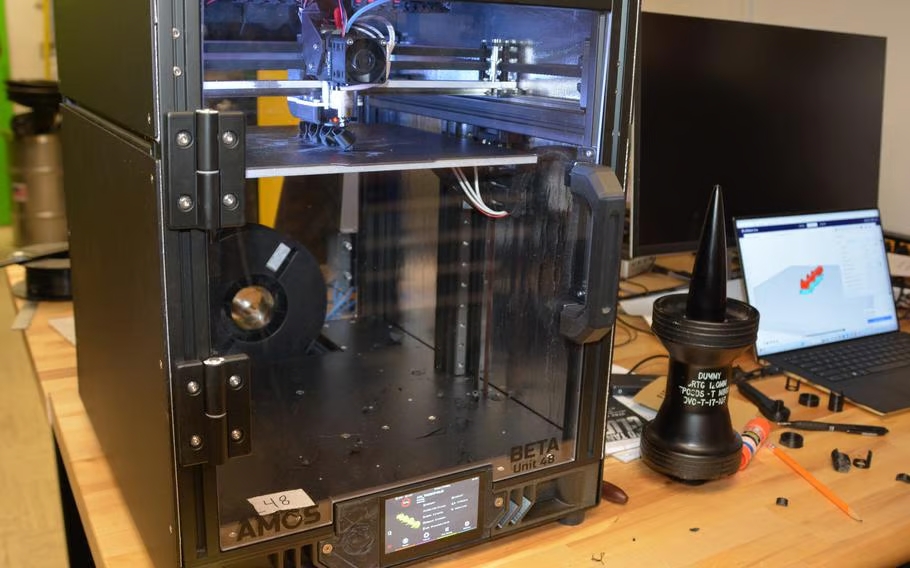 Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W�����d��У��
��˹���Ǵ�W�����d��У��������
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW�����gͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l�Fͨ�^3D��ӡ�������ĺ�ȃ���
- ��Fabric8Labs�cAEWIN������������늻��W
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W�����������c����
- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g����������ٹ����е���
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


