����w�C���I�����F��:�Ӡ�ͺ�⁺Ͻ����������о��Mչ���lչڅ��
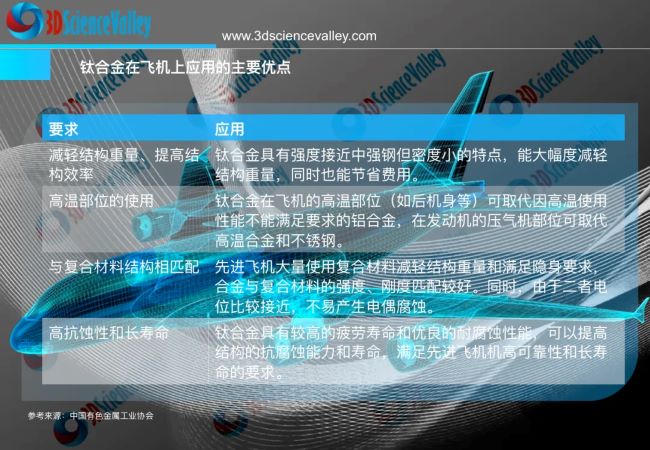
�Ӡ�ͺ�⁺Ͻ��ں��պ����I��ľ��w���÷dz��V������Ҫ�����w�C�Y���������Ӡ�ͺ�⁺Ͻ����������w�C�ĹǼܡ�œ�T��Һ����·�����^������ܡ���Ƥ���Tᔡ��������P�I�Y���������@Щ������Ҫ���иߵıȏ��ȡ��g�ԡ���ƣ�������Լ����õĺ��ӹ�ˇ���ܡ����հl�әC�������ں��հl�әC�У��Ӡ�ͺ�⁺Ͻ���Ҫ�������쉺��C�~Ƭ���P�͙Cϻ��������@Щ������Ҫ�ڸߜ��±��ֱȏ��ȡ��᷀���ԡ����������Լ�����׃�����ܡ����磬F-22�C����F119�l�әC���L�ȾͲ����ˌ��ҿ���⁺Ͻ��~Ƭ����������رȡ��������ͻ���������ں����I�Ӡ�ͺ�⁺Ͻ������������l�әC���w��������쌧�ܡ������⚤�������w���Ĵ�œ��ȼ�Ϻ�������������ȡ��@Щ����������Ҫ�M�㺽����⁺Ͻ������Ҫ���⣬߀��횾����ߜء��͵͜ء���ݗ������ܡ�
�Ӡ�ͺ�⁺Ͻ�đ��ò��H������w���������ܣ�߀�����ڜp�p�Y�����������ȼ��Ч�ʣ����_���ژO�˗l���µĿɿ��Ժ��;��ԡ�
���գ�����w�C���I�����F������˾“�����ܽ�����������”�FC���ˌӠ�ͺ�⁺Ͻ��о��Mչ���U�����Է�������頿�����Y�Ϻ�����g�^�ɵČӠ�⁺Ͻ�Y���OӋ������չ������������Ӡ�ͺ�⁺Ͻ��δ���lչ����
�����Ї���ɫ���ٌW��ķ���������3D�ƌW���c���ѹ�ͬ�I���P��3D��ӡ���@һ�I��İlչ�F���c�lչ߉��
�������켼�g���e�Ǽ��ⶨ���������e��늻��۽z���ĺ�������۽z�������죬��Ӡ�ͺ�⁺Ͻ���Ƃ��ṩ���`���ݵ��ֶΡ��@Щ���g�܉�������Џ��s�������Ķ��������������F���W���ܡ��ŌW���ܵ��ݶ�׃���ı�ݳ��Ρ��������켼�g�܉F���ͼ��Ȳ����g�Y�Ͼo�ܣ�����˽Y���������ԺͿɿ��ԡ��Ӡ�ͺ�⁺Ͻ�ͨ�^�������켼�g�đ��ã����Ԝp�ٲ����g�ı����B�ӽ���Ϳp϶���Ķ�������w�Y�������ܡ�”
![]() �����
�����
�Ӡ�ͺ�⁺Ͻ���ָ����ͬ��⁺Ͻ���ϰ������������M���OӋ�ͷֲ����ɵ�һ�w�����ͽ��ٽY�����������W��������׃�������ϲ��ָ߿��OӋ�Ե����c��ʹ�ÌӠ�ͺ�⁺Ͻ�Y�����c���|�㲿������܉���Ч�p�ء�����ƣ�ډ����ͽ��ͳɱ����ڌ��F���d��ͬ�r��߀����ʹ�㲿���߂��͟ᡢ���g����ĥ���ԡ������������Ƃ�Ӡ�ͺ�⁺Ͻ�Y������Ҫ�ֶΣ����H�܉����`����{�ز��Ϸֲ���߀�Ɍ��F�Ӽ�����ԇ�ƣ������ƌӠ�ͺ�⁺Ͻ���ǰ���V韡�����ϵ�y��B�ˌӠ�ͺϽ��ٵă��ݼ��Y���OӋ�������ڴ˻��A�ϣ����R���F�A�ΌӠ�ͺ�⁺Ͻⶨ���������e��늻��۽z���ĺ�������۽z����������о��F�����δ����������Ӡ�ͺ�⁺Ͻ���P�I���}�M��չ����
![]() �������c
�������c
�C���ˌӠ�ͺ�⁺Ͻ��о��Mչ���U�����Է�������頿�����Y�Ϻ�����g�^�ɵČӠ�⁺Ͻ�Y���OӋ������չ������������Ӡ�ͺ�⁺Ͻ��δ���lչ����
![]() �D�Ľ���
�D�Ľ���
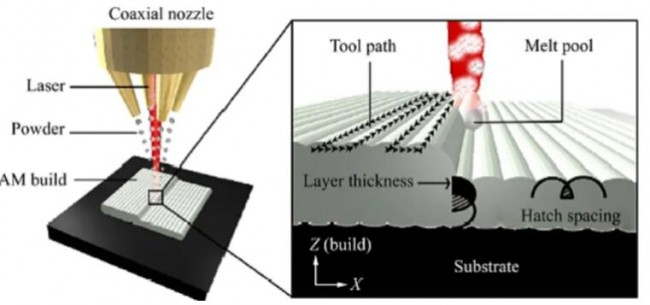
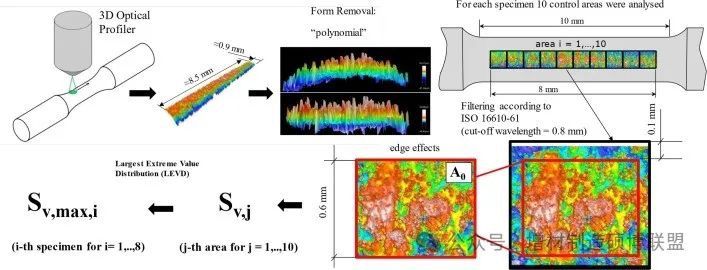
�Ӡ�ͺ�⁺Ͻ�Y���܉F���d���p�ء��͟ᡢ���g����ĥ�ȶ�ܼ���һ�w�����ں��պ����I��ǰ���V韡��������߲�������λ���������������ʹ�ü��ⶨ���������e����ČӠ�ͺ����w���߲�������D1��ʾ����Ч�p��ƣ���ѼyԴ���������w�����C�w�Y��Ч�ʺͲ��������ʡ�
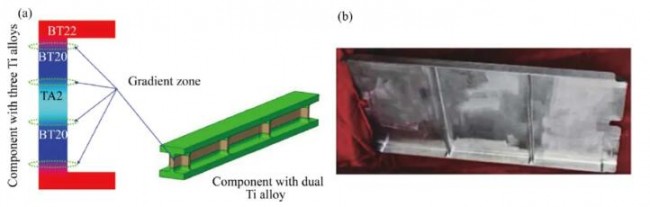 �D1 �Ӡ�ͺ�⁺Ͻ��Ƽ�ʾ��D���ͺ����߽Y��
�D1 �Ӡ�ͺ�⁺Ͻ��Ƽ�ʾ��D���ͺ����߽Y��
�����ĽY���OӋ���ǫ@�ø��|���Ӡ�ͺϽ����Ƽ��ĸ������D2�����N���͌Ӡ�ͺϽ��ٽY�����g�^�ɷ�ʽ��1��ֱ���^�ɣ��D2a����2���ɷ��^�ɣ��D2b����3��������^�ɣ��D2c����ֱ���^�ɕr���|������Ȼ�^�ɡ���ȡ�ɷ��^�ɕr��ͨ�^�{���Ƃ乤ˇ�õ�һ����ȵijɷ֝u׃�ӣ����100%����A��100%����B���D׃���^�ɌӃ��غ�ȷ���A�cBԪ�غ����ݶ�׃������ȡ������^�ɕr��������ӽ��ٽMԪC���ɮ��|���g������ӣ�����Ӽ���Ɍ��g�����^�ɣ�Ҳ����A�cB�����Uɢ�γɴ��Խ����g�����
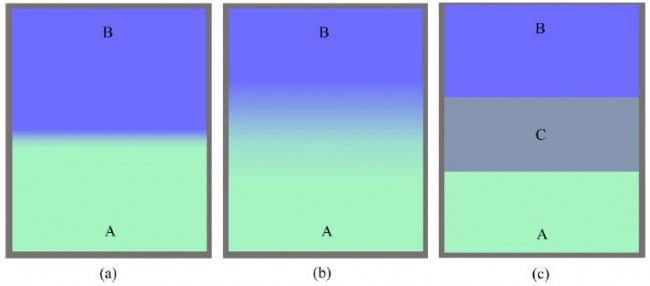 �D2 ֱ���^�ɡ��ɷ��^�ɺ�������^�ɌӠ�ͺϽ��ٽY��ʾ��D(A��B��C�������ӃȽ��ٽMԪ)
�D2 ֱ���^�ɡ��ɷ��^�ɺ�������^�ɌӠ�ͺϽ��ٽY��ʾ��D(A��B��C�������ӃȽ��ٽMԪ)
���ڴ��ڶ�N�����g������ČӠ�����wϵ������������ӌ��ڱ��ֽY�����������P��Ҫ���D3���ȡ����Ӻͳɷ��^�ɵ�Zr-Cu�Ӡ�ͺ��wϵ���H�ɷ��^�ɕr���^�Ɍ��-�~�Ⱦ�λ��Cu10Zr7-CuZr2�����g������^�g������_�ѡ����֮�£��xȡ�c�~��䆟o����������������ӵ�Zr/Nb/Cu�Ӡ�Y�������H�������_�уA��߀���õ�ጷ��ᑪ����
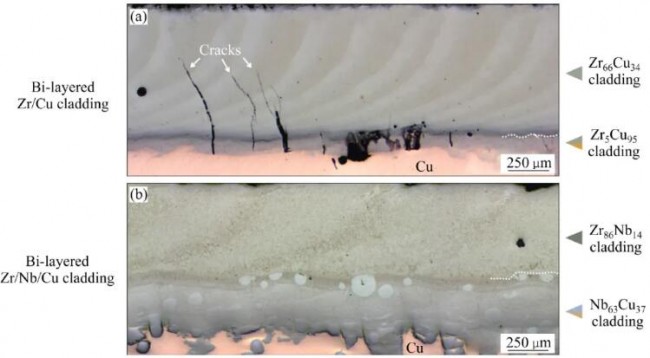 �D3 Zr/Cu�Ӡ�ͺϽY����Zr/Nb/Cu�Ӡ�ͺϽY��
�D3 Zr/Cu�Ӡ�ͺϽY����Zr/Nb/Cu�Ӡ�ͺϽY��
������������������췽ʽ����ʹ�ø��������߂������ݣ�1���ɳ��ξߏ��s�������Ķ���������2����ݳ������W���ܡ��ŌW���ܵ��ݶ�׃�������3�����ͼ��Ȳ����g�Y�Ͼo�ܡ��F�A�Σ��Ӡ�ͺϽY�����������췽ʽ�Լ��ⶨ���������e��늻��۽z���ĺ�������۽z���Ğ�����ʹ�ü��ⶨ���������e���g���D4���r�����ٷ�ĩ�c����������ͬ�����M�����΅^����������������Դ���R���ڻ�������ض��^�����γ��۳أ����۸��^�����Ľ��ٷ�ĩ�M���۳��ܟ��ۻ����۳��ڼ������h�x��Ѹ�����̳��Σ��������ʿ��_1012 K/s��ʹ�ö����ͷ�Ͱ��Ϸ�Ͱ�D��׃�������Ԍ��r�{�����Čӵijɷ֣����Ƃ�Ӡ�ͺϽ��ٽY����
 �D4���ⶨ���������eʾ��D
�D4���ⶨ���������eʾ��D
�D5���ȡ���ⶨ���������e�������켼�g���Ƶ�Ti2AlNb/TA15�Ӡ�ͺ�׃ֱ���h�ΘӼ������w�s60 mm���������ßo�Ѽy�γɡ�ᘌ����հl�әC�M����ߜضκ��е͜ضβ�����ۜضȵ����c������ߜ�Ti2AlNb�Ͻ��c�p�|TA15�Ͻ��ͺϵĽY���������ڮ��|�Ͻ����g�O��TA15-80Ti2AlNb�ɷ��^�ɌӺ��Ƽ����W���܃��������e�����������_��1058 MPa�����L��8%����������Ѱl����TA15�ȡ�
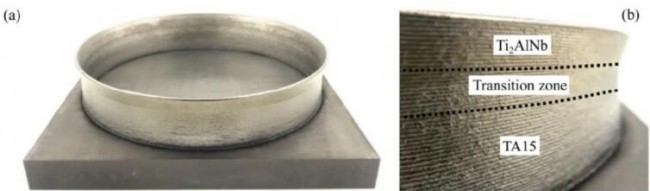 �D5��Ti2AlNb/TA15�Ӡ�ͺ�׃ֱ���h�ΘӼ�
�D5��Ti2AlNb/TA15�Ӡ�ͺ�׃ֱ���h�ΘӼ�
�D6��늻��۽z�������켼�gԭ��D��������늻���Դ�ӟ��ۻ���늻��۽z���ľ��гɱ��͡��ѷe�ٶȿ졢����ߴ��Π����ɼ������ٲ��|�����еȃ��c�����α����γ��۳غ��ͽz�C�������ٽz��ͬ�����M���΅^���۳���늻��h�x��Ѹ�����̡�늻��ܳ�����������ض�܉�E�\�ӣ��������Sģ�͵ľ�-��-�w���F���w���졣�����^���У�ʹ���p�z���z���M�C������ͽz�����{�����Ɍ��F�Ӡ�ͺϽY���Č��r�ɷ��{�ء�
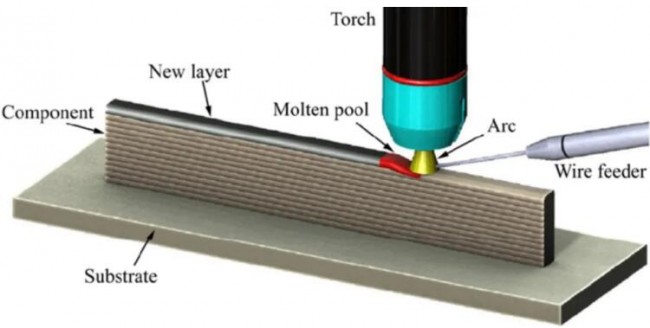 �D6��늻��۽z��������ʾ��D
�D6��늻��۽z��������ʾ��D
�D7���ȡ�p�z���x���w늻���Դ�M�н�����e�����TC4/TA2�Ӡ�ͺ�⁺Ͻ𱡉��Y�������w�ߴ�160 mm×7 mm× 38 mm��TC4-TA2�Ӡ�Y�����OӋ�`��Դ��ؐ�����w��“�u-��”ܛӲ�ͺϽY����TC4�ɾW�@�M���ͼ����M�����ɡ�TA2�^�M����Ҫ��αƬ�ӡ��Ӡ�ͺ�ԇ�Ӓ��跽��ͳ��e����Ŀ�������������s2.0 GPa�����e������ё�׃��0.33����Ȓ��跽��0.24������37.5%���߂���ߵ�����׃��������
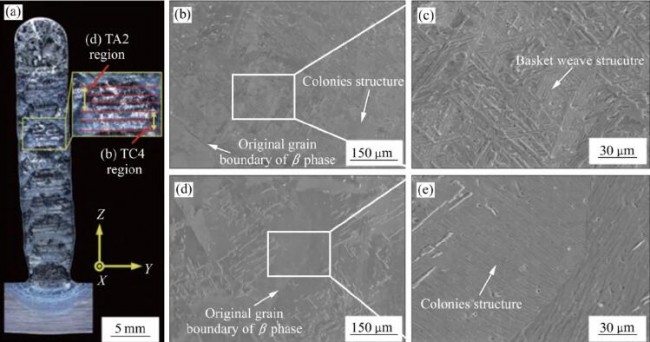 �D7�� TA2/TC4���|�Ӡ�ͺ�⁺Ͻ����Y��
�D7�� TA2/TC4���|�Ӡ�ͺ�⁺Ͻ����Y��
�M�܌Ӡ�ͺ�⁺Ͻ�Y������ǰ���V韣����F�A���Դ��ڮ��|����M���Y�����s���������ܱ�������̎���ƶȅT���Ȇ��}���^�Ʌ^�ڸ����������������γɳɷ�ƫ�x�A�O�^�g��Ԫ�ؽ����Uɢ�Ӻʹ����к��࣬�Ҷ���Ͻ���ʧЧ�C����δ���������⣬������N⁺Ͻ�ČӠ�Y���y��ͨ�^�����ϵğ�̎���ƶ��M�Џ��������m�����Mһ���ھ��|�����߶ȏ������g��̽���������������ֶΡ��������ß�̎���ƶȣ����������|����ʧЧ�C�ƣ����ƄӌӠ�ͺ�⁺Ͻ�Ĺ��̻����á�
![]() �о��YՓ
�о��YՓ
��1���Ӡ�ͺϽ��ٽY���܉������{�ز��ϲ��ֲ����F���W�������ݶ�׃�����������������_�l�Ӡ�ͺ�⁺Ͻ�ͬ�r�l�]��N⁺Ͻ�����܃��ݣ���ͻ�Ƃ��y�����“����”��“�xɢ”�ډ�����Ч;�����ں��ա����졢�����I����ǰ���V韡�
��2���Ӡ���ٵĽY���OӋ���Ƽ����w������������頿�����Y�Ϻ����Č��g�^�ɡ�����ɷּ����ܵ��ݶ��^���DZ��όӠ���ٽY�������Ե��P�I���ڌ��g�ɷ��^�ɺ�������^�ɷ����Ѿ߂��^��ȫ����OӋ��Փ��
��3���F�A�Σ��Ӡ�ͺ�⁺Ͻ���Ҫ���ⶨ���������e��늻��۽z���ĺ�������۽z�����M�����ƣ����څ���Ӱ�Ҏ�ɡ�ȱ���{�غ����܃����ȷ���ȡ���Mչ�����m���Mһ��̽���^�Ʌ^�M�����܃������������ƚ��������������ξ��ȣ����������|�Ӡ�Y������ʧЧ�C�ƣ����ƄӌӠ�ͺ�⁺Ͻ��á�
��Դ
�Ї���ɫ���ٌW��
(؟�ξ���admin)

 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D�� ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ�- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


