���X��늻����IJ����Ǻ��ӆ
�r�g��2022-06-23 13:55 ��Դ�����njWԺ ���ߣ�admin ��x����
늻����IJ����Ǻ��ӆ�����@���`�ꆖ�}���^��������|�^늻����ĵ����ѣ������^���߱����^���Ĵ_���oՓ�Ĺ�ˇԭ�������b�䘋���ϣ�늻����Ķ��ͺ�������̫����ͬ������֮̎������д�һ�����������⡣��ô��늻����ľ����c������ʲô�Pϵ����������Щ��ͬ�أ�ϣ���@ƪ���¿��Խo���һ���𰸡�
늻������Ǻ��ӆ
Ҫ�ش��@�����}���҂���Ҫ���˽⺸�ӵĶ��x��Ȼ�����������x���Д�늻������Ƿ���ϡ�
�������ӵĶ��x��늻�������ȫ������������늻������Դ���������M�мӟᣬ�ý��ٽz�����������ϣ�ʹͬ�N�N�����_��ԭ���g�Y�ϏĶ��γɹ�����һ�N�ӹ�������
�@����Ҋ��늻����ğo�ɾ���һ�N���Ӽ��g��Ȼ�����҂���������@��˼·���Mһ�����Ķ��x�ĽǶȁ��f��������������ĸ��N���g·�����oՓ�dz���ȸ��ߵļ����ĩ���������ļ��g��߀�Ǻ���֮��ļ����������e��늻����ģ����x���۽z���ģ�������۽z���ĵȣ��ƺ�Ҳ�����Ϻ��ӵĶ��x�������ϣ�����҂�����Ҋ�ĺ��ӷ��������Ĺ�ˇ���g·���M�Ќ��ȣ��҂��Ͳ��y�l�F������֮�g�@�˵����ơ�
���ӷ������w�Ͽ��Է֞�������ۺ����F�����������������ۺ�������늻��������⺸��������������x�ӻ����ȣ���������������躸������Ħ�������䇊���ӡ��������ӵȡ�
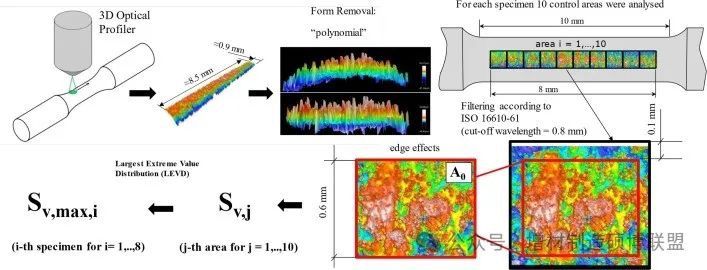
���҂���Ҋ�Ľ������ļ��g�t������늻����ġ������ĩ�����ڣ����ⶨ���������e��������۽z���ģ����x�����ģ�Ҳ����������u�ܵ��Pע�Ĕ���Ħ�����ġ��䇊���ĵȵȡ�
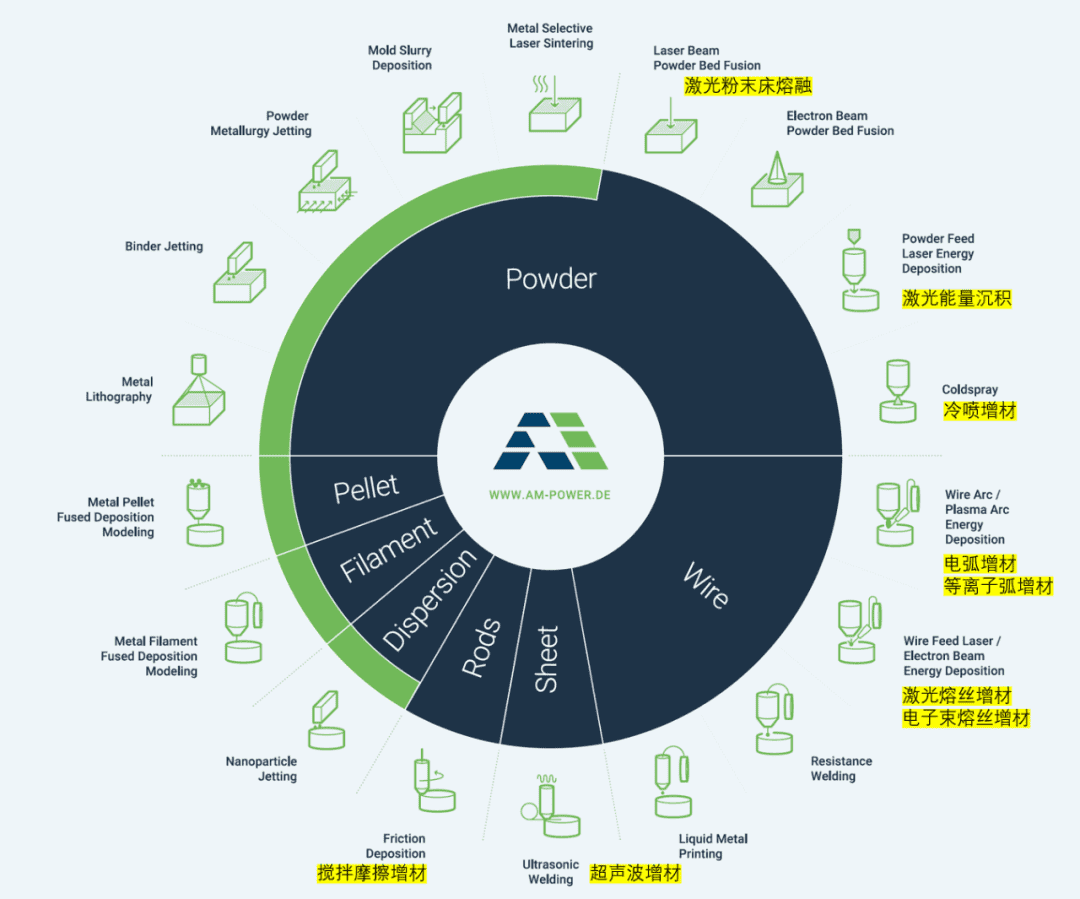
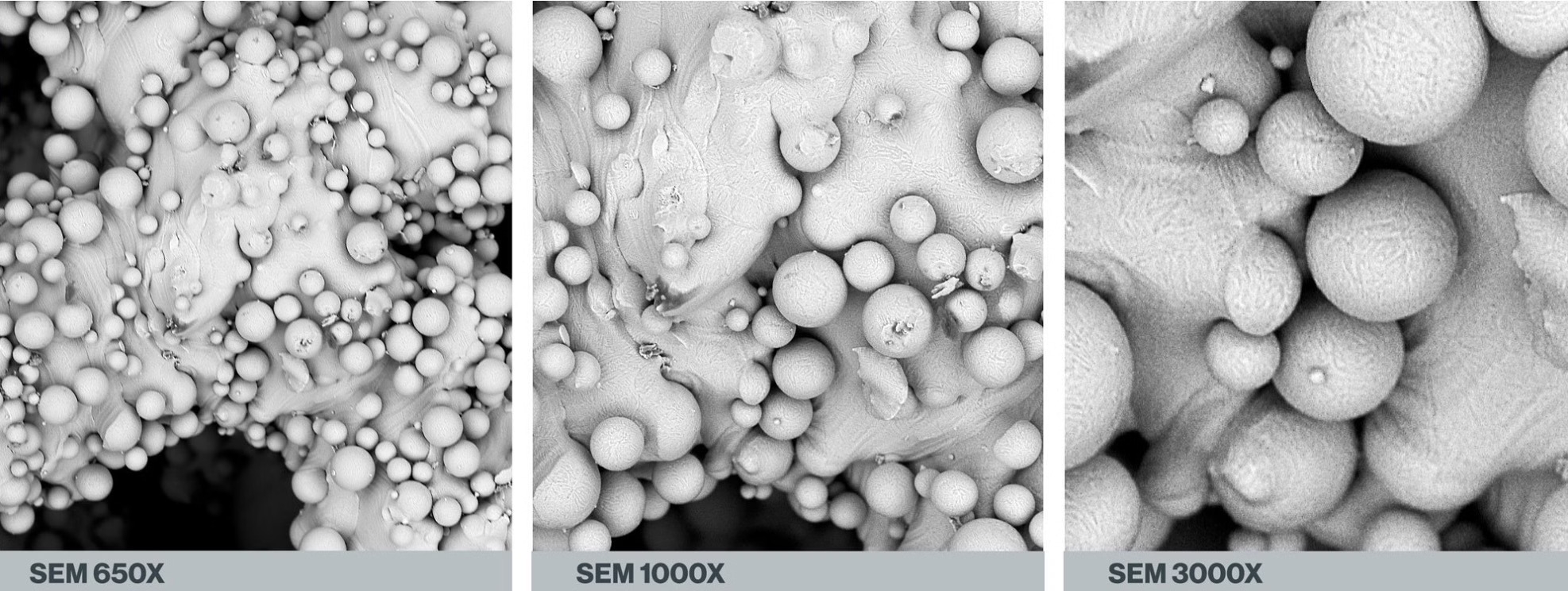
�DƬ��Դ��AMPower
���@��YՓ�ѽ���֮���������H�H늻������Ǻ��Ӽ��g���^������������ļ��g���c���Ӽ��gͬ��ͬԴ��
�@���YՓ���X������֮��s��������֮�У���麸�Ӽ��g�c���ļ��g�ā������ǃɂ������ų���ǻ�������ĸ�������Ǐăɂ���ȫ��ͬ�ĽǶȌ����g�M�ж��x�ͷ�ġ���ˣ�һ헼��g�������Ǻ�����������Ҳ����ȫ���ܵġ�Ȼ���@���YՓ�ƺ������ܽ�����������Ɇ���������늻������Dz��Ǻ��ӣ��䌍��Ҹ��놖���ǣ�����һ�N���Ӽ��g���҂���ʲôҪ��늻����Ķ��x��һ�N���ļ��g�������Ǿͽ���늻����أ�
�@�����}�����ܷ�ӳ���Ǵ�ҵ�һ���J֪�`�^����������҂��ᵽ��������������߽���3D��ӡ��������ȕ��뵽���Ǽ����ĩ�����ڣ�SLM�����g���������˕��X��SLM���������죬��늻����IJ��ǡ���Ȼ�@Ҳ���п�ԭ�����SLM���g�_����Ŀǰ���J�鼼�g����Ⱥ��I���̶���ߵĽ������ļ��g��Ȼ��������Ч�ʡ��ɱ����|����SLM���g���m����С�;����Ľ���������ģ���늻��������ɵij��ͭh��������ߴ���o���ƣ�����Ч�ʿ��_ÿС�r������m���д��͵������͏��s���٘��������죬�S����������g����Ⱥ��I���̶����_���˹��I�����õ�ˮƽ����u��Խ��Խ������Pע��
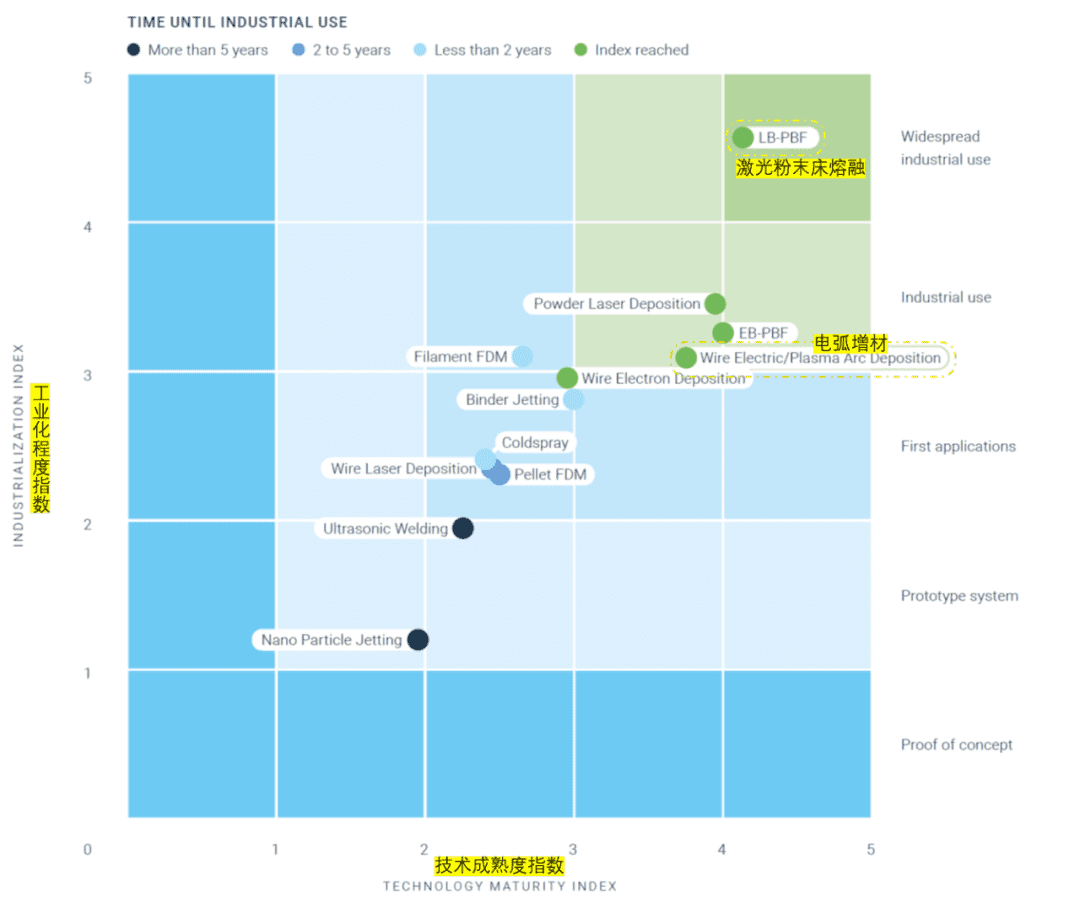
�DƬ��Դ��AMPower
����҂�Ҫ�ش�����Ć��}�����Ⱦ���Ҫ���_������3D��ӡ=SLM���g���Ŀ̰�ӡ��Ȼ���҂�ͨ�^�˽����������Լ�늻����ĵĶ��x���팤�Ҵ𰸡�
�������춨�x�������Sģ�͔�������A��ͨ�^���϶ѷe�ķ�ʽ�����������Ĺ�ˇ��
����������Ķ��x���҂����Կ��������P�I��Ҫ�أ�
��һ����ԭ�����죬�����������������;����������������ԭ�����졢���ٳ���;
�ڶ�����ģ���ӣ����x����������һ����һ�N���ֻ����g��
�����������Ӷѷe���f���������������¶��ϡ��ğo���е��^�̡�
�@����Ҫ�أ�ǡǡ�w�F��늻������c����֮�g�IJ�ͬ��
늻��������켼�g��Wire Arc Additive Manufacture��WAAM����һ�N����늻�����x�ӻ������Դ�����ٽz���ۻ����ڳ����ܛ�������²��������۸�ԭ�����������S����ģ���ɾ�-��-�w������ӽ��aƷ�Π�ͳߴ�Ҫ������S�������������M���ֻ����켼�g��
�һ��ԭ������
늻������Ǐğo����ֱ���M��ԭ�����졢���ٳ��͵��^�̡���һ����v�����ӵđ��È��������������B�Ӻͱ�����ԣ����������е�������M�мӹ����ֶΡ���ˏđ��È����ρ��f��늻������c���Ӿ��Dz�ͬ�ġ�����ͬ�đ��È���������ζ����ͬ��Ŀ�˺�Ҫ���҂��Ժ����ĸ���ӽ��ĶѺ�������
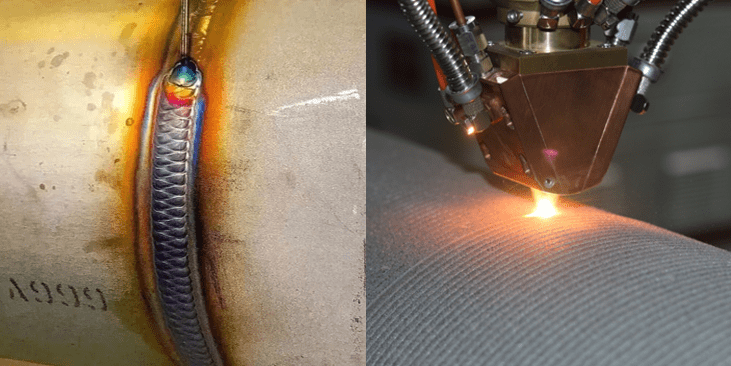
�Ѻ�������ϱ�����Ե�һ�N���������ٵĹ�ˇ������������߮aƷ���O������ܡ����Lʹ�É��������ͳɱ������Խ��Խ��ؑ����ڸ������I���T�����������ޏ��С��Ѻ����g�DZ��湤����һ������Ҫ�ķ�֧�����nj�����һ��ʹ�����ܵĺϽ���Ͻ���һ���ğ�Դ�ֶ��۷���ĸ�w���ϵı��棬���x��ĸ������ʹ�����ܻ�ʹ����֏�ԭ���Π�ߴ�Ĺ�ˇ�����������������ͨ���|�Ļ��A���Ƃ����Ҫ����ĥ���͟��Լ����g���طN���ܵĶѺ��ӵģ������ڹ��s��Դ����ʡ���ϡ��h�����o�ȷ���չʾ�˾�Ľ���Ч�档
늻��������켼�g���͵������ȫ���p���٘��ɣ����W�ɷ־������ܶȸߣ������Ӷѷe�^���У���������^��μӟᣬ���v��δ������𣬿������������T���д��ڵIJ��״������^ƫ�������Ⱥ��g�Եĸ����ԵȆ��}����һ���棬늻���������o��ģ���������ٹ�ˇ朶̣����w�������ڶ̣����ɵij��ͭh��������ߴ���o���ƣ�����Ч�ʿ��_ÿС�r����m���д��͵������͏��s���٘��������졣
�����ģ����
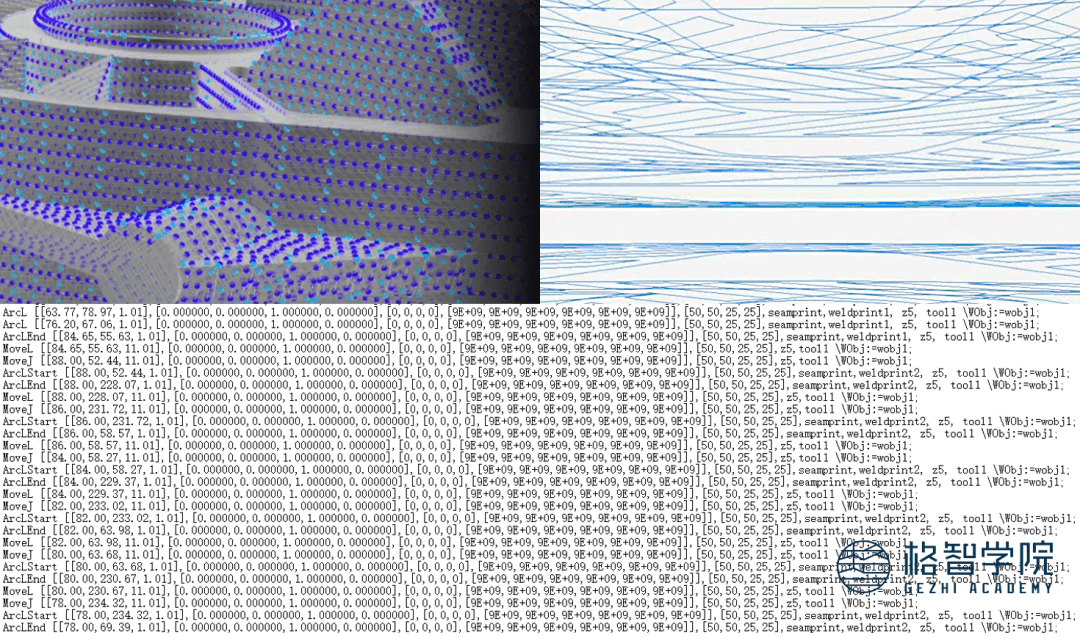
����늻���������������Ŀ��ٳ��͵ģ���˲�����ͨ�^CADܛ�������OӋ�����ͨ�^ҕ�X�����ؘ����ɣ�늻���������Ĺ����������c��һ������������S��ģ�������ں��Ӂ��f���t���]���@һ�Ҫ���w���f�������^��Ҫ��ɵ��ǡ��c���������B�ӻ��ǡ��桱�ĸ��w����늻�����Ҫ��ɵ��ǡ��w���Ķѷe�����@�����w��������������S��ģ��
ģ���ӵIJ�����������ǹ�ˇ���̷�ʽ�Ľ�Ȼ��ͬ�������ǙC���˺��ӻ�Ѻ�������·�����s�̶ȵͣ�������r�̶�����ͨ�^�ֹ�ʾ�̻���Ϻ��ε�܉�Eƫ�Ƽ�����ɡ�Ȼ��늻����ģ���Ҫ���Ȍ�Ŀ�˹��������Sģ��ͨ�^ܛ���ڴ�ֱ��ˮƽ�����ϻ��������������M��2D�ֽ⣬ÿ���ֽ�ӌ��������H�ij��e�ӣ��Ɉ��ЙC�����ӽ����۳�����ͨ�^ܛ��Ҏ���õ��ɔ��f���������ࡰ���g�c���M�ɵď��s���g܉�E�����ӳ��e��K�γɌ��w�������ˏ��s�Ŀ��g܉�E����Ȼ�o��ͨ�^���y���ӵľ��̷�ʽ���F��������������I��CAMܛ�����@Ҳ�Ǟ�ʲô��ܛ����늻�����һ����P��Ҫ�ļ��g��֧�������P��ܛ������Ҫ�ԣ���ҿ��Բ����һƪ���£������и�Ԕ�����v�⣬�@��Ͳ���չ�_��
��������Ӷѷe
�����҂��f���ˣ�늻�������Ҫ���������S���w���Ķѷe������Ҫ�������s�Ŀ��g܉�E���������Ӷѷe�������Ӷѷe���^�̣������Ľ^���H�H��܉�E�����ϵIJ��
늻�����������ͨ����Ҫ���Ĕ���������ǧ�ӣ��@�͌���ˇ�|���ķ����ԣ��^��ȱ�ݵļ��r�R�e�c�ޏ͵�Ҫ�������˔������������һ�������^���г��Fȱ�ݣ���δ�ܼ��r�R�e���ޏͣ��͕����������aƷ�Ĉ�U����ɟo�������ēpʧ����˞鱣�������|�������ˌ��b��ķ�����Ҫ�����֮�⣬�����^����ͨ����Ҫ���ø��N�^�̱O���ֶΣ��繤ˇ�����O�ء���ò�O�ء��۳رO�صȵȣ���ͨ�^���ܻ�ܛ���o�����^��ȱ���M���R�e���ޏ͡�
�c��ͬ�r����ͬ���|��Ҫ����ζ�������I����������ĸ���˜���Ҏ�����wϵ���H�������������Á����x�đ�����늻����ġ�����늻���������Ŀǰ�ɹ��������|���˜����ȣ����硶GB/T 39253-2020�������� ���ٲ��϶����������e��ˇҎ�����Լ���GB/T 39254-2020�������� �����Ƽ��Cе�����u�rͨ�t����Ȼ���䵽���и��I�����a���`�У��m����늻����ĵĹ�ˇҎ�����Ǚz�y�˜ʎ��հף��Ķ�ʹ�ù�ˇ�J�C׃�����y���ء���˘˜��wϵ�Ľ��������ƿ����f������늻������ИIĿǰ���Pע�ģ����������f��Ӱ���늻����ļ��g�õ����V�����õĺ���ʹ�c��Ȼ���˜ʻ�֮·��������Ȼ��Ҫ�����Ͷ����V���ą��c������Ҫ���^���`���L�ęzֻ���f���ጢ���¶������ɡ�
���y������
���ŵ��@�늻������c����֮�g���Pϵ��ґ�ԓ�ѽ���Ȼ�����^���Ǻ��ε���ƿ�b�f�ƣ�����һ헂�������ǧ��Ă��y���g���ͺ��˸����W�ƺͼ��g�I��͑׃���������������҂����۹����L�hЩ�����Ӽ��gҲ�ڲ����������ܻ������ֻ��ķ���lչ����늻����ļ��gҲ�������������ƣ��ڲ��h�Č������˴�֮�g�Ľ��ޕ�����Խ��Խģ�����ں������������µĿ����أ�
�҂���Ŀ�Դ���
�Ƅ��ИI�lչ��Ҫ��ʹ���T����ܛ���͌��I���g�˲�
�κ����d���켼�g�İlչ������Ҫ�b�䡢ܛ�������ϡ���ˇ���˲�������Ҫ�fͬ�lչ��ȱһ���ɡ�
��늻����ļ��g���f���乤ˇ�����c�����ƾÚvʷ�ĺ��ӹ�ˇͬ��ͬԴ����˾�ęC���˺��ӑ����Ј������������b�䡢��ˇ�����Ͻ��䶼��ԓ���Գɞ�늻����ļ��g�lչ��������Ȼ���F����r�ǣ��r�����գ�늻����ļ��g�đ�����Ȼ�������ٔ��������w��ԭ��ľͰ�Ķ̰���������ܛ�����˲Ńɂ�Ҫ�ص�ȱʧ���Ƽs���ИI�İlչ��
�����S������CAMܛ���ij��F�Ͱlչ�������I���g�˲ŵ�Ҫ���T��Ҳ�S֮���౻���ͣ��Ñ�����Խ��Խ��ע�ڹ�ˇ�ͮaƷ���_�l���Ķ�������늻����ļ��g�ĝ�����ְl�������
늻������Ǻ��ӆ
Ҫ�ش��@�����}���҂���Ҫ���˽⺸�ӵĶ��x��Ȼ�����������x���Д�늻������Ƿ���ϡ�
-
���ӵĶ��x��ͨ�^�ӟ��Ӊ�������߲��ã������û��������ϣ�ʹͬ�N�N�����_��ԭ���g�Y�ϵ�һ�N�ӹ�������
�������ӵĶ��x��늻�������ȫ������������늻������Դ���������M�мӟᣬ�ý��ٽz�����������ϣ�ʹͬ�N�N�����_��ԭ���g�Y�ϏĶ��γɹ�����һ�N�ӹ�������
�@����Ҋ��늻����ğo�ɾ���һ�N���Ӽ��g��Ȼ�����҂���������@��˼·���Mһ�����Ķ��x�ĽǶȁ��f��������������ĸ��N���g·�����oՓ�dz���ȸ��ߵļ����ĩ���������ļ��g��߀�Ǻ���֮��ļ����������e��늻����ģ����x���۽z���ģ�������۽z���ĵȣ��ƺ�Ҳ�����Ϻ��ӵĶ��x�������ϣ�����҂�����Ҋ�ĺ��ӷ��������Ĺ�ˇ���g·���M�Ќ��ȣ��҂��Ͳ��y�l�F������֮�g�@�˵����ơ�
���ӷ������w�Ͽ��Է֞�������ۺ����F�����������������ۺ�������늻��������⺸��������������x�ӻ����ȣ���������������躸������Ħ�������䇊���ӡ��������ӵȡ�
���҂���Ҋ�Ľ������ļ��g�t������늻����ġ������ĩ�����ڣ����ⶨ���������e��������۽z���ģ����x�����ģ�Ҳ����������u�ܵ��Pע�Ĕ���Ħ�����ġ��䇊���ĵȵȡ�
�DƬ��Դ��AMPower
���@��YՓ�ѽ���֮���������H�H늻������Ǻ��Ӽ��g���^������������ļ��g���c���Ӽ��gͬ��ͬԴ��
�@���YՓ���X������֮��s��������֮�У���麸�Ӽ��g�c���ļ��g�ā������ǃɂ������ų���ǻ�������ĸ�������Ǐăɂ���ȫ��ͬ�ĽǶȌ����g�M�ж��x�ͷ�ġ���ˣ�һ헼��g�������Ǻ�����������Ҳ����ȫ���ܵġ�Ȼ���@���YՓ�ƺ������ܽ�����������Ɇ���������늻������Dz��Ǻ��ӣ��䌍��Ҹ��놖���ǣ�����һ�N���Ӽ��g���҂���ʲôҪ��늻����Ķ��x��һ�N���ļ��g�������Ǿͽ���늻����أ�
�@�����}�����ܷ�ӳ���Ǵ�ҵ�һ���J֪�`�^����������҂��ᵽ��������������߽���3D��ӡ��������ȕ��뵽���Ǽ����ĩ�����ڣ�SLM�����g���������˕��X��SLM���������죬��늻����IJ��ǡ���Ȼ�@Ҳ���п�ԭ�����SLM���g�_����Ŀǰ���J�鼼�g����Ⱥ��I���̶���ߵĽ������ļ��g��Ȼ��������Ч�ʡ��ɱ����|����SLM���g���m����С�;����Ľ���������ģ���늻��������ɵij��ͭh��������ߴ���o���ƣ�����Ч�ʿ��_ÿС�r������m���д��͵������͏��s���٘��������죬�S����������g����Ⱥ��I���̶����_���˹��I�����õ�ˮƽ����u��Խ��Խ������Pע��
�DƬ��Դ��AMPower
�������춨�x�������Sģ�͔�������A��ͨ�^���϶ѷe�ķ�ʽ�����������Ĺ�ˇ��
����������Ķ��x���҂����Կ��������P�I��Ҫ�أ�
��һ����ԭ�����죬�����������������;����������������ԭ�����졢���ٳ���;
�ڶ�����ģ���ӣ����x����������һ����һ�N���ֻ����g��
�����������Ӷѷe���f���������������¶��ϡ��ğo���е��^�̡�
�@����Ҫ�أ�ǡǡ�w�F��늻������c����֮�g�IJ�ͬ��
늻��������켼�g��Wire Arc Additive Manufacture��WAAM����һ�N����늻�����x�ӻ������Դ�����ٽz���ۻ����ڳ����ܛ�������²��������۸�ԭ�����������S����ģ���ɾ�-��-�w������ӽ��aƷ�Π�ͳߴ�Ҫ������S�������������M���ֻ����켼�g��
�һ��ԭ������
늻������Ǐğo����ֱ���M��ԭ�����졢���ٳ��͵��^�̡���һ����v�����ӵđ��È��������������B�Ӻͱ�����ԣ����������е�������M�мӹ����ֶΡ���ˏđ��È����ρ��f��늻������c���Ӿ��Dz�ͬ�ġ�����ͬ�đ��È���������ζ����ͬ��Ŀ�˺�Ҫ���҂��Ժ����ĸ���ӽ��ĶѺ�������
늻��������켼�g���͵������ȫ���p���٘��ɣ����W�ɷ־������ܶȸߣ������Ӷѷe�^���У���������^��μӟᣬ���v��δ������𣬿������������T���д��ڵIJ��״������^ƫ�������Ⱥ��g�Եĸ����ԵȆ��}����һ���棬늻���������o��ģ���������ٹ�ˇ朶̣����w�������ڶ̣����ɵij��ͭh��������ߴ���o���ƣ�����Ч�ʿ��_ÿС�r����m���д��͵������͏��s���٘��������졣
�����ģ����
����늻���������������Ŀ��ٳ��͵ģ���˲�����ͨ�^CADܛ�������OӋ�����ͨ�^ҕ�X�����ؘ����ɣ�늻���������Ĺ����������c��һ������������S��ģ�������ں��Ӂ��f���t���]���@һ�Ҫ���w���f�������^��Ҫ��ɵ��ǡ��c���������B�ӻ��ǡ��桱�ĸ��w����늻�����Ҫ��ɵ��ǡ��w���Ķѷe�����@�����w��������������S��ģ��
ģ���ӵIJ�����������ǹ�ˇ���̷�ʽ�Ľ�Ȼ��ͬ�������ǙC���˺��ӻ�Ѻ�������·�����s�̶ȵͣ�������r�̶�����ͨ�^�ֹ�ʾ�̻���Ϻ��ε�܉�Eƫ�Ƽ�����ɡ�Ȼ��늻����ģ���Ҫ���Ȍ�Ŀ�˹��������Sģ��ͨ�^ܛ���ڴ�ֱ��ˮƽ�����ϻ��������������M��2D�ֽ⣬ÿ���ֽ�ӌ��������H�ij��e�ӣ��Ɉ��ЙC�����ӽ����۳�����ͨ�^ܛ��Ҏ���õ��ɔ��f���������ࡰ���g�c���M�ɵď��s���g܉�E�����ӳ��e��K�γɌ��w�������ˏ��s�Ŀ��g܉�E����Ȼ�o��ͨ�^���y���ӵľ��̷�ʽ���F��������������I��CAMܛ�����@Ҳ�Ǟ�ʲô��ܛ����늻�����һ����P��Ҫ�ļ��g��֧�������P��ܛ������Ҫ�ԣ���ҿ��Բ����һƪ���£������и�Ԕ�����v�⣬�@��Ͳ���չ�_��
��������Ӷѷe
�����҂��f���ˣ�늻�������Ҫ���������S���w���Ķѷe������Ҫ�������s�Ŀ��g܉�E���������Ӷѷe�������Ӷѷe���^�̣������Ľ^���H�H��܉�E�����ϵIJ��
늻�����������ͨ����Ҫ���Ĕ���������ǧ�ӣ��@�͌���ˇ�|���ķ����ԣ��^��ȱ�ݵļ��r�R�e�c�ޏ͵�Ҫ�������˔������������һ�������^���г��Fȱ�ݣ���δ�ܼ��r�R�e���ޏͣ��͕����������aƷ�Ĉ�U����ɟo�������ēpʧ����˞鱣�������|�������ˌ��b��ķ�����Ҫ�����֮�⣬�����^����ͨ����Ҫ���ø��N�^�̱O���ֶΣ��繤ˇ�����O�ء���ò�O�ء��۳رO�صȵȣ���ͨ�^���ܻ�ܛ���o�����^��ȱ���M���R�e���ޏ͡�
�c��ͬ�r����ͬ���|��Ҫ����ζ�������I����������ĸ���˜���Ҏ�����wϵ���H�������������Á����x�đ�����늻����ġ�����늻���������Ŀǰ�ɹ��������|���˜����ȣ����硶GB/T 39253-2020�������� ���ٲ��϶����������e��ˇҎ�����Լ���GB/T 39254-2020�������� �����Ƽ��Cе�����u�rͨ�t����Ȼ���䵽���и��I�����a���`�У��m����늻����ĵĹ�ˇҎ�����Ǚz�y�˜ʎ��հף��Ķ�ʹ�ù�ˇ�J�C׃�����y���ء���˘˜��wϵ�Ľ��������ƿ����f������늻������ИIĿǰ���Pע�ģ����������f��Ӱ���늻����ļ��g�õ����V�����õĺ���ʹ�c��Ȼ���˜ʻ�֮·��������Ȼ��Ҫ�����Ͷ����V���ą��c������Ҫ���^���`���L�ęzֻ���f���ጢ���¶������ɡ�
���y������
���ŵ��@�늻������c����֮�g���Pϵ��ґ�ԓ�ѽ���Ȼ�����^���Ǻ��ε���ƿ�b�f�ƣ�����һ헂�������ǧ��Ă��y���g���ͺ��˸����W�ƺͼ��g�I��͑׃���������������҂����۹����L�hЩ�����Ӽ��gҲ�ڲ����������ܻ������ֻ��ķ���lչ����늻����ļ��gҲ�������������ƣ��ڲ��h�Č������˴�֮�g�Ľ��ޕ�����Խ��Խģ�����ں������������µĿ����أ�
�҂���Ŀ�Դ���
�Ƅ��ИI�lչ��Ҫ��ʹ���T����ܛ���͌��I���g�˲�
�κ����d���켼�g�İlչ������Ҫ�b�䡢ܛ�������ϡ���ˇ���˲�������Ҫ�fͬ�lչ��ȱһ���ɡ�
��늻����ļ��g���f���乤ˇ�����c�����ƾÚvʷ�ĺ��ӹ�ˇͬ��ͬԴ����˾�ęC���˺��ӑ����Ј������������b�䡢��ˇ�����Ͻ��䶼��ԓ���Գɞ�늻����ļ��g�lչ��������Ȼ���F����r�ǣ��r�����գ�늻����ļ��g�đ�����Ȼ�������ٔ��������w��ԭ��ľͰ�Ķ̰���������ܛ�����˲Ńɂ�Ҫ�ص�ȱʧ���Ƽs���ИI�İlչ��
�����S������CAMܛ���ij��F�Ͱlչ�������I���g�˲ŵ�Ҫ���T��Ҳ�S֮���౻���ͣ��Ñ�����Խ��Խ��ע�ڹ�ˇ�ͮaƷ���_�l���Ķ�������늻����ļ��g�ĝ�����ְl�������
(؟�ξ���admin)

 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D�� ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��������
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive����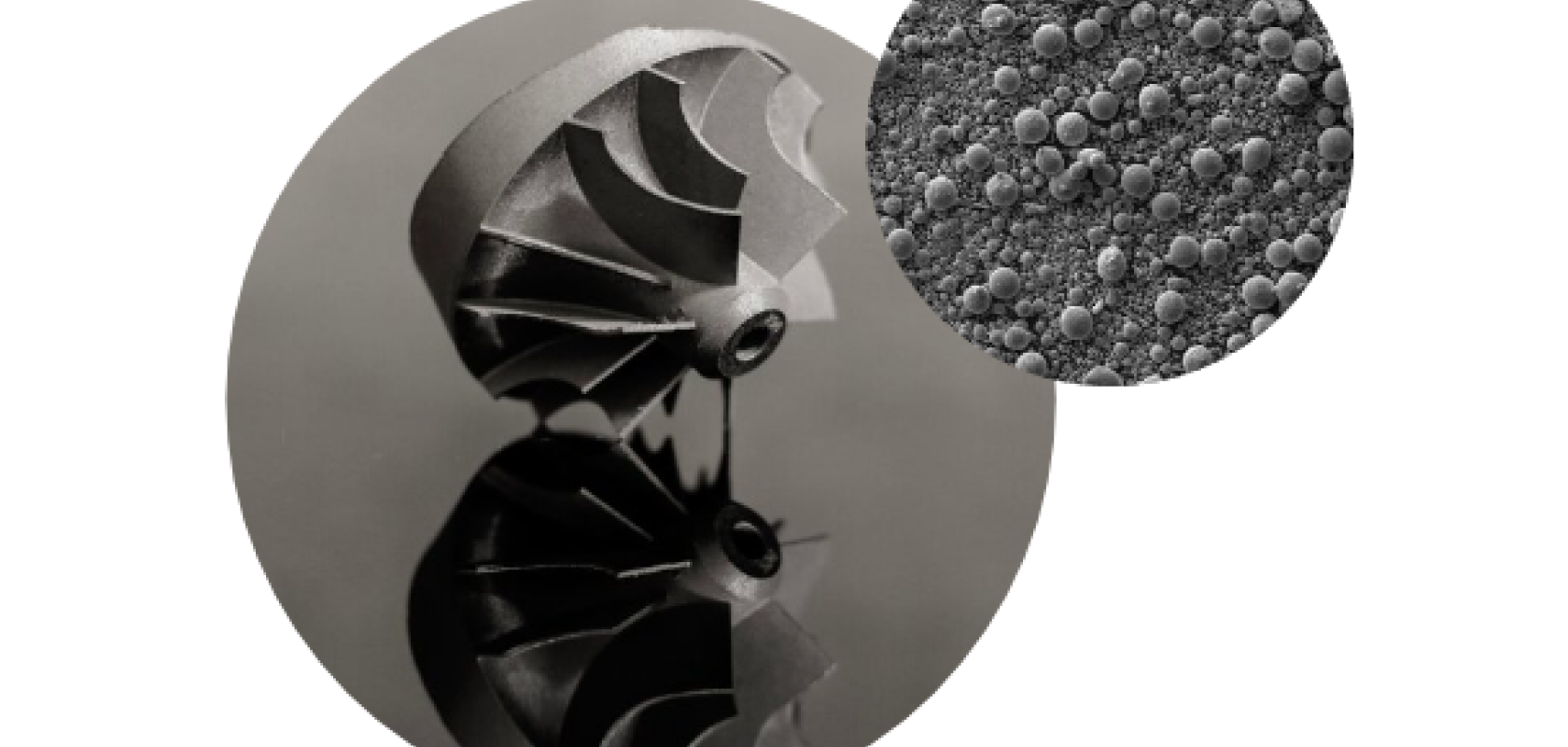 ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ����c����
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


