�Ї�ʯ�ʹ�W(xu��)��JMPT������������o��ֱ�������������켼�g(sh��)��(2)
�r(sh��)�g��2023-01-12 10:09 ��Դ�����όW(xu��)�W(w��ng) ���ߣ�admin ��x����
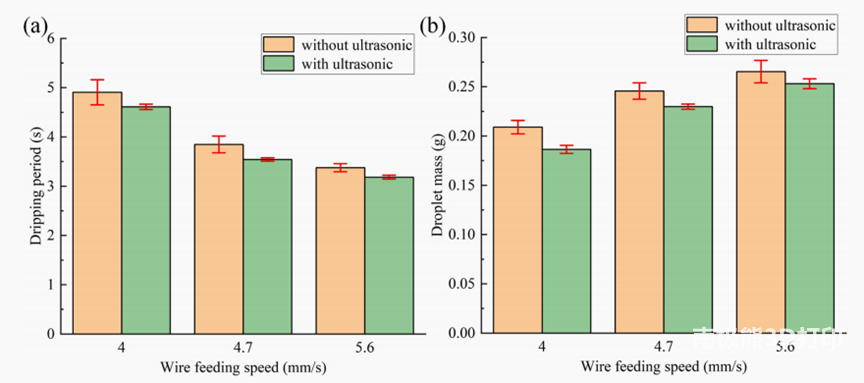
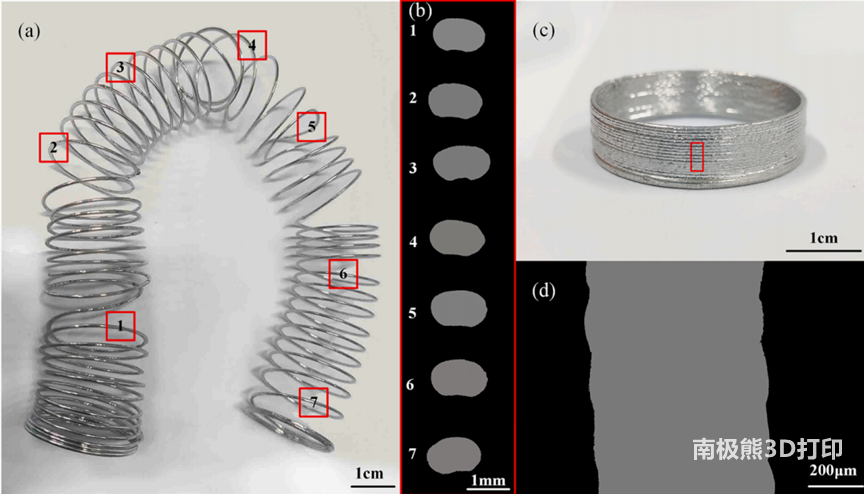
�D 5.��a���к͛]�г������õ����ڽ���Һ�εĵ������ںͣ�b��Һ���|(zh��)����
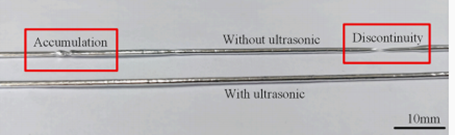
�D 6.���������o���Ćγ̕������پ���
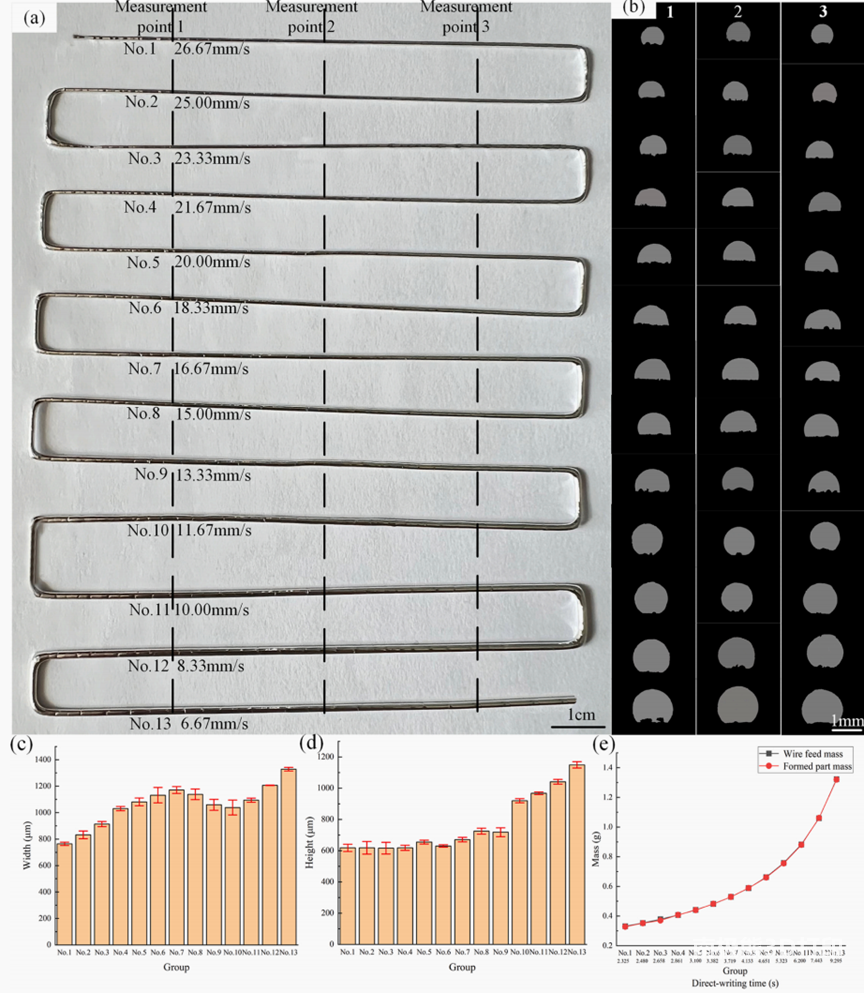
�D 7.��ͬ�����ٶ��γ̕����Č�(sh��)�(y��n)�Y(ji��)��.��a���γ̕������پ��ĺ��^��ò;��b������D��ͬ��λ��;��c��-��d���Ľ���ҕ�D�y���Č��Ⱥ߶�;��e�������|(zh��)�����M(j��n)���|(zh��)���ı��^���D����ʾ��ƫ������(j��)������(g��)λ�Üy����ֵӋ(j��)�㡣
�D 8.ʹ�úͲ�ʹ�ó����IJ�ͬ�Π�� 3D �����������a�� 3D��������ĕ����ٶ���;��b�� 3D��������ĕ����ٶȿ�;��c�����ε�3D�����
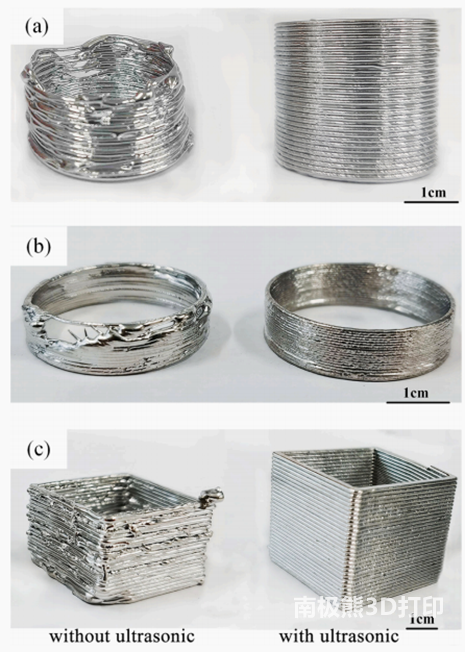
�D 9.���в�ͬ���gճ�ӏ�(qi��ng)�ȵľ���3D�����������a�������ξ������S�������;��b�������Π����ҕ�D�����3D�������;��c���h(hu��n)�ξ����3D�������;��d���h(hu��n)�ξ����3D�����������ҕ�D��
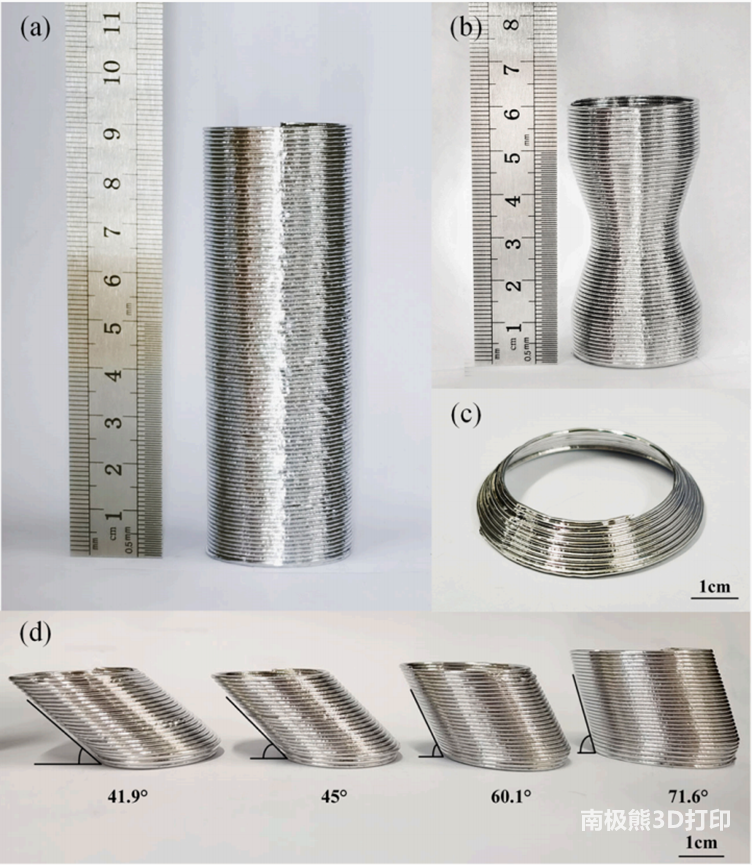
�D 10.��ͬ�Π��3D����������������õij����|(zh��)������a�� 100-�� 3D ���;��b�����ЃAб�Ƕȵ� 3D ���;��c����ߴ�Aб���S���;��d�����в�ͬ�Aб�ȵ�3D�����
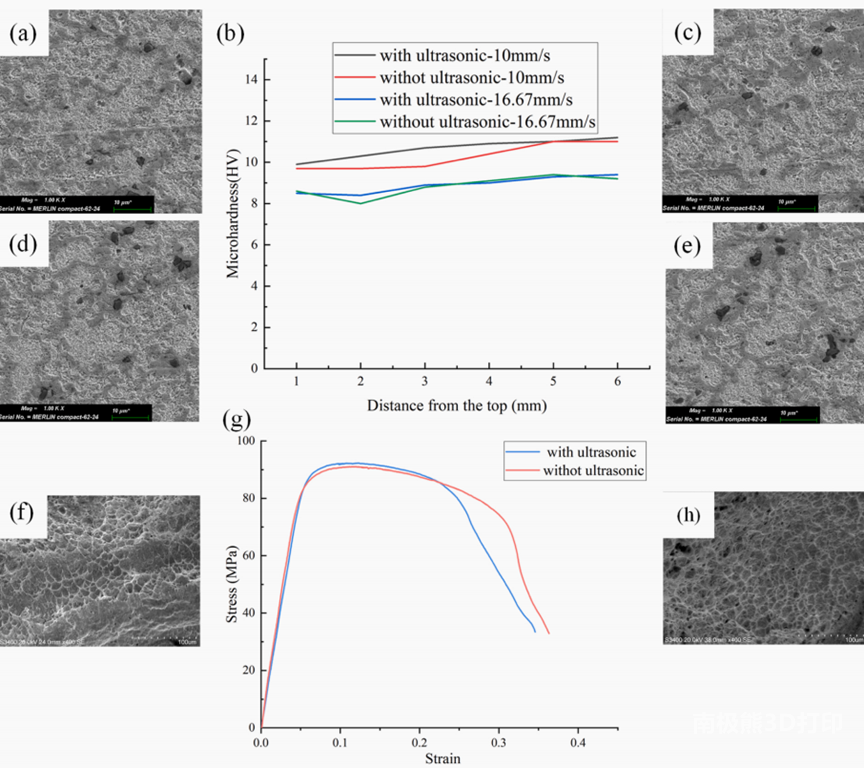
�D 11.���ͼ���ͬλ�õ��@�M����a�����кͣ�d���o�����o���������ٶȞ�10
mm/s����b���@Ӳ�ȳ��ͼ������ͼ���ͬλ�õ��@�M����c�����кͣ�e���o�����o���������ٶȞ�16.67 mm /
s�������Ĺ����ΑB(t��i)��F���кͣ�H���]�г��o������g�����S��������đ�(y��ng)��-��(y��ng)׃������
�C�������������o��ֱ���������Ŀ�������һ�N�ڔD���C(j��)��̎����(qi��ng)�������ٷ�(w��n)���Եļ��g(sh��)���ͳɱ��ͺ��λ������������������ԭ���O(sh��)������������ԭ�t��
���ڳ����o����D���C(j��)��(g��u)�������Y(ji��)���������o���b�õõ���(y��u)��ͨ�^ģ�M��ʹ���܉�?q��)��F(xi��n)������Һ�c�γ̕�����(sh��)�(y��n)�M(j��n)�С���(j��ng)�(y��n)�C�������o������Ч����t�������İl(f��)����ʹ��̎�����ڽ��ٸ���(w��n)�������������ڽ��������ķ�(w��n)���Լ����L���Ԍ���������UADWMAM���g(sh��)�܉�ʹ��3D����������й⻬�ı���ͳ�ɫ�ij��;��ȡ��mȻʹ�õ����c(di��n)�����M(j��n)����ʾ����UADWMAM��ԭ���c�����c(di��n)���ټ��ݣ�ֻҪ��D���C(j��)�����ۻ��������������ǵ��A(y��)Ӌ(j��)UADWMAM���g(sh��)�������_�l(f��)�_(t��i)ʽ���ٴ�ӡ�C(j��)���M(j��n)һ����������I(y��)�н������ӄ��ijɱ���
(؟(z��)�ξ���admin)

��һƪ����(sh��)�F(xi��n)LPBF�x�^(q��)�������ڹ��I(y��)��Ҏ(gu��)ģ����(y��ng)�ã�Dyndrite֧�ց�衹��I(y��)��W(xu��)3D��ӡ�_��ʸ����ʽ (OVF)
��һƪ���Έ�(ji��n)Ժʿ�F(tu��n)�(du��)���ͳɱ��²���3D��ӡ�ߏ�(qi��ng)�͟��X�Ͻ�
��һƪ���Έ�(ji��n)Ժʿ�F(tu��n)�(du��)���ͳɱ��²���3D��ӡ�ߏ�(qi��ng)�͟��X�Ͻ�
���P(gu��n)��(n��i)��
 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O(sh��)3D��ӡ����
���m��˾���_�O(sh��)3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W(xu��)�����d��У��
��˹���Ǵ�W(xu��)�����d��У��
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O(sh��)3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W(xu��)�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW(xu��)��(x��)���g(sh��)ͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
����(n��i)��
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O(sh��)3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W(xu��)�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW(xu��)��(x��)���g(sh��)ͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l(f��)�F(xi��n)ͨ�^3D��ӡ�������ĺ�ȃ�(y��u)��
- ��Fabric8Labs�cAEWIN������������늻��W(xu��)
���]��(n��i)��
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ��(g��u)����(n��i)
3D�����ӡ��(g��u)����(n��i) ��Small Science
��Small Science ��������-�����
��������-����� ���A��W(xu��)��������(qi��ng)
���A��W(xu��)��������(qi��ng)���c(di��n)��(n��i)��
- ����������(d��ng)�W(xu��)��(x��)��ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I(l��ng)��ġ����ǡ�
- ��3D��ӡ����Y(ji��)��(g��u)�O(sh��)Ӌ(j��)�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g(sh��)
- ���B�m(x��)�����̼��g(sh��)����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g(sh��)������(qi��ng)����ٹ����е���
- ���u݆�~Ƭ�����������������ޏ�(f��)���g(sh��)����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C(j��)���g(sh��)���ƴ��FDM��SLA��CLIP��
- ��⁏�(qi��ng)�ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


