�V�Ͻ�����������Mչ�cչ��
��������V�Ͻ�����������ܵ����Ͻ�Խ��Խ�����ҕ����������ͻ���˂��y��������ƣ����и߾��ȡ����OӋ���ɶȡ����������c���ܵ����c��ͨ�^����ˇ�������OӋ�������{�غϽ��^�Y�������ܣ�����F�Ͻ���ϵ����ԅfͬ�OӋ�������������Ƃ�����y����o�����F�ď��s�Y���aƷ���U���V�Ͻ��������t�á���܇�����M��ӵ��I��đ��á�Ȼ����Ҫ�Mһ���lչ�V�Ͻ���������켼�g��߀��Ҫ�˷��S�����y�������������V�Ͻ�aƷ��չ�������^��aƷһ���Բ����Լ�ԭ�����V�۵İ�ȫ�c�ɱ��Ȇ��}��
���գ����އ�����W��Ȼ�о��T��Nick Birbilis�����Ϻ��ϴ�W���������ڡ���ʡ�����WԺM. Esmaily��ʿ���˾C�����V�Ͻ���������������Mչ�c�F�ӑՓ�����P������о��Y���Y�������������ĩ������(LPBF)�����Y������(WAAM)��Ħ������(FSAM)���g����������ȷ����Ĺ�ˇ���c���Լ��Ƃ��Ʒ���@�M�������������ȃ��ݣ���ָ���������R�Ć��}�����𣬞����V�Ͻ��������켼�g�İlչ��������˽��h��
 Փ��朽ӣ�
Փ��朽ӣ�
https://doi.org/10.1016/j.jma.2022.03.001��.
![]() �����V�Ͻ��������켼�g
�����V�Ͻ��������켼�g
���V�Ͻ���������켼�g�У��о���V���ķ����Ǽ����ĩ�����ڼ��g��LPBF����Ҳ�Q�鼤���x�^�ۻ����g��SLM������һ�N��Ч���������칤ˇ������������и߾��ȺͿ��؏��Եď��s3D�Π�D1�����aƷͨ���������˝M���ұ�����ܣ��D2�������ü����ĩ�����ڼ��g�Ƃ��V�Ͻ�r������Mg�����l�ضȣ�1091 ��C�������^�ͣ������ĩ�������^���еĜض�ͨ������Mg�����l�ضȣ�Mgͨ�����������l���Ķ�����Mg�Ͻ�ɷֵ����w׃����
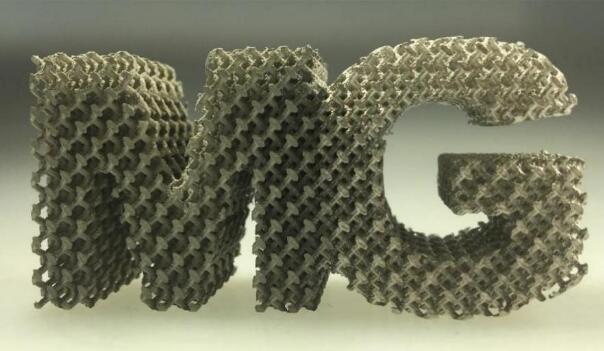 �D1 �����ĩ�����ڼ��g�Ƃ�ġ�Mg���Π���cꇽY��(���V�Ͻ�WE43�Ƴ�)
�D1 �����ĩ�����ڼ��g�Ƃ�ġ�Mg���Π���cꇽY��(���V�Ͻ�WE43�Ƴ�)
���ߵ�������ϵ�y���о���AZ91�Ͻ��ĩ�������^���е����l�F����870 K��AZ91Һ�ྀ�ضȣ���2000 K֮�g�Ĝضȷ����ȣ�Mg�����l���ʼs��Al��4.2��104~ 3.5��1010����Zn��54~160����Mn��2.3��105~3.5��109����ͬ�r߀�����˔�ֵģ�́��A�yAZ91�ijɷ־����Sݔ�������ܶ�Ev��׃�����@�����ݔ�빦���ܶȞ�60 J/mm3���^���^�͵�Ev���������۳ض��^�ߣ��V�������l��ʹ�Ͻ�ɷ�ƫ�xMg-9Al���ڱ��C�Ͻ�ɷ־��ȵ�ǰ���£��V�Ͻ��ĩ�����ڼ��g�ļӹ������������ޡ�
 �D2 �����ĩ�����ڼ��g�A���κ������w�V�Ͻ��Ʒ
�D2 �����ĩ�����ڼ��g�A���κ������w�V�Ͻ��Ʒ
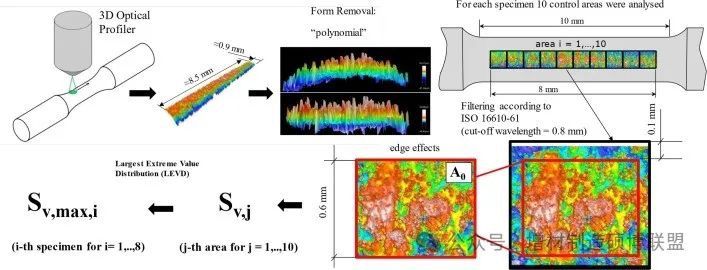
�������l֮�⣬߀��횿��]��϶�ʣ��D3�o���˲�ͬ��ˇ�����c���Pȱ�ݵ��Pϵʾ��D���Լ��aƷ�ܶ��cݔ�������ܶȵ��Pϵ�D����ͬ�Ͻ�ϵ֮�g����Ϳ�϶�ʌ��������Evֵ���ڲ�e������Mg-Al�Ͻ����Ev��100��200 J/mm3֮�g��Mg-RE�Ͻ��t���и���ļӹ����ڣ�50��250J/mm3�����F�Ϳ�϶�ʣ�<1%������������ܶȽӽ�ȫ���ܣ�����99.8%��99.9%�����֮�£� Mg-Al���Ͻ����������ܶȞ�99.5%��Mg-Zn�Ͻ�ֻ�Ю�Zn�����dz��ͣ�1 wt.%����ߣ�12 wt.%���r�����܌��F�������ܶȣ�∼99%����
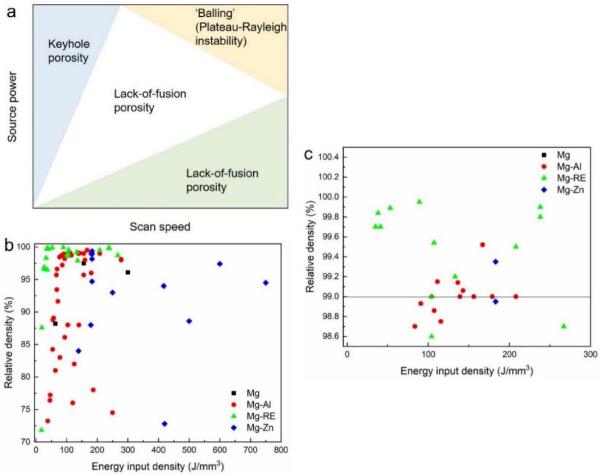 �D3 (a)�ӹ����ں����Pȱ��ʾ��D��(b)�V�Ͻ������ܶ��c�����ĩ�����ڼ��gݔ�������ܶȵĺ����Pϵ
�D3 (a)�ӹ����ں����Pȱ��ʾ��D��(b)�V�Ͻ������ܶ��c�����ĩ�����ڼ��gݔ�������ܶȵĺ����Pϵ
��Ҋ���Ͻ�ɷ��ڌ��F���ܶȺ͵Ϳ�϶��Ҳ���P��Ҫ�����������V�Ͻ�Ŀ�϶�y�Ա��⣬һ���̶ȵĿ�϶���ǿ��Խ��ܵģ�����횱����˺�Ѻ��_�ѡ��c�T������Ͻ���ȣ�������������ij����V�Ͻ�ϵҪ�ٵöࡣĿǰ������������������V�۰������V��AZ91��WE43����Ҫ������������Ј����������^�ɴ�ӡ�Ը��ã��Ҿ��нY�����Ϻ������t�ò��ϵ����ԡ�
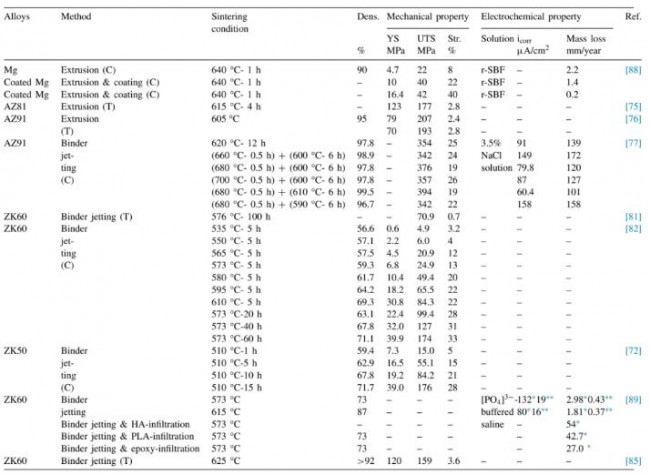
��1 �������������V���V�Ͻ��ݔ�������ܶȡ������ߴ硢�����늻��W����
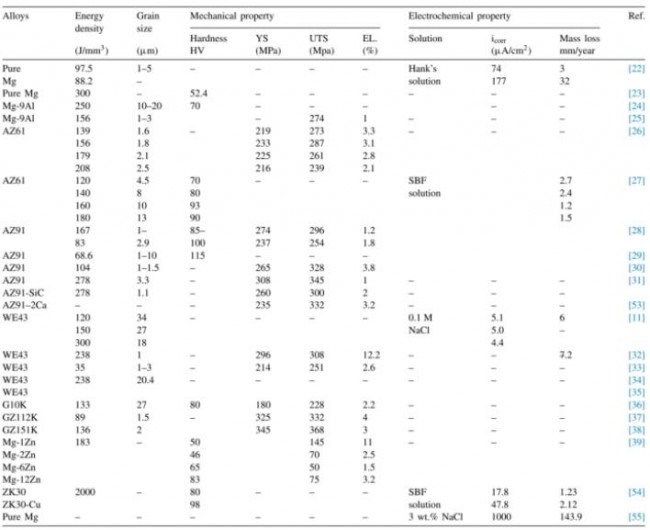
��1���Y�˼����ĩ�����������V�Ͻ���������ܣ���������ͨ����200MPa���ϣ��е��_��350MPa�����ԝM�������Y�����đ��á�Ȼ������չ�Ե���һ����Ҫ���}������������ĩ�����������V�Ͻ����չ��С��5%����Щ�Ͻ������]���κ���չ�ԣ��y�����鹤�̲��ϑ��á��������̌��µĸߚ����������ؾ����γɵĽ����g���������Ɖ���չ�Եĸ�Դ��
���⣬�R��ķ�ĩ�����������³��e�ژ�Ʒ���棬���²��ֹ̽Y������ճ�Y�^����Ҳ�����ژ�Ʒ��չ�ԡ�������������ĩ�����������WE43�Ͻ��V�Ͻ���������ֹ��ߵ���չ�ԣ��_��12.2%����Ʒ��չ�Ե���߿���ͨ�^���m�ߜ��˻�̎�������߃�����ĩ�|�����ɷֺͼӹ���ˇ��Ŀǰ�����������V�Ͻ�����ǰ���đ����ǿ����オ��ֲ��������ĩ���������켃�V��ijЩ�V�Ͻ��늻��W���g�����1��ʾ�������ĩ����������WE43�Ͻ�����g���h�d���T��Ͻ����֮�£�Mg-Al�Ͻ���F���c�T��Ͻ����Ƶ����g�ԡ�����Mg-Zn�wϵ�������ĩ����������ZK60�Ͻ�ĸ��g����ܶȺ��������ʃ����T��ZK60�Ͻ𣬵���Ʒ���港�g��r������ء����⣬���]�������ĩ����������Mg�Ͻ�����������ԣ�Ŀǰ���д����о�����˼����ĩ����������WE43�Ͻ������w��֧��ֲ��������������ԣ�δ�l�F����Mg-RE�Ͻ�ļ������ԣ�����ı��愡�ҵ����䷴�����¾ֲ�pHֵ׃�������p���������x���@�����}����ͨ�^������ԁ���Q������WE43�Ͻ��⣬߀���P�ڼ����ĩ����������Mg-Nd-Zn-Zr��JDBM��֧��ֲ����Ĉ�����cWE43�Ͻ���о���ơ�
![]() �Ǽ����V�Ͻ��������켼�g
�Ǽ����V�Ͻ��������켼�g
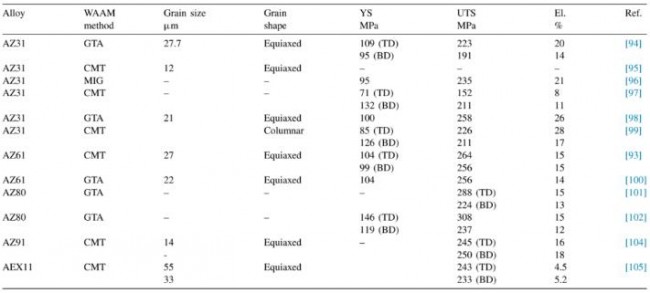
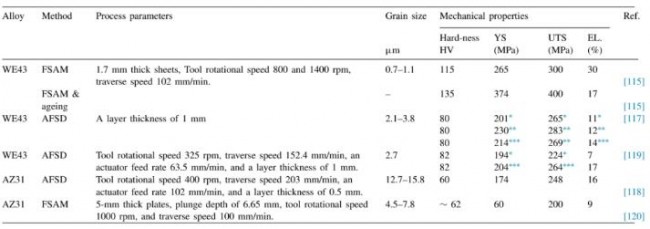
ԓ�C������߀���Y���V�Ͻ�ķǼ����������켼�g�����P������@Щ�����������ڟ��Y���������죬�����������죬����Ħ�����������������g���������졣��2����3�c��4�քe�г��˻��ڟ��Y�������ͻ���Ħ��������������켼�g�Ƃ���V���V�Ͻ����ܡ�
��2 ���ڟ��Y������������V���V�Ͻ�ğ��Y�l�����ܶȡ����W��늻��W����
��3 �������������V�Ͻ�ijɷ֣������ߴ���Π��Լ���������
��4 ����Ħ�����������������V�Ͻ�Ĺ�ˇ�����������ߴ硢���W����
���֮�£������������켼�gչʾ���߳ߴ羫�ȣ����Ƃ��һϵ�Џ����^�ߵ��V�Ͻ𣬱M����չ�����ޣ������ЏV韵İlչǰ�������Ǽ�������������V�Ͻ������еȣ����֮�¾��п��^����չ�ԡ����⣬�V�Ͻ�ļ����ĩ�����ڼ��g���m���������t�W���ã�Ȼ��ԓ�����ڮaƷ�ߴ������ޡ�ճ�Y�������������켼�g�ĿɔUչ�Ԅt�����ڴ�Ҏģ���a�����磬����܇���I�ȴ������ИI�����lչ������������Ҫ��ȫ����о��������˽����ӡ�͟��Y�О顢�^�Y����׃Ҏ�ɡ����W��늻��W���ԡ�
 �V�Ͻ�3D��ӡ��ֲ���������еđ���
�V�Ͻ�3D��ӡ��ֲ���������еđ���
© 3D�ƌW�Ȱ�Ƥ��
![]() ���Y
���Y
�C���������V�Ͻ�����������ЏV韵�ǰ����ͨ�^�������켼�g���Ɍ��F�����������ڣ��Uչ�V�����|Ԫ�ص��ܽ�O��̽����ǰ���ܵ�Ԫ�أ������^�ɽ��٣��ĺϽ��О飻���Fֱ�����a���ڡ��U�������Ƃ䳬�p�����M������ģ�M�Ƃ����w�����Y�����^�ͺ��^�ķӶ�Y�������������t�W���õ��O������ܽM����
ͬ�r��ԓ�C����������Ȼ������λ�e�ܶȡ������������ɷ�ƫ������϶�Ȍ����ܵ����ÙC���������C�Ƽ�����չ�ԵIJ���Ӱ푣���ԭ���Ϸ�ĩ�Ƃ乤ˇ����B���ԡ��������칤ˇ�����Լ���̎���Ȍ��aƷ���ܵ�Ӱ푣��V���V�Ͻ��ĩ���a��ȫ��һ���Ե�һϵ�пƌW�����g�����a���H�y�}��ؽ���Mһ���о��c��Q��
(؟�ξ���admin)

 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D�� ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive����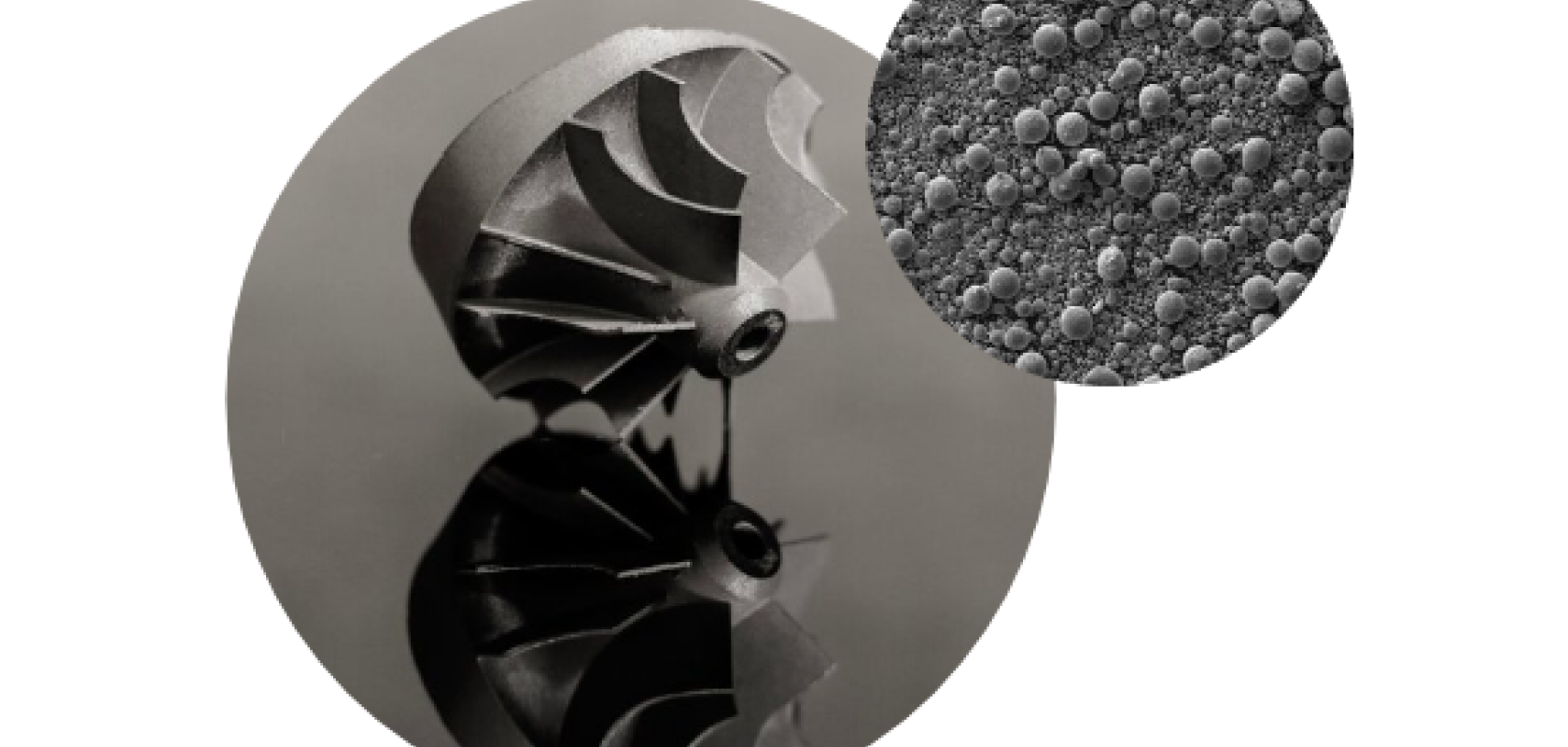 ��δ�����������
��δ�����������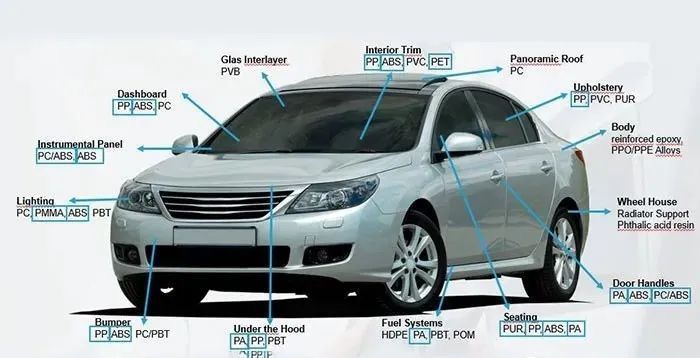 �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ�- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


