��������l�әCȼ��������������X�侀����z�������о�(2)
�r�g��2024-10-11 08:41 ��Դ���طN�T�켰��ɫ�Ͻ�2024���44�� ���ߣ�admin ��x����
�D5�錒�������Ȳ����ζ������52��Z�S��Ƭ�D��z�yЧ��������̎��CT�z���ľ��ζ������λ���c�����z̖�����Կ�����CT�܉�z���z̖��10��16�����о��ζ����
�D6�麬ֱ��0.1mm���ζ�����ĵ�2088��X�S��Ƭ�D�z�yЧ�����D��Ŵ����^�쵽���ζ����������������Ӱ������Ӱ��M������Ƭ�D���ζ������ΑB��ԓ��Ƭ�D���ϲ��������ʬF���Ү����ٽz�o�N�ȱڕr���ߴ�С�ľ��ζ�����z�y���y����Ҫ��������Ƭ�D���M�Ќ��Ⱥ͈D��̎�������^�쵽�����ζ�����y��ֵ�c�˜ʽz����������һ�£��^���`���5��m����С�ɜy�����ζ�����ߴ��0.1mm��
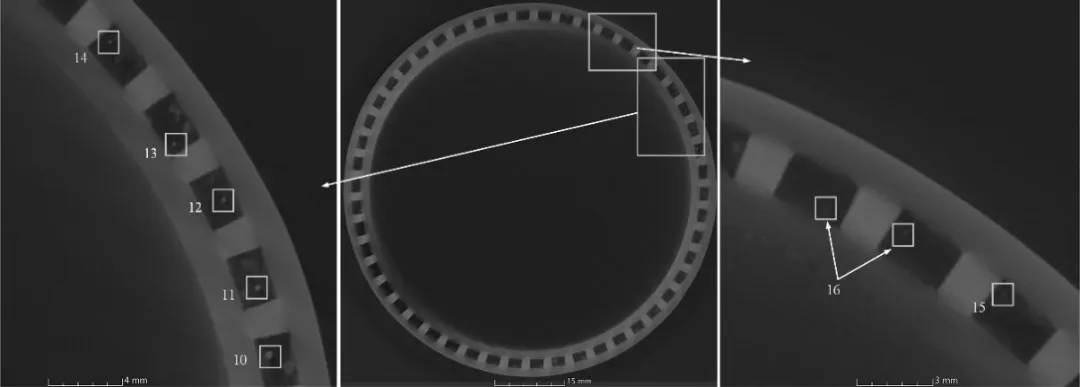
�D5 ���ζ�����Z�S��Ƭ�z�yЧ���D
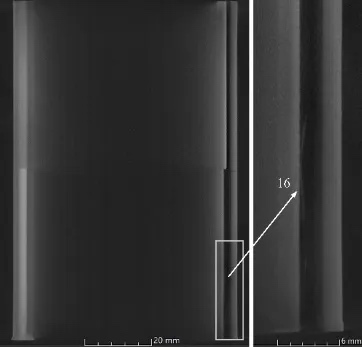
�D6 X�SCT�D������С�z�����ζ�����ęz�y
2.2.2 �ں����
����ȼ���ҹ����h���ضȞ�600��1300�棬Ͳ�w �̓Ȳ��������a��׃�Σ���Ҫ�M�бں�����Է������D7�錒������Z�S������Ƭ�D��ں����Ч���D�����Կ����������������w���������ã����h�ȱ�݆������������Ҫ��GH3625�Ͻ��ܶȸߡ����s����ԇ���պ�ȱȴ�����Ӳ���Լ�ɢ�侀�����������¡����⏽�������M�гߴ�y�����⏽��79.4mm����ͬ����CT�y���Y�����ڲ�������������Ȟ�1.90��2.00mm���L�Ȟ�2.86��2.93mm��խ���������Ȟ�1.31��1.67mm���L�Ȟ�1.75��1.94mm��ͬ�r������С���Ȟ�0.01mm��ǧ�ֳ��M�Мy�����⏽��79.5mm�������������Ȟ�1.80��1.90mm���L�Ȟ�2.76��2.86mm��խ���������Ȟ�1.30��1.58mm���L�Ȟ�1.78��2.10mm���cCT�y����ȣ��`��С��0.16mm������CT�܉���Ч �������s�����ں�
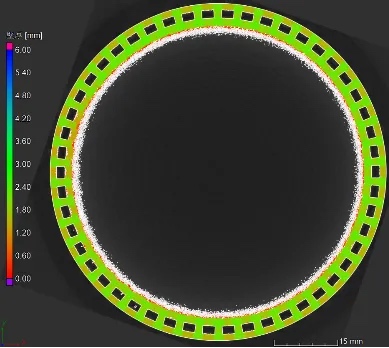
�D7 �Ȳ������ں�����Է���
����Ҫ�YՓ��
��1������ SLM ��ˇ���캬���s������ȼ����ģ�M�������|�� GH3625 �ߜغϽ𣬃Ȳ��A���˲�ͬ�ߴ��������w������;��ζ����
��2���� GH3625 �ߜغϽ�ȼ����ģ�M���M�� CR �z�y���� GB/T 26642-2022 �˜� A ���z�yҪ���M���ա��Y����������С�əz���OӋ�ߴ�� 0.15 mm ���������w������ͽz���� 0.1 mm �ľ��ζ�����OӋ�ߴ��0.1 mm �������w���������©�z��
��3���� GH3625 �ߜغϽ�ȼ����ģ�M���M���@CT �z�y������ֱ����_�� 30 ��m���Y���������OӋ�ߴ�� 0.08��0.20 mm ���������w����������z���������������M�гߴ�y���������������w������ƽ���y�� �� �� �� �� �� �� �O Ӌ �� �� ���^ �� �` �� �� �� �� �� �^
50 ��m�� �� �� �� �w �� �� �� ȱ �� �� С �z �� �� �� ��0.1 mm�����ζ�����ȱ�ݜy��ֵ�����c�˜ʳߴ�һ�£��əz����С�z���� 0.1 mm��
��4��ͨ�^ CT �M�������ں�y���c�����Է������Y���@ʾ�����������������ã�CT �y���ߴ��c���H�y���ߴ��`��С�� 0.16 mm��
�����߈F�B��

�����ᣬŮ��1989��9�³�������ʿ���I������W�x���ƌW�c���g���I���v�����Tʿ���о���������2019��3���녢�ӹ�����һֱ�����侀�z�y�c�˹����ܽ����ںϡ�̫��Ɲ�o�p�z�y�Ľ̌W�Ϳ��й��������և�����Ȼ����1헣�����ʡ�����n�}1헣��M���n�}��헡�
�����ø�ʽ��
���ģ������i, ����, ������, ������, ������.������������������X�侀����z�������о�[J].�طN�T�켰��ɫ�Ͻ�2024��44��9����1213-1217.
Ӣ�ģ�BU Shupeng1, AO Bo1, SONG Hongyu1, LIU Lingling1, LIU Haiqiang2.X-ray Imaging Detection Capability of Residues in Additive Manufactured Channels[J].Special Casting & Nonferrous Alloys��2024��44��9����1213-1217.
(؟�ξ���admin)

��һƪ��Nature�ӿ���ȫϢֱ������ӡ (HSDP)���g���Ɍ��F���w�ȡ���������ӡ
��һƪ��ͻ�ƣ�����3D��ӡ��ĩ�����������ʸ��_70%��LLNL�����g�̼��g����
��һƪ��ͻ�ƣ�����3D��ӡ��ĩ�����������ʸ��_70%��LLNL�����g�̼��g����
 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O3D��ӡ����
���m��˾���_�O3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W�����d��У��
��˹���Ǵ�W�����d��У��������
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW�����gͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l�Fͨ�^3D��ӡ�������ĺ�ȃ���
- ��Fabric8Labs�cAEWIN������������늻��W
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W�����������c����
- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g����������ٹ����е���
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


