��������l�әCȼ��������������X�侀����z�������о�
�r�g��2024-10-11 08:41 ��Դ���طN�T�켰��ɫ�Ͻ�2024���44�� ���ߣ�admin ��x����
ȼ�����Ǹ��R�Ք���ȼ�_���l�әC�м��g�y�����IJ���֮һ����Ȳ��Џ��s��ȼ��������һ����ü����x�^�ۻ���Selective Laser
Melting�� SLM�����g���죬���Ϟ� GH3625
�ߜغϽ������������칤ˇ���s��ȼ���ҳ��κ����a����϶���Ѽy��δ�۷�ĩ�w�����ۺϲ����ȃȲ�ȱ�ݣ�������߀���ܴ��ڶ����Ӱ�ȼ����ʹ�����ܡ����⣬ȼ���Ҹߜع����rͲ��߀����׃�Ό��±ں�׃����
������c��
����CR��CT���g��ȼ����ģ�M���Ȳ������Ķ�����ȱ���M�Йz�y���о���X�侀����������������Ȳ�����������z�y�е��������Y��������CR���g�əz�y����С�ߴ��0.15mm���������w��������@CT���g�əz�y����С�ߴ��0.08mm���������w�����
��ȫ�Č��x��
�ϲ����մ�W�o�p�z�y���g���������c��������Ї����l����������հl�әC����؟�ι�˾�о��F���2024���44����9�ڡ��طN�T�켰��ɫ�Ͻ��ڿ��ϰl�����}�顰������������������X�侀����z�������о��������£����߲��ü����x�^�ۻ���ˇ���������˺����s������ȼ����ģ�M���������Ȳ��A���˲�ͬ�ߴ���������w�����������һ�M�˜ʳߴ���ٽzģ�M���ζ��������Ӌ��C�侀���ࣨComputed radiology�� CR�����@Ӌ��C��������Computed tomography�� CT����ԇ���M�Йz�y���о�X�侀�����������Ƽ��Ȳ�����������ęz�y�������������@CT�������ں��M�з����c�u�����Y��������CR�əz����С�OӋ�ߴ��0.15 mm���������w���������С�z����0.1 mm�ľ��ζ�����@CT�əz����С�OӋ�ߴ��0.08 mm���������w���������С�z����0.1 mm�ľ��ζ�����@CT�ߴ�y���Y���@ʾ�����ζ�����y���ߴ��c�˜ʳߴ�һ�£��������w������y���ߴ��ձ�����OӋ�ߴ磬���^���`����^50 ��m��ͨ�^�@CT�ں�����l�F�������������������á�
1 ԇ�����c����
1.1 ԇ����
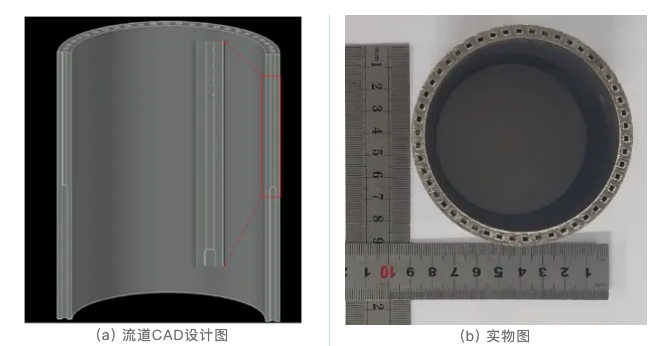
��GH3625��ĩ��ԭ���ϣ����������OӋ��S310�ͼ����x�^�ۻ���������ϵ�y�Ƃ�Ȳ�����ԇ�ӣ�ģ�M��ȼ�_���l�әCȼ���������Y������1��GH3625�Ͻ�Ļ��W�ɷ֣��D1����������Ȳ�����ԇ��CAD�OӋ����D�c����D��ԇ�ӳߴ磺�⏽��80mm���ں��5mm���ߞ�100mm���Ȳ��֞錒խ�ɶβ�ͬ�ߴ��������խ��������2mm��1.5mm��50mm������������3 mm��2mm��50mm��խ��ÿ�l�����Ȳ��A��10���������w������ߴ�քe��0.2��0.2��0.15��0.15��0.1��0.1��0.1��0.08��0.08��0.08mm����̖���Ξ�1~10�����������Ȳ�����7��懘˜ʽz�����|Ӌ��HB7684-2000��ģ�M���ζ�����z���քe��0.4��0.32��0.25�� 0.20��0.16��0.125 �� 0.1 mm���z̖�քe����10~16��

1.2 �շ����cԇ�
�D2�����������Ƽ�CT�ղ���ʾ��D����������765mm�z�y�r��X�侀��խ��������С������պ�ȷքe��7mm��35mm������������С������պ�ȷքe��6mm��31mm���ɷN��r������պ�Ⱦ��s����С�պ�ȵ�5����ᘌ�������r������С���c�侀�C�M��CR�z�y������Ч�z�y����Ȳ�ȱ�ݣ������@CT�z�y���������ﲢ�M�гߴ�y����

1.2.1 X�侀CRԇ�
����ISOVOLT320Titan E�侀�C �����c�ߴ��0.4mm��0.4mm��CR����x����CRx25P�����⽹�c��12.5��m�����׳��߷ֱ���IPU����塣����Դ����α��գ�ԇ����900mm����늉���130kV���������6mA���ع�r�g��120s��懽z���|Ӌ�����ڌ�����Դ�y���档
1.2.2 �@CTԇ�
����YXLON FF85�@CT����ϵ�y���������c�侀Դ��Microfocus tube 225kV������늉���225kV�����c�ߴ���С��6��m��ƽ��̽�y����VAREX 4343HE�ͷǾ���ƽ��̽�y�������W�q�w���Ϟ�⻯�C��̽�y����Ԫ�ߴ��139��m��139��m�������ꇞ�3072��3072��A/Dλ����16 bit��CT����ԇ����Դ��ԇ�����D���ľ��x��165mm��Դ��̽�y�����x��765mm����늉���220kV���������360��A���Ώ�ͶӰ�D��e�֕r�g��2.31s����360�㷶���ȹ��@��3059��ͶӰ�D����ֱ��ʞ�30��m��
2 ԇ�Y���c����
2.1 CR�Y���c����
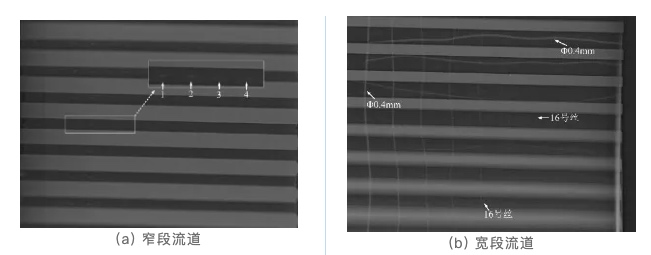
��GH3625�ߜغϽ�SLM������������ԇ���M��CRԇ�Y��Ҋ�D3�����ЈD3a���^̎���R�e�����A���������w������ȱ�ݣ�ÿ���������ܙz��4�������w��������^1��4�dzߴ�քe��0.2��0.2��0.15��0.15mm���������w������ęz�y�`���ȷ��棬�D3b�п��R�e���|Ӌ16̖�z���M��GB/T 26642-2022��A��Ҫ�ľ��ζ�����z���������棬�əz������С���ζ�������16̖�z���z����0.1mm�����Կ�����CRԇ��܉�z����С�OӋ�ߴ��0.15mm���������w���������С�z����0.1 mm�ľ��ζ�������ܙz�y�`���ȵ�Ӱ푣��OӋ�ߴ��0.1 mm���������w����������©�z��
2.2 CT�Y���c����
�����@CT�ؽ��D���ڲ�ͬ��Ƭ�D�����^��ȱ�ݼ������Ȳ��Y���������ڶ�����ȱ�ݵĶ�λ�Ͷ�����ͬ�r�Ɍ������ں��M�з�����
2.2.1 ������z�y
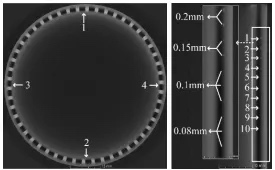
�D4��խ��������������Ƭ�D������Y�����D4b�м��^̎���������w��������Կ������OӋ�ߴ��0.08��0.20mm�������A�������w����������z����
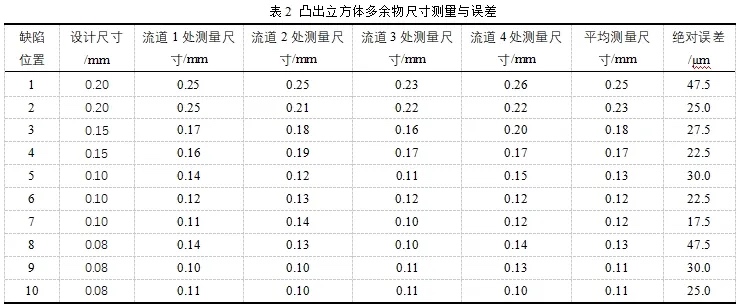
�����Mһ�������@CT�������w������ȱ�ݙz���������xȡ�D4a��4�������M�ж�����ߴ����������������������x�M�Мy������2��4�������Ȳ�1��10̖�������w�������OӋ�ߴ硢4������̎�y���ߴ硢ƽ���y���ߴ缰�^���`����Կ������������w������y�ߴ��ձ�����OӋ�ߴ磬1��10̖�����w������Ľ^���`����20��50��m�����ȣ�CT ��С�ɜy���������w������ߴ��0.1mm��
������c��
����CR��CT���g��ȼ����ģ�M���Ȳ������Ķ�����ȱ���M�Йz�y���о���X�侀����������������Ȳ�����������z�y�е��������Y��������CR���g�əz�y����С�ߴ��0.15mm���������w��������@CT���g�əz�y����С�ߴ��0.08mm���������w�����
��ȫ�Č��x��
�ϲ����մ�W�o�p�z�y���g���������c��������Ї����l����������հl�әC����؟�ι�˾�о��F���2024���44����9�ڡ��طN�T�켰��ɫ�Ͻ��ڿ��ϰl�����}�顰������������������X�侀����z�������о��������£����߲��ü����x�^�ۻ���ˇ���������˺����s������ȼ����ģ�M���������Ȳ��A���˲�ͬ�ߴ���������w�����������һ�M�˜ʳߴ���ٽzģ�M���ζ��������Ӌ��C�侀���ࣨComputed radiology�� CR�����@Ӌ��C��������Computed tomography�� CT����ԇ���M�Йz�y���о�X�侀�����������Ƽ��Ȳ�����������ęz�y�������������@CT�������ں��M�з����c�u�����Y��������CR�əz����С�OӋ�ߴ��0.15 mm���������w���������С�z����0.1 mm�ľ��ζ�����@CT�əz����С�OӋ�ߴ��0.08 mm���������w���������С�z����0.1 mm�ľ��ζ�����@CT�ߴ�y���Y���@ʾ�����ζ�����y���ߴ��c�˜ʳߴ�һ�£��������w������y���ߴ��ձ�����OӋ�ߴ磬���^���`����^50 ��m��ͨ�^�@CT�ں�����l�F�������������������á�
1 ԇ�����c����
1.1 ԇ����
��GH3625��ĩ��ԭ���ϣ����������OӋ��S310�ͼ����x�^�ۻ���������ϵ�y�Ƃ�Ȳ�����ԇ�ӣ�ģ�M��ȼ�_���l�әCȼ���������Y������1��GH3625�Ͻ�Ļ��W�ɷ֣��D1����������Ȳ�����ԇ��CAD�OӋ����D�c����D��ԇ�ӳߴ磺�⏽��80mm���ں��5mm���ߞ�100mm���Ȳ��֞錒խ�ɶβ�ͬ�ߴ��������խ��������2mm��1.5mm��50mm������������3 mm��2mm��50mm��խ��ÿ�l�����Ȳ��A��10���������w������ߴ�քe��0.2��0.2��0.15��0.15��0.1��0.1��0.1��0.08��0.08��0.08mm����̖���Ξ�1~10�����������Ȳ�����7��懘˜ʽz�����|Ӌ��HB7684-2000��ģ�M���ζ�����z���քe��0.4��0.32��0.25�� 0.20��0.16��0.125 �� 0.1 mm���z̖�քe����10~16��
�D1 ����ԇ���OӋ�D�c����D
1.2 �շ����cԇ�
�D2�����������Ƽ�CT�ղ���ʾ��D����������765mm�z�y�r��X�侀��խ��������С������պ�ȷքe��7mm��35mm������������С������պ�ȷքe��6mm��31mm���ɷN��r������պ�Ⱦ��s����С�պ�ȵ�5����ᘌ�������r������С���c�侀�C�M��CR�z�y������Ч�z�y����Ȳ�ȱ�ݣ������@CT�z�y���������ﲢ�M�гߴ�y����
�D2 ���������Ƽ�CT���貼��ʾ��D
1.2.1 X�侀CRԇ�
����ISOVOLT320Titan E�侀�C �����c�ߴ��0.4mm��0.4mm��CR����x����CRx25P�����⽹�c��12.5��m�����׳��߷ֱ���IPU����塣����Դ����α��գ�ԇ����900mm����늉���130kV���������6mA���ع�r�g��120s��懽z���|Ӌ�����ڌ�����Դ�y���档
1.2.2 �@CTԇ�
����YXLON FF85�@CT����ϵ�y���������c�侀Դ��Microfocus tube 225kV������늉���225kV�����c�ߴ���С��6��m��ƽ��̽�y����VAREX 4343HE�ͷǾ���ƽ��̽�y�������W�q�w���Ϟ�⻯�C��̽�y����Ԫ�ߴ��139��m��139��m�������ꇞ�3072��3072��A/Dλ����16 bit��CT����ԇ����Դ��ԇ�����D���ľ��x��165mm��Դ��̽�y�����x��765mm����늉���220kV���������360��A���Ώ�ͶӰ�D��e�֕r�g��2.31s����360�㷶���ȹ��@��3059��ͶӰ�D����ֱ��ʞ�30��m��
2 ԇ�Y���c����
2.1 CR�Y���c����
��GH3625�ߜغϽ�SLM������������ԇ���M��CRԇ�Y��Ҋ�D3�����ЈD3a���^̎���R�e�����A���������w������ȱ�ݣ�ÿ���������ܙz��4�������w��������^1��4�dzߴ�քe��0.2��0.2��0.15��0.15mm���������w������ęz�y�`���ȷ��棬�D3b�п��R�e���|Ӌ16̖�z���M��GB/T 26642-2022��A��Ҫ�ľ��ζ�����z���������棬�əz������С���ζ�������16̖�z���z����0.1mm�����Կ�����CRԇ��܉�z����С�OӋ�ߴ��0.15mm���������w���������С�z����0.1 mm�ľ��ζ�������ܙz�y�`���ȵ�Ӱ푣��OӋ�ߴ��0.1 mm���������w����������©�z��
�D3 ����������CR�D��
2.2 CT�Y���c����
�����@CT�ؽ��D���ڲ�ͬ��Ƭ�D�����^��ȱ�ݼ������Ȳ��Y���������ڶ�����ȱ�ݵĶ�λ�Ͷ�����ͬ�r�Ɍ������ں��M�з�����
2.2.1 ������z�y
�D4��խ��������������Ƭ�D������Y�����D4b�м��^̎���������w��������Կ������OӋ�ߴ��0.08��0.20mm�������A�������w����������z����
�����Mһ�������@CT�������w������ȱ�ݙz���������xȡ�D4a��4�������M�ж�����ߴ����������������������x�M�Мy������2��4�������Ȳ�1��10̖�������w�������OӋ�ߴ硢4������̎�y���ߴ硢ƽ���y���ߴ缰�^���`����Կ������������w������y�ߴ��ձ�����OӋ�ߴ磬1��10̖�����w������Ľ^���`����20��50��m�����ȣ�CT ��С�ɜy���������w������ߴ��0.1mm��
(a) Z�S��Ƭ�D�� (b) ���������w������Y�S��Ƭ�D��
�D4 խ��������������Ƭ�D�����
(؟�ξ���admin)

��һƪ��Nature�ӿ���ȫϢֱ������ӡ (HSDP)���g���Ɍ��F���w�ȡ���������ӡ
��һƪ��ͻ�ƣ�����3D��ӡ��ĩ�����������ʸ��_70%��LLNL�����g�̼��g����
��һƪ��ͻ�ƣ�����3D��ӡ��ĩ�����������ʸ��_70%��LLNL�����g�̼��g����
 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O3D��ӡ����
���m��˾���_�O3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W�����d��У��
��˹���Ǵ�W�����d��У��������
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW�����gͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l�Fͨ�^3D��ӡ�������ĺ�ȃ���
- ��Fabric8Labs�cAEWIN������������늻��W
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W�����������c����
- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g����������ٹ����е���
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


