�C������ĩԭ�����Ԍ�SLM��ӡ�������Ӱ푵��о���1��
�r�g��2022-04-26 13:07 ��Դ��3D�ƌW(xu��)�� ���ߣ�admin ��x����
��(d��o)�x��������������(AM)�{�����O(sh��)Ӌ���ɺ͜p�ُ�(f��)�s������a(ch��n)�^���з����ļӹ������ă�(y��u)�ݣ��ѽ�(j��ng)�_ʼ�ڸ����߃rֵ�ИI(y��)�I(l��ng)��V����(y��ng)�á���ĩ���ۻ�(PBF)���g(sh��)��ʹ�ã����x���Լ����ۻ�(SLM)Ҳ����˲��ϵ�ʹ��Ч�ʣ�����δ�ۻ����w���w����ÿ�γ��ͺ��ǿɻ��յģ��@�c���y(t��ng)�Ĝp�ķ����γ��ˌ��ȡ�Ȼ�����ڲ�ͬ�Ĺ�ˇ�A�Σ���ĩ����������ƫ�x���A(y��)̎����B(t��i)���@���ܕ�Ӱ�ԭ���О����K�a(ch��n)Ʒ�|(zh��)����
��ĩԭ�ϵ��ﻯ�����e��Ҫע�⣬�������Ⱥ���ò����횇�����ƣ������������ĩ�����ԡ������О��Լ���������(y��ng)���Զ����a(ch��n)��Ӱ푣��@Щ���Թ�ͬӰ��˲��ϳ��e���S��ļ�����Y(ji��)�^�̡��M��Ŀǰ���о���Ҫ�����ڌ���ӡ��ˇ����(sh��)������ʡ�œ���g�ࡢ�����ٶȡ�������Եȣ��ļ������ԃ�(y��u)��SLM�^�̣��������Mһ���U��������ļ��g(sh��)�ڹ��I(y��)�ϵđ�(y��ng)�ã�̽����ĩ���ȵ����P(gu��n)����׃��������������ܵ�Ӱ푙C�ƣ�����Q�c��ĩ׃�����P(gu��n)�ĸ��N�ɿ��Ժ��|(zh��)�����}Ҳ�����P(gu��n)��Ҫ�ġ����ľC���˽���AMԭ�ϵ��о��Mչ���c�x���Լ����ۻ���ˇ���P(gu��n)�ĸ��N��ĩ���ԣ����cӑՓ�˷�ĩ���Ȝy����ԭ�Ϻ���K������ܵ�Ӱ푡�
1 ���ٲ�����������İl(f��)չ�v��
����������켼�g(sh��)(AM)���t(y��)����������������܇�ИI(y��)�õ�Խ��Խ��đ�(y��ng)�ã�����������Џ�(f��)�s�Y(ji��)��(g��u)��ԭ�ͺ��ܲ�����ͬ�r�����˂��y(t��ng)�ӹ����g(sh��)�������R�Ďμs����AM��ˇ��1980��ĩ�״��������ԭ��(RP)��Q���������룬�����ڸ��N�Ә�(g��u)���Ͳ������Ϸ����������a(ch��n)���ڿ�ҕ����ԭ���O(sh��)ӋĿ�ĵĿ����O(sh��)Ӌ������ģ�͡��@�N��ܼ��g(sh��)�ṩ�ˏV���IJ���얹̙C�ƣ��������w���(SLA)���Ӊ����w����(LOM)�����ڳ��e��ģ(FDM)���x���Լ�����Y(ji��)(SLS)��3D��ӡ(3DP)���������������(LM)�Ĺ�ͬ����ԭ����
���������ѽ�(j��ng)�Q����ʮ�����࣬���g(sh��)�M���͇���Ĺ��I(y��)������ʹAM�����D(zhu��n)���������(RM)�Ϳ���ģ��(RT)����ˣ����y(t��ng)��RP���g(sh��)�������������ԔUչ�����a(ch��n)�����Ϻ͙Cе���ܿ��c���y(t��ng)������������ֱ�ӑ�(y��ng)�ò�����Ŀǰ��AM���g(sh��)��ע���_�l(f��)���H����K��;���I(y��)��(y��ng)�ã���ע�ܹ��ߣ������Nֲ�ͺ��հl(f��)�әC����������AM��ˇ��Ŀ��(bi��o)�nj��F(xi��n)�@ЩĿ��(bi��o)���Y(ji��)���O(sh��)Ӌ�`���ԡ�����ϼ����Լ��p�����Ŀ����ԣ����a(ch��n)�߃rֵ�IJ�����
1.1 ����AM���ϼ����
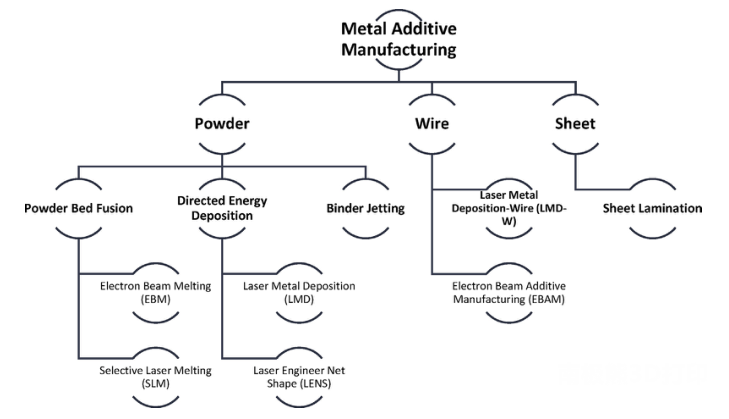
���ٷ�ĩ���z�ĺͱ�������ǽ���AM��ˇ�г�Ҋ��ԭ����ʽ���@Ҳ�^(q��)�����̘I(y��)�����g(sh��)�ĸ��Ԙ�(g��u)��ԭ���Ͳ��ϽY(ji��)��ģʽ(Ҋ�D1)�������(sh��)����AM��ˇ�����ڷ�ĩ��ϵ�y(t��ng)��������ĩ���ں�(PBF)��ֱ���������e(DED)��ճ�Y(ji��)�����䣬���������w����ĩ������Ҫԭ�ό��F(xi��n)������Ρ�����PBF��DED���g(sh��)�����ø���Դ(�缤��������)ֱ���ۻ���ĩ���ϣ����F(xi��n)�����ȫ���ܣ���ճ�Y(ji��)������t�nj���ĩ�w����ճ�τ����̣�Ȼ���M�П��Y(ji��)��Ͷ����B�֏�(f��)����ܶȡ����ڷ�ĩ�ķ����IJ��ϳ��eҲ��ͬ��PBF��ճ�Y(ji��)�����乤ˇ�漰�ڲ��Ϲ̻�֮ǰ��ԭ��Ϳ���ڴ������ϣ���DED����ͬ�S���������ͬ�r�M�з�ĩݔ�ͺ��ۻ����e��PBF���g(sh��)�������x���Լ����ۻ�(SLM)��������ۻ�(EBM)��ˇ��ֱ��������|(zh��)��������������x���������֮�£�SLM�ڶ��Ԛ��w�h(hu��n)��(��Ar��N)��ʹ��Nd: YAG���w������(200 - 400w)����EBM�t��Ҫ����l����ʹ�þ۽������(60kw)���mȻ�@�ɷN���g(sh��)���܉����a(ch��n)���ӽ����Π�Ľ��ٲ�������SLMͨ���܉����a(ch��n)����EBM���ߵľ��Ⱥ��õı����|(zh��)�����������Ը��L������r�g���ߵĚ�����(y��ng)������r���mȻ��Ҫԭ�������SLM��ʹ�õķ�ĩ���������^�������ڹ�ˇ̽���^���У����ȷֲ�(���Ȝy��)����ĩ�О���ɴˌ�����|(zh��)����ɵ�Ӱ��Բ������
1.2 �x���Լ����ۻ��о�
������֪���������������е�SLM���g(sh��)������PBF��ˇ�����첿��֮ǰʹ�õĹ�ˇ�Ͳ���ݔ�붼�����С���ˣ��S���Ѱl(f��)���������������ڽ�Q��Ҫ���P(gu��n)�I��ˇ����(sh��)����������ʡ������ٶȡ��Ӻ��œ�ھ��x��������ԵĿ��ƣ��Ԯa(ch��n)���m�ϼӹ���ͬ��ͽ��ٲ��ϵ��������ȡ��F(xi��n)�е��о�߀�C����SLM���a(ch��n)��������W(xu��)���ܣ���ͬȡ��(g��u)�����֡�������Ԍ�(d��o)�µ��������׃�����Լ���SLM�ӹ��^���������ij�Ҋ���}��ȱ�ݣ��@Щ���}��ȱ���c���(f��)�s��ұ��F(xi��n)���������P(gu��n)�����˽�Q�^�̵ď�(f��)�s�Բ�����SLM�аl(f��)���ğ�-�Cе����ã�King�����_�l(f��)���S����(sh��)ֵģ�Mģ�M������Ԫ�������������M�����u��������SLM��ʹ�õIJ��ϣ���(d��ng)��̎���^�������xʹ�ø����ķ�ĩ�r�����Ԍ��F(xi��n)���и��÷ֱ��ʵIJ�����Ȼ���������ڷ��w���ȷֲ��ڳ�Ҏ(gu��)���Y(ji��)�о��е���Ҫ�ԣ��˂������w���ȷֲ���Ӱ���ҕ�^�١�
������о��ˆT�_ʼ���M�ஔ(d��ng)���Ŭ������������AM��ʹ�õ�ԭ�����ܣ�����C��ĩ���ϵĎׂ��P(gu��n)�I������AM��ĩ���a(ch��n)�����Լ�����AMԭ�ϱ�����Ӌ�����g(sh��)��Ȼ��������(j��)���ߵ�֪�R����ĩ���ȷֲ�(����)�c�������υ���(sh��)(�ѷe�ܶȡ���׃�W(xu��)�������ܵ�)֮�g����P(gu��n)ϵ���Լ��ɴˮa(ch��n)���ęCе���ܺ������a(ch��n)������^�Y(ji��)��(g��u)֮�g����P(gu��n)ϵ���]�кܺõر����⡣�ڱ����У������ȸ���SLM�^���Լ���������M�b�^���������ĬF(xi��n)�І��}������������B����AM��Ŀǰ���Mչ���������N��ĩ���Լ�����Ԍ�SLM��ˇ��Ӱ푡����ӑՓ�˷�ĩ���ȵ�׃������ĩ��������ܵ�Ӱ푡�
2 �x���Լ����ۻ�
2.1 �^������
�x���Լ����ۻ���SLM�����g(sh��)���_�l(f��)��Դ��2000��Ŀ���ԭ��������RM/RT���������S��ʹ��AM���g(sh��)���a(ch��n)���I(y��)�����ٲ����������������ӣ�����ǰ��ԭ��ϵ�y(t��ng)�l(f��)չ��얹��������c�S��AM������ƣ�SLM�^�̏����SCAD/STL�ļ�����ȡ�O(sh��)Ӌ��Ϣ��ԓ�ļ�ͨ�^Ӌ��Cܛ���M�Д�(sh��)���D(zhu��n)�Q���гɱ��ĎΌӡ�Ȼ���R������(d��o)�ļ���Դ������Ԛ��w����ǻ��(n��i)�ķ�ĩ�ӣ�������z�S���A(y��)�ȷ���ĺ���½�����ƽ�_֮ǰ���x���Ե��ۻ���ĩ�ӱ����ϵ�Ŀ��(bi��o)�^(q��)���Ա�l(f��)����һ�����e��ԓ��ˇҪ��ʼ��ĩ���ۺϵ������ϣ����ژ�(g��u)��ƽ�_���M�г�ʼ�{(di��o)ƽ��Ȼ���m(x��)��ĩ�Ӱ����ѯB�ڹ̻����ϣ�ֱ����K������ɡ�SLM���g(sh��)ʹ�ø߹��ʼ���ֱ�ӌ���ĩ�w���ۻ������ڠ�B(t��i)�����a(ch��n)���ӽ����ܵ���������o����SLSϵ�y(t��ng)�����������ǘ��M�����L����̎����Ȼ������С��(y��ng)��������̎���ͱ���ӹ�����������Ȼ��Ҫ��(y��u)������Ĺ��ܡ����⣬SLM�е������(y��u)��ͨ����Ҫ�����P(gu��n)�I��ˇ����(sh��)��������
(1)�����
(2)�����ٶ�
(3)œ���g��
(4)�������������ܶ�E (J/mm3)
���υ���(sh��)�ɹ�ʽ(1)��ʾ��
 �@��P��W��������ʹ�õļ���ʣ�v(mm/s)��������ٶȣ�h(um)��ָœ�ڒ���܉�E�g�࣬t(um)ָ�Ӻ�1�г����������a(ch��n)��ͨ���ٲ���(�粻�P�316L)�ĸ��|(zh��)�������������ܶ�ֵ����ͬ�IJ�����ͺ͙C����ʹ�õ������ܶ�Ҳ�����ڲ��ϵğ�vʷ�Լ����ڮa(ch��n)�������ݗ��Դ�IJ�ͬ���кܴ�IJ��ͬ�r��SLM��Ȼ��һ�N���g(sh��)���Ծ�������(zh��n)�ԵĹ̽Y(ji��)���g(sh��)���@Ҳ���������m�÷����^խ��Ŀǰԓ���g(sh��)�ɼӹ��ij�Ҋ�Y(ji��)��(g��u)�Ͻ�Ҳֻ�ǰ���䓡���X����@�N��
�@��P��W��������ʹ�õļ���ʣ�v(mm/s)��������ٶȣ�h(um)��ָœ�ڒ���܉�E�g�࣬t(um)ָ�Ӻ�1�г����������a(ch��n)��ͨ���ٲ���(�粻�P�316L)�ĸ��|(zh��)�������������ܶ�ֵ����ͬ�IJ�����ͺ͙C����ʹ�õ������ܶ�Ҳ�����ڲ��ϵğ�vʷ�Լ����ڮa(ch��n)�������ݗ��Դ�IJ�ͬ���кܴ�IJ��ͬ�r��SLM��Ȼ��һ�N���g(sh��)���Ծ�������(zh��n)�ԵĹ̽Y(ji��)���g(sh��)���@Ҳ���������m�÷����^խ��Ŀǰԓ���g(sh��)�ɼӹ��ij�Ҋ�Y(ji��)��(g��u)�Ͻ�Ҳֻ�ǰ���䓡���X����@�N��

2.2 ұ��Y(ji��)��ԭ��
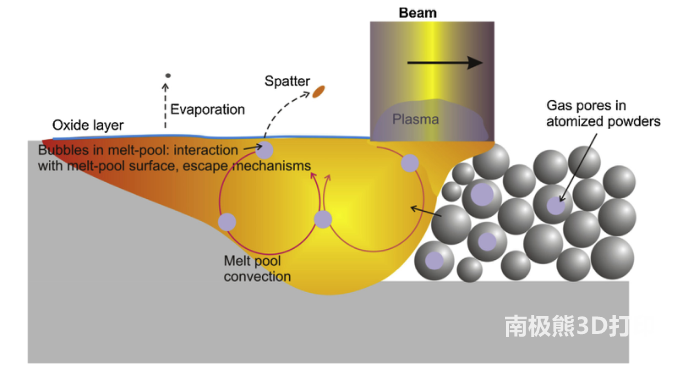
SLM�^���еIJ��Ϲ̽Y(ji��)�c���y(t��ng)���T�������ͬ�����ߵ��ۻ�-���̙C���ںܴ�̶���ȡ�Q�ڿ��ٵĜض�׃��������Ч��(y��ng)�͛]���ⲿ���������w�������D2�@ʾ�˵��͵�SLM�^���аl(f��)���ğ�Cе����(y��ng)�����������^��ײ���ڌӌӶѷe�ij��e��ĩ�w��������Դ�a(ch��n)���ĸߟ�ݗ������ͨ�^�wż(li��n)�ͷ�ĩż(li��n)�ֶ�Ѹ�ٱ���¶�ķ�ĩ�w�����գ��S���ۻ����γɰ�ֶεĽ����۳ء���Marangoni�����£����w�صı��揈���ݶȸ���(j��)�ֲ��ز��(q��)�ӟ�ë���\�ӣ����w������������c(�^��ą^(q��)��)��Һ�w����ݔ�͵����w߅��(�^��ą^(q��)��)�������۳���Ч�؏ļ����������ӣ������F(xi��n)��ؓ���揈���ݶȣ��Ķ��a(ch��n)���\������ֲ���Һ�w�|(zh��)�����S�����۳�߅��̎���x��Һ�w���ۼ�����ı����ܣ�Ȼ�����ؼӟ�^(q��)����Ɍ���ѭ�h(hu��n)�����@�N��ë���������£����ڽ����Mһ�����^��ĩ�w���ӣ������A(y��)�ȹ̽Y(ji��)�ĵӣ����ڴ�s10^6k/s����s������Ѹ�����̡�
2.3 �x���Լ����ۻ��^���д��ڵĆ��}
�M�ܾ�����������ă�(y��u)�c����SLM��Ȼ��һ����(f��)�s��ұ��ˇ���ܵ����Nȱ�ݺ��c��ˇ�����׃�����P(gu��n)�Ć��}��Ӱ푣��@Щ���}����Ӱ�����K����������|(zh��)����
��ĩԭ�ϵ��ﻯ�����e��Ҫע�⣬�������Ⱥ���ò����횇�����ƣ������������ĩ�����ԡ������О��Լ���������(y��ng)���Զ����a(ch��n)��Ӱ푣��@Щ���Թ�ͬӰ��˲��ϳ��e���S��ļ�����Y(ji��)�^�̡��M��Ŀǰ���о���Ҫ�����ڌ���ӡ��ˇ����(sh��)������ʡ�œ���g�ࡢ�����ٶȡ�������Եȣ��ļ������ԃ�(y��u)��SLM�^�̣��������Mһ���U��������ļ��g(sh��)�ڹ��I(y��)�ϵđ�(y��ng)�ã�̽����ĩ���ȵ����P(gu��n)����׃��������������ܵ�Ӱ푙C�ƣ�����Q�c��ĩ׃�����P(gu��n)�ĸ��N�ɿ��Ժ��|(zh��)�����}Ҳ�����P(gu��n)��Ҫ�ġ����ľC���˽���AMԭ�ϵ��о��Mչ���c�x���Լ����ۻ���ˇ���P(gu��n)�ĸ��N��ĩ���ԣ����cӑՓ�˷�ĩ���Ȝy����ԭ�Ϻ���K������ܵ�Ӱ푡�
1 ���ٲ�����������İl(f��)չ�v��
����������켼�g(sh��)(AM)���t(y��)����������������܇�ИI(y��)�õ�Խ��Խ��đ�(y��ng)�ã�����������Џ�(f��)�s�Y(ji��)��(g��u)��ԭ�ͺ��ܲ�����ͬ�r�����˂��y(t��ng)�ӹ����g(sh��)�������R�Ďμs����AM��ˇ��1980��ĩ�״��������ԭ��(RP)��Q���������룬�����ڸ��N�Ә�(g��u)���Ͳ������Ϸ����������a(ch��n)���ڿ�ҕ����ԭ���O(sh��)ӋĿ�ĵĿ����O(sh��)Ӌ������ģ�͡��@�N��ܼ��g(sh��)�ṩ�ˏV���IJ���얹̙C�ƣ��������w���(SLA)���Ӊ����w����(LOM)�����ڳ��e��ģ(FDM)���x���Լ�����Y(ji��)(SLS)��3D��ӡ(3DP)���������������(LM)�Ĺ�ͬ����ԭ����
���������ѽ�(j��ng)�Q����ʮ�����࣬���g(sh��)�M���͇���Ĺ��I(y��)������ʹAM�����D(zhu��n)���������(RM)�Ϳ���ģ��(RT)����ˣ����y(t��ng)��RP���g(sh��)�������������ԔUչ�����a(ch��n)�����Ϻ͙Cе���ܿ��c���y(t��ng)������������ֱ�ӑ�(y��ng)�ò�����Ŀǰ��AM���g(sh��)��ע���_�l(f��)���H����K��;���I(y��)��(y��ng)�ã���ע�ܹ��ߣ������Nֲ�ͺ��հl(f��)�әC����������AM��ˇ��Ŀ��(bi��o)�nj��F(xi��n)�@ЩĿ��(bi��o)���Y(ji��)���O(sh��)Ӌ�`���ԡ�����ϼ����Լ��p�����Ŀ����ԣ����a(ch��n)�߃rֵ�IJ�����
1.1 ����AM���ϼ����
���ٷ�ĩ���z�ĺͱ�������ǽ���AM��ˇ�г�Ҋ��ԭ����ʽ���@Ҳ�^(q��)�����̘I(y��)�����g(sh��)�ĸ��Ԙ�(g��u)��ԭ���Ͳ��ϽY(ji��)��ģʽ(Ҋ�D1)�������(sh��)����AM��ˇ�����ڷ�ĩ��ϵ�y(t��ng)��������ĩ���ں�(PBF)��ֱ���������e(DED)��ճ�Y(ji��)�����䣬���������w����ĩ������Ҫԭ�ό��F(xi��n)������Ρ�����PBF��DED���g(sh��)�����ø���Դ(�缤��������)ֱ���ۻ���ĩ���ϣ����F(xi��n)�����ȫ���ܣ���ճ�Y(ji��)������t�nj���ĩ�w����ճ�τ����̣�Ȼ���M�П��Y(ji��)��Ͷ����B�֏�(f��)����ܶȡ����ڷ�ĩ�ķ����IJ��ϳ��eҲ��ͬ��PBF��ճ�Y(ji��)�����乤ˇ�漰�ڲ��Ϲ̻�֮ǰ��ԭ��Ϳ���ڴ������ϣ���DED����ͬ�S���������ͬ�r�M�з�ĩݔ�ͺ��ۻ����e��PBF���g(sh��)�������x���Լ����ۻ�(SLM)��������ۻ�(EBM)��ˇ��ֱ��������|(zh��)��������������x���������֮�£�SLM�ڶ��Ԛ��w�h(hu��n)��(��Ar��N)��ʹ��Nd: YAG���w������(200 - 400w)����EBM�t��Ҫ����l����ʹ�þ۽������(60kw)���mȻ�@�ɷN���g(sh��)���܉����a(ch��n)���ӽ����Π�Ľ��ٲ�������SLMͨ���܉����a(ch��n)����EBM���ߵľ��Ⱥ��õı����|(zh��)�����������Ը��L������r�g���ߵĚ�����(y��ng)������r���mȻ��Ҫԭ�������SLM��ʹ�õķ�ĩ���������^�������ڹ�ˇ̽���^���У����ȷֲ�(���Ȝy��)����ĩ�О���ɴˌ�����|(zh��)����ɵ�Ӱ��Բ������
�D1 ������������ķ������(j��)��ӡ���ϣ�
1.2 �x���Լ����ۻ��о�
������֪���������������е�SLM���g(sh��)������PBF��ˇ�����첿��֮ǰʹ�õĹ�ˇ�Ͳ���ݔ�붼�����С���ˣ��S���Ѱl(f��)���������������ڽ�Q��Ҫ���P(gu��n)�I��ˇ����(sh��)����������ʡ������ٶȡ��Ӻ��œ�ھ��x��������ԵĿ��ƣ��Ԯa(ch��n)���m�ϼӹ���ͬ��ͽ��ٲ��ϵ��������ȡ��F(xi��n)�е��о�߀�C����SLM���a(ch��n)��������W(xu��)���ܣ���ͬȡ��(g��u)�����֡�������Ԍ�(d��o)�µ��������׃�����Լ���SLM�ӹ��^���������ij�Ҋ���}��ȱ�ݣ��@Щ���}��ȱ���c���(f��)�s��ұ��F(xi��n)���������P(gu��n)�����˽�Q�^�̵ď�(f��)�s�Բ�����SLM�аl(f��)���ğ�-�Cе����ã�King�����_�l(f��)���S����(sh��)ֵģ�Mģ�M������Ԫ�������������M�����u��������SLM��ʹ�õIJ��ϣ���(d��ng)��̎���^�������xʹ�ø����ķ�ĩ�r�����Ԍ��F(xi��n)���и��÷ֱ��ʵIJ�����Ȼ���������ڷ��w���ȷֲ��ڳ�Ҏ(gu��)���Y(ji��)�о��е���Ҫ�ԣ��˂������w���ȷֲ���Ӱ���ҕ�^�١�
������о��ˆT�_ʼ���M�ஔ(d��ng)���Ŭ������������AM��ʹ�õ�ԭ�����ܣ�����C��ĩ���ϵĎׂ��P(gu��n)�I������AM��ĩ���a(ch��n)�����Լ�����AMԭ�ϱ�����Ӌ�����g(sh��)��Ȼ��������(j��)���ߵ�֪�R����ĩ���ȷֲ�(����)�c�������υ���(sh��)(�ѷe�ܶȡ���׃�W(xu��)�������ܵ�)֮�g����P(gu��n)ϵ���Լ��ɴˮa(ch��n)���ęCе���ܺ������a(ch��n)������^�Y(ji��)��(g��u)֮�g����P(gu��n)ϵ���]�кܺõر����⡣�ڱ����У������ȸ���SLM�^���Լ���������M�b�^���������ĬF(xi��n)�І��}������������B����AM��Ŀǰ���Mչ���������N��ĩ���Լ�����Ԍ�SLM��ˇ��Ӱ푡����ӑՓ�˷�ĩ���ȵ�׃������ĩ��������ܵ�Ӱ푡�
2 �x���Լ����ۻ�
2.1 �^������
�x���Լ����ۻ���SLM�����g(sh��)���_�l(f��)��Դ��2000��Ŀ���ԭ��������RM/RT���������S��ʹ��AM���g(sh��)���a(ch��n)���I(y��)�����ٲ����������������ӣ�����ǰ��ԭ��ϵ�y(t��ng)�l(f��)չ��얹��������c�S��AM������ƣ�SLM�^�̏����SCAD/STL�ļ�����ȡ�O(sh��)Ӌ��Ϣ��ԓ�ļ�ͨ�^Ӌ��Cܛ���M�Д�(sh��)���D(zhu��n)�Q���гɱ��ĎΌӡ�Ȼ���R������(d��o)�ļ���Դ������Ԛ��w����ǻ��(n��i)�ķ�ĩ�ӣ�������z�S���A(y��)�ȷ���ĺ���½�����ƽ�_֮ǰ���x���Ե��ۻ���ĩ�ӱ����ϵ�Ŀ��(bi��o)�^(q��)���Ա�l(f��)����һ�����e��ԓ��ˇҪ��ʼ��ĩ���ۺϵ������ϣ����ژ�(g��u)��ƽ�_���M�г�ʼ�{(di��o)ƽ��Ȼ���m(x��)��ĩ�Ӱ����ѯB�ڹ̻����ϣ�ֱ����K������ɡ�SLM���g(sh��)ʹ�ø߹��ʼ���ֱ�ӌ���ĩ�w���ۻ������ڠ�B(t��i)�����a(ch��n)���ӽ����ܵ���������o����SLSϵ�y(t��ng)�����������ǘ��M�����L����̎����Ȼ������С��(y��ng)��������̎���ͱ���ӹ�����������Ȼ��Ҫ��(y��u)������Ĺ��ܡ����⣬SLM�е������(y��u)��ͨ����Ҫ�����P(gu��n)�I��ˇ����(sh��)��������
(1)�����
(2)�����ٶ�
(3)œ���g��
(4)�������������ܶ�E (J/mm3)
���υ���(sh��)�ɹ�ʽ(1)��ʾ��
2.2 ұ��Y(ji��)��ԭ��
SLM�^���еIJ��Ϲ̽Y(ji��)�c���y(t��ng)���T�������ͬ�����ߵ��ۻ�-���̙C���ںܴ�̶���ȡ�Q�ڿ��ٵĜض�׃��������Ч��(y��ng)�͛]���ⲿ���������w�������D2�@ʾ�˵��͵�SLM�^���аl(f��)���ğ�Cе����(y��ng)�����������^��ײ���ڌӌӶѷe�ij��e��ĩ�w��������Դ�a(ch��n)���ĸߟ�ݗ������ͨ�^�wż(li��n)�ͷ�ĩż(li��n)�ֶ�Ѹ�ٱ���¶�ķ�ĩ�w�����գ��S���ۻ����γɰ�ֶεĽ����۳ء���Marangoni�����£����w�صı��揈���ݶȸ���(j��)�ֲ��ز��(q��)�ӟ�ë���\�ӣ����w������������c(�^��ą^(q��)��)��Һ�w����ݔ�͵����w߅��(�^��ą^(q��)��)�������۳���Ч�؏ļ����������ӣ������F(xi��n)��ؓ���揈���ݶȣ��Ķ��a(ch��n)���\������ֲ���Һ�w�|(zh��)�����S�����۳�߅��̎���x��Һ�w���ۼ�����ı����ܣ�Ȼ�����ؼӟ�^(q��)����Ɍ���ѭ�h(hu��n)�����@�N��ë���������£����ڽ����Mһ�����^��ĩ�w���ӣ������A(y��)�ȹ̽Y(ji��)�ĵӣ����ڴ�s10^6k/s����s������Ѹ�����̡�
�D2 �R�m���ጦ��
2.3 �x���Լ����ۻ��^���д��ڵĆ��}
�M�ܾ�����������ă�(y��u)�c����SLM��Ȼ��һ����(f��)�s��ұ��ˇ���ܵ����Nȱ�ݺ��c��ˇ�����׃�����P(gu��n)�Ć��}��Ӱ푣��@Щ���}����Ӱ�����K����������|(zh��)����
(؟(z��)�ξ���admin)

��һƪ��3D��ӡ���g(sh��)���������K���������K���������ٶ�
��һƪ������h(hu��n)����3D��ӡ�����������W(xu��)���ܡ���(n��i)��������ȺͿ�϶�Y(ji��)��(g��u)��Ӱ�
��һƪ������h(hu��n)����3D��ӡ�����������W(xu��)���ܡ���(n��i)��������ȺͿ�϶�Y(ji��)��(g��u)��Ӱ�
���P(gu��n)��(n��i)��
 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t(y��)�W(xu��)Ժ������3D��
����ǻ�t(y��)�W(xu��)Ժ������3D�� ��������٘���(j��ng)Ѫ�����
��������٘���(j��ng)Ѫ����� �Ƅ�ճ�Y(ji��)�����䣨�T��/��
�Ƅ�ճ�Y(ji��)�����䣨�T��/��
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y(ji��)��(g��u)
- ��Divergent��˾��3D��ӡ���g(sh��)�(q��)����܇��
- ������ǻ�t(y��)�W(xu��)Ժ������3D��ӡ�����ƽM��
- ����������٘���(j��ng)Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y(ji��)�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F(xi��n)��
- ���X�����������죺���ڿɳ��m(x��)��ҕ�ǵ���
����(n��i)��
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y(ji��)��(g��u)
- ��Divergent��˾��3D��ӡ���g(sh��)�(q��)����܇��
- ������ǻ�t(y��)�W(xu��)Ժ������3D��ӡ�����ƽM��
- ����������٘���(j��ng)Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y(ji��)�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F(xi��n)��
- ���X�����������죺���ڿɳ��m(x��)��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y(ji��)��(g��u)�{(di��o)���c
���]��(n��i)��
 �x�^(q��)�����ۻ�����
�x�^(q��)�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� �Č�����������a(ch��n)
�Č�����������a(ch��n) 3D��ӡ�ڿ�ǻ�ޏ�(f��)
3D��ӡ�ڿ�ǻ�ޏ�(f��)���c��(n��i)��
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ��(zh��n)�_��Ф����ʲô��
- ���C������̻�3D��ӡ���g(sh��)��������֬���_


