����Ʒ���������졪3D��ӡ��4D��ӡ�Ą����о�
�r�g��2024-11-07 08:53 ��Դ���ϘO�� ���ߣ�admin ��x����
�� Դ�����z�I��2024�� ��61��10��
�� ��: �� ��
���ߺ���: �(1989—),Ů,��ʿ�о���,�v��,��Ҫ�������ܷ��b�c3D��ӡ���������Ļ����о���
����Ʒ�漰�ճ�����ķ�������,���ճ����b�����ü���Ʒ,���t���l����Ʒ�ķ��o�����d���w���е�œ�Ⱥ����������Ʒ�ĝM����Ļ���������,���Ҳ���lչ,�����a�I���m�lչ����Ҫ��֮һ���nj���������Ʒ���ܵIJ�и�oՓ����ͨ����Ʒ�������ܼ���Ʒ,���Ǿ��Ъ��ص����������W�����W���ܵĽM��,����S�ͬ�Č���,�����g�ԡ����ԡ������Ժ���ĥ�Եȡ����,�_�l�µļ���Ʒ���췽�������R����Ҫ��������δ_��������ļ���Ʒ�߂������“����Ʒ”���ԡ�������������һ�N���M�������ֶ�,�c����Ʒ���ں���������ݵ�20���oĩ��,���̎��ԇ��A��,��Ҫ����ԭ�������������,����Ʒ���������_ʼ�����ڕr���I���С��������,��߶��\��Ь�����ƻ����b�ȡ��S���¼��g���²��ϵİlչ,����Ʒ��������đ����I�����ڲ����U��,�漰�����t�W��ܛ�C���ˡ����պ��졢܊�µȱ����I��
����Ʒ������������ָʹ���������켼�g�c���ρ����켏��Ʒ�Y�������c����Ʒ�Y�������®aƷ[1]���c���y�ĵȲ�����͜p�����첻ͬ,����������ͨ�^Ӌ��C�������S����ģ��,�ٌ�����ģ���M�з���Ƭ̎��,Ȼ���ӡ�O�����ӌ���ĩ���L�z��Һ�w�ȸ��N�ΑB�IJ��϶ѯB�γ����S����[2]���ڼ����I��ʹ���������켼�g�����T������,���^�ڂ��y����Ʒ�����ж��_�C�����������ķ�������,����������Ԍ��F����Ʒ��һ���Գ���,�Ķ����������aЧ�ʺ��YԴ�����ʡ���߀���Ը����Ñ��������M�ж��ƻ����a,���Ñ��ṩ�����ς�������ļ���Ʒ������,��������ʹ�õIJ�������S�����,�OӋ�ˆT���Ը�������ĮaƷ,�x����m�Ĵ�ӡ�O��ʹ�ӡ���Ͽ������������N���s�Y���ļ���Ʒ,�Ķ��鼏��Ʒ�Ą����OӋ�ṩ����Ŀ����ԡ��������켼�g���ڶ�����������ͨ����Ʒ,ͨ����ģ���y����Ʒ�Y�����ΑB�������S����ӡ���g�����ܲ��ϵ��аl�c����,��������Ҳ�������ܼ���Ʒ�I����չ������Ʒ������������һ����Ҫ���о��I��,���Ƅ������y����Ʒ�ИI��߶˻������ܻ�����lչ,ͬ�r������ИI�ĸ��������̈́������������ĺ�Ҫ������3D��ӡ��4D��ӡ�����M,��������Ʒ��������ļ��g����c���ϡ���ˇ�����M���˚w�{�c���Y,�Mһ��̽ӑ�˼���Ʒ����������OӋ�c����˼·,ּ�ڞ鼏��Ʒ�ĸ�Ч�����c��Ԫ�����ṩ������
1 3D��ӡ��4D��ӡ�����M
����������Ҫ��3D��ӡ���g�đ��Þ���,���ԬF���ձ錢�����������3D��ӡ,���H��3D��ӡֻ���������챊�༼�g�е�һ�N��͡�3D��ӡ���g����19���oĩ�ھ��ѽ��a����˼�����ѿ,ֱ��20���o80�������������g�����F��1986��,Chuck Hull�l���˹�̻����w����(Stereo Lithography Appearance,SLA)���g,�@��һ�N���ü�������Һ�B��ۺ������ӄ������S���w�ļ��g,���ij��F����������춨�˼��g���A[3]��1992��,Carl Deckard�_�l���x���Լ�����Y(Selective Laser Sintering,SLS)���g,ԓ���g���ü��⌢��ĩ�����ۺ���һ��,�Ķ���������S���w[4]��SLS���g�،�����������đ��÷���,ʹ�亭�w�˸��V���IJ��ϡ�1993��,Scott Crump�l�������ڳ��e����(Fused Deposition Modeling,FDM)���g,�@��һ�Nͨ�^���ӔD�������Բ��ρ��������S���w�ļ��g[5]��1995��,Z Corporation�Ƴ��˵�һ�_����3D��ӡ�CZPrinter[6-7],����3D��ӡ�������̘I�I��2000���Ժ�,3D��ӡ���g�_ʼ������I����lչ[8]������đ��ÃH���ڹ��I�I��Ŀ���ԭ������[9]���S����ӡ���g�c��ӡ���ϵĿ��ٰlչ,3D��ӡ�ѽ��Uɢ�������е�����I[10]��
2010���ԁ�,3D��ӡ���g�c�����I�ĽY���_ʼ�ܵ��V���Pע��3D��ӡ����Ʒ�đ�����Ҫ�֞�ɴ����һ��Ǽ���Ʒ�Ƃ����һ�w��,�о��ˆT��Ӌ��Cܛ�����OӋ����Ʒ�Y��,Ȼ���x��Ҏ�ۺ������,���O�ô�ӡ�^���е����P��ˇ����,�Ԍ��F����Ʒ�Ƽ����OӋ�����w���Ƃ����һ�w������Beecroft[11]ʹ��SLS���g��ӡ�\�]��ĩ(Nylon PA12)�����˼���������Ȧ�����ᘿ���������F���c���yᘿ�����һ�ӵ����g�Ժ���չ��,ͬ�rҲ������\�]���ϵ����W����,�@�ͨ�^���������Ƃ����ͨ����Ʒ���Π���ܾ������ĽY���Ƽ����ڶ���Ǽ���Ʒ�����c�Y��һ�w�������y�����췽ʽͨ����Ҫ����ͬ�IJ��ϺͲ����M����һ���γ���K�ĮaƷ,���������켼�g����ֱ�ӌ����ϴ�ӡ��������Π�,�Ķ����F�����c�Y����һ�w��������������ɣ�Ǵ�W��Ӽ�Ӌ��C���̌Wϵ������������3D��ӡ���g�����[�ζ����[�ζ���ͨ�^������Ƴ������^�M���Y����׃��,ʹ��Ͷ�䵽�����治���䡢�����䡢����,�������ҕ�X�o��������,���_���[�ε�Ч�������������Ƃ���@���Ʒ���������Ƽ�,�����Π���ܺ������h�Ƿ����ġ�
4D��ӡ����������Tibbits���[12],�c3D��ӡ���g�������P��3D��ӡ��4D��ӡ���Կ����������������I���еIJ�ͬ�A�λ��M��,��D1��ʾ��3D��ӡ�������S���g�Є����o�B�����w,��4D��ӡ�t�����S���g�Ļ��A�������˕r�g�S��,��ʹ�þ���푑��ԵIJ��ϻ�Y��,ʹ�Ƽ��܉����ض��l���°l���Π�׃��������ض����ܡ��@�N�Π�׃������ͨ�^�ضȡ���������������ա���ȵ��ⲿ�̼���Ȳ��A�O�ęC�Ɓ��|�l��4D��ӡ��Ŀ������������ܡ����m���Ͷ�ܵ����w�����,ͨ�^4D��ӡ���������w���������Ƽ�,�����Π���ܺ��ܕ��S���r�g��׃���l���ɿ�׃����ͬ�����ڼ���Ʒ�I��õ����õ����M���켼�g,3D��ӡ����Ʒ�c4D��ӡ����Ʒ��ͬ,3D��ӡ���Ȍ�����Ʒ�Y���c�ΑB�M�Д��ֻ���ģ,�����x����m�Ĵ�ӡ���g�Ͳ����M�Ќ��w��ӡ������4D��ӡ�ǰѼ���Ʒ�OӋ�c���ܲ�����Y��,����ӡ���Y���������ض��r�g�ͼ���l���¸����A���OӋ��܉�E�M�д�С���Π���ܵ�׃��[13]���@�N�ӑB׃���ijɹ��_�l��Ҫȡ�Q���������켼�g�����ܲ��ϡ��̼����ء�����ÙC�ƺ͔��W��ģ[14]���������ܲ��ϼ��䌦�ض��ⲿ�̼��ķ���푑������M4D��ӡ���g���P�I�������x����m��4D��ӡ���ϻ���3��ԭ�t,�����ɴ�ӡ�ԡ����̼����صĿ��ٷ������ض��I��Ĺ�ͬҪ��,�������t�W���õ�����������[15-17]�����,Ŀǰ������4D��ӡ����Ʒ�IJ��ϰ����Π�ӛ���ۺ���Π�ӛ���Ͻ�Һ�������w��ˮ���z��[18-20]��4D��ӡ�Y���Ĵ̼���׃����Ҫ�֞��ⲿ�̼��̓Ȳ��̃ɷN���ⲿ�̼�������ȡ��ضȡ��⡢늈��ʹň�,���Ȳ��̼���Ҫ�Ǽ���������[21]���M��4D��ӡ���g߀̎�ڰlչ����,�����ѽ��ڼ���Ʒ�I��չ�F����đ��Ý�����

2 ����Ʒ��������ļ��g��ͼ�����
��ͬ���������켼�g��ʹ�ò�ͬ�Ĵ�ӡ���Ϻ����Y��ʽ,�������ij���ԭ��������ͬ�ġ�3D��ӡ����Ʒͨ����Ҫʹ�����Բ���,�Լ��܌��F�߾��Ⱥ߷ֱ��ʴ�ӡ���O��,�Դ�ӡ�����м���Ʒ�����������Ƽ������,����Ʒ����������3D��ӡ�ļ��g�������˾��w��Ҫ��,���ӡ�|������ӡ�ٶȡ������x����̎���ȡ�4D��ӡ���g��Ҫ����3D��ӡ�O��,��������ÿһ�N3D��ӡ���g���m����4D��ӡ����Ʒ���@����鼼�g��͌��ڴ�ӡ���ϵĹ������Ժʹ�ӡ�Y������������|���P��Ҫ�����,Ŀǰ�^������3D��ӡ��4D��ӡ����Ʒ������������η�ʽ��Ҫ�в��ϔD�����Ρ���̻����Ρ�����ʽ���Ρ���ĩ�����ڳ��Ρ�
���ϔD��������һ�N������ͨ�^�ӟᇊ��D��,�������A�O��·�����ӶѯB�턓�����w�����������^�̡������m�ò����wϵ��,���ϔD���Č��F��ʽ��,���Բ��ϔD�����μ��g��Ͷ�N����,��FDM�Ǵ���g�ĵ��ʹ���,�����ڼ���Ʒ��������,��D2(a)��ʾ��FDM���wϵ�y����ԭ������,��ӡ�^�����ڲ���,����ͨ�^����ˮ���Բ��ϴ�ӡ֧�νY���ķ���,ʹ�ú�̎������������FDM���ß��۔D���^�����Ǽ������@��F�ؽ���Ԫ��,����O����r�c�S�o�M��Ҳ�^�͡�Ȼ��,�@�N��ӡ���gҲ��ȱ�c,����α���ֲڡ���ӡ��ֱ�Ƕȵď����^��ȡ�FDM�O��Ļ���ԭ��Q����ԓ���g��ӡ�z�����,�������ճ�����Ʒ����IJ�������ԟ����Ծۺ������,������ϩ��-����ϩ-����ϩ������(Acrylonitrile Butadiene Styrene,ABS)����̼����(Polycarbonate,PC)��������(Polylactic Acid,PLA)�������Ծ۰��������w(Thermoplastic Polyurethane,TPU)�;�����(Polyamide,PA)�ȡ������Ծۺ�����ϳ��˿���ֱ������FDM��ӡ����Ʒ��,߀���Ԍ������w����̼�{�ܡ�ʯīϩ����ë�����w�S�ȼ{�ײ��ϻ���Ȼ�w�S�������ӵ��ۺ��������,�γɾ��Ѓ������ܵĸ����ͺϲ���,�����������������Եļ���Ʒ��ֱ��īˮ����(Direct Ink Writing,DIW)��FDM��ӡ���g�Ĵ���Ʒ,��ӡԭ���cFDM��ˇ��ơ���ͨ�^Ӌ��C���ƙC�����Ƅ��b�M��ӡīˮ�ķ�����,���Ә����Y��,��D2(b)��ʾ����DIW�cFDMҲ�в�ͬ,��֮ͬ̎����īˮ�x�_����rͨ�^īˮ����׃���Զ����Ǹ����̻��혋�����w���Π�ͽY����DIW���Լ��ݶ�N��͵ľۺ������,���ӡ�����ۺ�������ۺ�������������Ծۺ���ȹ����Ծۺ�����Ͽ������������ܼ���Ʒ[22]�������ۺ�������ۺ���քe���Мض�푑��Ժ�푑���,���ض��l���¿��l����׃�����������������������Ծۺ�����һ����c����ϵ�y(�����w�M���ͼ���)���|�r��������������(�綾�ԡ��װY�������ųⷴ��)�ľۺ������[23],�������-�Ҵ��Ṳ����(Polylactic-co-Glycolic Acid,PLGA)����������Ҵ��Ṳ�۶��ɵĿɽ���ۺ���,���������g�p�Ͼ���ˎ��ጷ�ϵ�y�ͽM������֧��[24-25]��
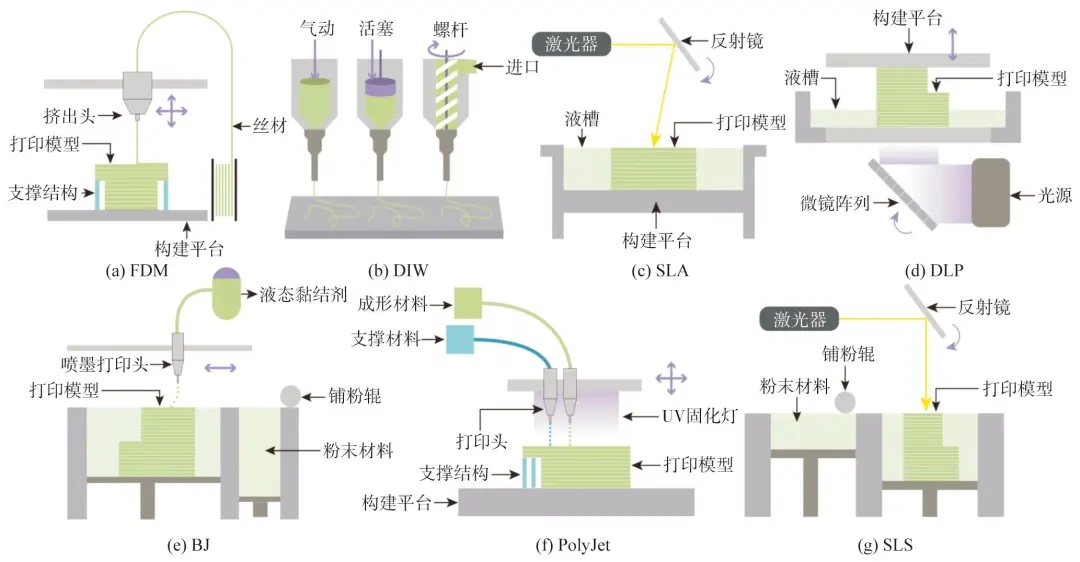
��̻����λ��ڹ������ϵĹ�ۺ�ԭ��,ͨ�^���ӹ��չ̻��ķ�ʽ�혋�����w����̻����εĻ���ԭ����ʹ��������Դ,���ù��������ܹ���Ӳ�������c,ʹ���܉���ٹ̻����Ρ��������ڼ���Ʒ����Ĺ�̻����g�����SLA�͔��ֹ�̎�����g(Digital Light Processing,DLP)��SLA�Ǒ������V��,Ҳ��������һ�N�������켼�g�������ü��������ⰴ�A���O�����Ќ���Ϣ�x���Եع̻�Һ�B����,�Ķ��γ��Ƽ���һ�����w����,Ȼ�����_�½�һ���Ӻ�,Һ�ۃ�����Ϳ��һ�Ӳ���,�ٴ��M�й̻�,���ѭ�h����,ֱ�������Ƽ���ӡ���,��D2(c)��ʾ��SLA���g��ӡ�ٶ��^��,���Ԍ��F�dz��ߵľ���,�m����������s���Π�ͼ�С�ĽY��,����ʹ��SLA���g��ӡ�������Ƽ������|���ߡ���SLA�O��Ͳ��ϵijɱ��^��,�ڴ�ӡ��ɺ�,�Ƽ�߀��Ҫ�M�к�̎��,��ȥ���Ƽ�����δ�̻��IJ��ϼ�����Ƽ��ď��Ⱥ��;��ԡ�SLA�Ƃ伏��Ʒ�x�õIJ����Թ�����Һ�w���Ϟ���,�ڴ�ӡǰ����ֿ��]��ӡ���ϵ��m���ԡ��������֬����SLA��ӡ����Ʒ�ij��ò���,���и߾��ȡ����ٹ̻����m�Ϗ��s�Y���;�����������ȃ��c,��ͬ�rҲ�в��ϳɱ��^�ߡ��;��������^�������惦�h��Ҫ������ȱ�c,�@Щ��������ֱ��Ӱ�������Ʒ�ľ��ȡ��|�������W���ܡ�����֮��,SLA߀���Դ�ӡ���и��g�Ժ͏��s�Y����ˮ���z,�������P�о��C�������ܵ�ˮ���z�����Կɴ����������о��о�đ��Ý���[26]��DLP��SLA���ǻ��ڹ�̻�ԭ�����������켼�g,�����ą^�e���ڹ�Դ�IJ�ͬ��SLAʹ�ü��������Դ,ͨ�^������������c�̻���֬,��DLPʹ�ø߷ֱ��ʵĔ��ֹ�̎����ͶӰ�x�����ӹ̻�,ÿһ�Ӷ���ʹ���x�������ֵĹ�Դһ�����ع�,��D2(d)��ʾ��DLP���Դ�ӡ���Ҷ�������ϩ����(PEGDA)����ϩ���嶡��(TBA)�Ͷ���ϩ���Ҷ�����(DEGDA)���ۼ�����(PCL)/������ͪ(UPy)�Ȳ����Ƃ�������õ��Π�ӛ�������������ܵ����ܼ���Ʒ[27-29]����Ҫע�����,��DLP��ӡ���ܼ���Ʒ���^����,���������r���յ�����������c��̻����Ϲ̻����֮�g���Pϵ�Ƿdz���Ҫ�ą�����
����ʽ���ΰ��ղ��ϵ������ΑB��ͬ�ɷ֞��ĩ�����Һ�w����ɷN,�����ą^�e��Ҫ���ڇ�����Ϻ͇���ԭ��������Ʒ�I���õć���ʽ���μ��g��Ͱ����Y������(Binder Jetting,BJ)�;ۺ����(PolyJet)��BJ��һ�N���τ��x���ԇ��䵽��ĩ����,����������һ���γ����w���w���^��,��D2(e)��ʾ�������ß����z��ˮ���z��UV�̻��z���Y��,�Y�����X�Ͻ�⁺Ͻ�̼���衢������������ϩ������̼�����ȷ�ĩ�������������S�Ƽ������ڲ��c��ĩ���ϰl���������Y��,����ͨ�^��������Y���õ����|�팍�F�YЧ��,�����ϩ���s��ȩ��֬��������ϩ����̼���顢����ϩ������ͪ������һЩ�߷��Ә�֬��[30]��
�ڴ�ӡ�^����,BJ����Ҫ�~���ӡ֧�νY��,����ͨ�^δ�Y�ķ�ĩ���ρ�֧�ΑҿսY��,�p����֧�β���ȥ�����Y�����s�ȵ�����,�@��ζ��BJ���Ƽ��ĽY���OӋ�ṩ�˸�������ɶȡ�����ӡ��ɺ�,��ҪһЩ���m̎����ʩ���_���ӏ��Ƽ����Ώ��ȼ����L����r�g��Ŀ��,��Ҫ�����o�á����ƹ̻���ȥ�ۡ�������[30]��BJ�m���ڴ�ߴ�ʹ�Ҏģ�����a,���Ը�Ч���a�������ļ���Ʒ,��Ч���������Ч�ʡ������^�������������켼�g����,BJ�ڴ�ӡ������ͺ��Ƽ����εij�ʼ�ܶȵȷ������һ���ľ����ԡ�PolyJet��BJ�ǃɷN��ͬ���������켼�g,PolyJet��ӡϵ�y��Ҫ�����⾀��Դ����ӡ���������������͘���ƽ�_�ȽM�ɡ���ӡ�^�����Ȍ�Һ�B���ϼӟᵽ��ѵĔD���c������,�����^��Һ�B���ϵ�СҺ����һ����푑��ʺ��ٶȇ��䵽ָ��λ��,Ȼ�������̻����eҺ�B�������γ����S���w,��D2(f)��ʾ��PolyJet���g�܉��϶�N����,�������Нu׃���|��ͺ����ܵĴ�ӡ�Ƽ�������Ի�����Ժ̈́��Բ���,��������ض��|�к����W���ܵļ���Ʒ��PolyJet߀������ͬһ��ӡ�^���Ќ��F�ɫ�Ͳ��ϵĶ��ӻ�,������Џ��s�ɫ�ͼy���ļ���Ʒ���mȻPolyJet��ӡ����Ʒ�ڸ߾��ȡ�����ϺͶ�ɫ�ʴ�ӡ������Ѓ���,�����ϳɱ��^�ߡ���ӡ�ߴ�������Ҫ��̎��������Ҫ���]���������ء�
��ĩ�����ڳ��εĵ��ͼ��g��SLS������һ�N���ü����c���w�������ò����Ӷѷe���ε��������켼�g��SLS����ԭ���������ڴ�ӡƽ�_����Oһ�ӱ����ķ�ĩ����,Ȼ��ͨ�^������������,����ĩ���Ͼֲ��ӟ������c����,ʹ���ۻ����c�·��Ĺ��w���Y��һ�𡣽�����ӡƽ�_�½�һ��,�ٴ���Oһ�ӷ�ĩ����,���؏������ӟ���Y���^�̡�ͨ�^���ӯB�Ӻ��ۻ���ĩ����,��K�γ���������w,��D2(g)��ʾ��SLS��ӡ����Ʒ���^����Ҫ�֞��A�ᡢ���κ���s3���A��[31]���ڴ�ӡ�_ʼ֮ǰ,�茦����ǻ�ȵķ�ĩ�����M���A��,Ȼ���A��ض��µķ�ĩ�M��ѭ�h��O�c���������������^��,��ӡ�Y����,����ڷ�ĩ����ȫ��s����܌��Ƽ�ȡ����SLS���g�ɴ�ӡ�߷��ӡ����١��ͺϲ��ϵȶ�N��ĩ����,�����ٶȿ�[32]��������������ͺϲ�������õ�SLS��ӡ����Ʒ�IJ��ϡ����������õď��ȡ���ĥ�Ժ����g��,�m���������b��Ь����������aƷ������,SLS߀���Դ�ӡTPU�͟����ԏ����w�ȏ��Բ���,�@Щ���Ͼ������õ����g�Ժ���ĥ��,��ӡ�����ļ���Ʒ���m�Ժ���ܛ���^�á�����,SLS��ӡ����Ʒ����Ҫ�~���֧�νY����֧�ִ�ӡ���s���Π�܌��F�����^�ߵľ��Ⱥͷֱ��ʡ����Ҏ��]�ЏU�Ϯa��,�����ڜp�ٲ������M���M��SLS��ӡ����Ʒ�ă��ݷdz����@,���Դ���һ���ľ���,��SLS��ӡ�ļ���Ʒ������^�ֲ�,��Ҫ���ھ��ӹ�����߱����|�����m��SLS��ӡ�ď��Բ��ϷN�Ҳ��������,�����˼���Ʒ�Ķ����Ժ����ԡ�����SLS��ӡ�O��Ͳ��ϵijɱ��^��,�����˼���Ʒ����Ŀ��ɱ�������ijЩ�����������켼�g,SLS�Ĵ�ӡ�ٶȿ��������^��,�����nj��ڴ��ͺ͏��s���Ƽ������x��ʹ��SLS��ӡ����Ʒ�r,���C�Ͽ��]�@Щ���ݺ��ӄ�,������m���Ժͳɱ�,���wȡ�Q���ض����õ����������Ŀ�ˡ�
3 ����Ʒ��������Ĺ�ˇ����
��������Ļ���ԭ�t����Ҫ���c,�����������졢���ֻ��OӋ�����϶����ԡ��p�����M�����ƺ͂��Ի�������ԭ���OӋ����̎��Ҫ���O���ˇ����[33]���������������¶��������������w,�@�c���y����Ʒ�����������|�^�e���@�N����������������s���Π������ĽY��,���@�N���s�Ժ������Կ����ǂ��y�����췽���o�����F��,��������ɱ��dz��߰������������Ԕ���3Dģ�͞����c,ͨ������Ӌ��C�o���OӋ(Computer-Aided Design,CAD)ܛ���Є���,Ȼ�����гɱ����M�д�ӡ�����ֻ��OӋ���S��ģ���M�п����IJ�ֱ��ݔ��3D��ӡ�C,�Ķ������ˏ��OӋ�����a�����̡������������������Ӳ��϶�����ȥ��,����c���y���칤ˇ���,���M���@�p�١��@���H�ܽ��Ͳ��ϳɱ�,߀������ȵp�ٌ��h����Ӱ�,���Ͽɳ��m�lչ�����a��ʽ������֮��,�S��������������w����Ҫ��̎�����E,��ȥ��֧������澫�ӹ��͟�̎��,���_����������W���ܻ����^Ч����������������Ļ���ԭ�t����Ҫ���c��������ԓ���g�M�м���Ʒ�������P��Ҫ��
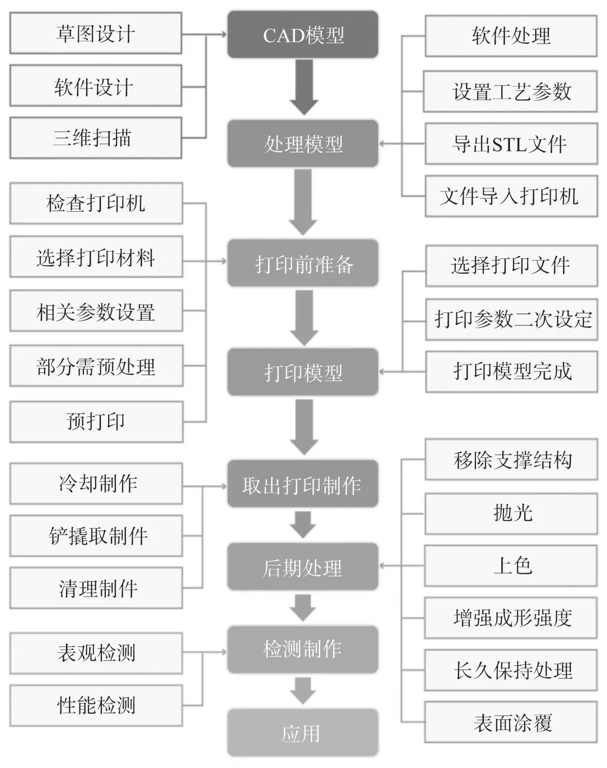
���������c����Ʒ���ںϲ��H��׃�����췽ʽ,߀�����ˮaƷ���OӋ�����a�������������������ڡ�������������Ļ���ԭ�t����Ҫ���c,����Ʒ������������̿ɷ֞�7���P�I���E,��������CADģ�͡�̎��ģ�͡���ӡǰ�ʂ䡢��ӡģ�͡�ȡ����ӡ�Ƽ�������̎��������[34],��D3��ʾ�����M�м���Ʒ�OӋ֮ǰ������Ҫ���_�OӋĿ��,Ȼ�����OӋĿ�˞�����,ʹ��CADܛ����������Ʒ���S����ģ��,���������õĔ���ģ���D�Q���m�������������ӡ�C��STL�ļ���ʽ,���M�б�Ҫ���{�����O�á��@Щ�����O������Ҹ�(Ӱ푱���ƽ����)��ƫ��(Ӱ푾���)���Ƕȹ���(Ӱ�ƽ����)����߅�Δ���(Ӱ푼���)���W���|��(Ӱ����w�W��������)���ļ���С(Ӱ푂�ݔ��̎���ٶ�)����Ƭ�O��(��ӡ�C����ָ��)[33]������STL�ļ��ą���ͨ���ք�����,��ijЩ���M����������ϵ�y��,�@Щ����߀���Ը������Ϻ�Ŀ���ԄӃ���������˔���ģ�Ϳɴ�ӡ̎����,��STL�ļ����ӵ���ӡ�O����,�����OӋĿ���x����m�Ĵ�ӡ�O���c����,�_ʼ����Ʒ�ij��μӹ��^�̡�����ʹ��ӡ�Ƽ��M���A��Ŀ��,��Щ������Ҫ�ڴ�ӡ�^���Ќ���ӡ�C�M���O��,����PET���������eTPU���ϕr,���������ɷN����֮�g��𤸽��,��Ҫ�քe�O���ӵĴ�ӡ�����������ӵĴ�ӡ����,���P�����O�ð�����ӡ�ٶ�(��10 mm/s��������30 mm/s)���D���ض�(��235 �桢������215 ��)������ܶ�(��100%��������50%)���D������(��100%��������90%)[35]�����ִ�ӡ���g��Ҫ����֧��֧�ִ�ӡ���w�еĿ�϶�Y����ҿսY��,��ӡ��ɺ�,�@�֧�β�����Ҫ���Ƴ�[36],�粻��Ҫ�������֧��,�tֱ�ӌ�ģ�͏Ĵ�ӡƽ�_��ȡ�¼��ɡ�ͨ����r��,����������Ƽ���ӡ��ɺ�,��Ҫ�Mһ���ؾ��ӹ�,���坍��Ⱦɫ��Ϳ�b��,�Ԍ��F����Ʒ�������KЧ����
�� ��: �� ��
���ߺ���: �(1989—),Ů,��ʿ�о���,�v��,��Ҫ�������ܷ��b�c3D��ӡ���������Ļ����о���
����Ʒ�漰�ճ�����ķ�������,���ճ����b�����ü���Ʒ,���t���l����Ʒ�ķ��o�����d���w���е�œ�Ⱥ����������Ʒ�ĝM����Ļ���������,���Ҳ���lչ,�����a�I���m�lչ����Ҫ��֮һ���nj���������Ʒ���ܵIJ�и�oՓ����ͨ����Ʒ�������ܼ���Ʒ,���Ǿ��Ъ��ص����������W�����W���ܵĽM��,����S�ͬ�Č���,�����g�ԡ����ԡ������Ժ���ĥ�Եȡ����,�_�l�µļ���Ʒ���췽�������R����Ҫ��������δ_��������ļ���Ʒ�߂������“����Ʒ”���ԡ�������������һ�N���M�������ֶ�,�c����Ʒ���ں���������ݵ�20���oĩ��,���̎��ԇ��A��,��Ҫ����ԭ�������������,����Ʒ���������_ʼ�����ڕr���I���С��������,��߶��\��Ь�����ƻ����b�ȡ��S���¼��g���²��ϵİlչ,����Ʒ��������đ����I�����ڲ����U��,�漰�����t�W��ܛ�C���ˡ����պ��졢܊�µȱ����I��
����Ʒ������������ָʹ���������켼�g�c���ρ����켏��Ʒ�Y�������c����Ʒ�Y�������®aƷ[1]���c���y�ĵȲ�����͜p�����첻ͬ,����������ͨ�^Ӌ��C�������S����ģ��,�ٌ�����ģ���M�з���Ƭ̎��,Ȼ���ӡ�O�����ӌ���ĩ���L�z��Һ�w�ȸ��N�ΑB�IJ��϶ѯB�γ����S����[2]���ڼ����I��ʹ���������켼�g�����T������,���^�ڂ��y����Ʒ�����ж��_�C�����������ķ�������,����������Ԍ��F����Ʒ��һ���Գ���,�Ķ����������aЧ�ʺ��YԴ�����ʡ���߀���Ը����Ñ��������M�ж��ƻ����a,���Ñ��ṩ�����ς�������ļ���Ʒ������,��������ʹ�õIJ�������S�����,�OӋ�ˆT���Ը�������ĮaƷ,�x����m�Ĵ�ӡ�O��ʹ�ӡ���Ͽ������������N���s�Y���ļ���Ʒ,�Ķ��鼏��Ʒ�Ą����OӋ�ṩ����Ŀ����ԡ��������켼�g���ڶ�����������ͨ����Ʒ,ͨ����ģ���y����Ʒ�Y�����ΑB�������S����ӡ���g�����ܲ��ϵ��аl�c����,��������Ҳ�������ܼ���Ʒ�I����չ������Ʒ������������һ����Ҫ���о��I��,���Ƅ������y����Ʒ�ИI��߶˻������ܻ�����lչ,ͬ�r������ИI�ĸ��������̈́������������ĺ�Ҫ������3D��ӡ��4D��ӡ�����M,��������Ʒ��������ļ��g����c���ϡ���ˇ�����M���˚w�{�c���Y,�Mһ��̽ӑ�˼���Ʒ����������OӋ�c����˼·,ּ�ڞ鼏��Ʒ�ĸ�Ч�����c��Ԫ�����ṩ������
1 3D��ӡ��4D��ӡ�����M
����������Ҫ��3D��ӡ���g�đ��Þ���,���ԬF���ձ錢�����������3D��ӡ,���H��3D��ӡֻ���������챊�༼�g�е�һ�N��͡�3D��ӡ���g����19���oĩ�ھ��ѽ��a����˼�����ѿ,ֱ��20���o80�������������g�����F��1986��,Chuck Hull�l���˹�̻����w����(Stereo Lithography Appearance,SLA)���g,�@��һ�N���ü�������Һ�B��ۺ������ӄ������S���w�ļ��g,���ij��F����������춨�˼��g���A[3]��1992��,Carl Deckard�_�l���x���Լ�����Y(Selective Laser Sintering,SLS)���g,ԓ���g���ü��⌢��ĩ�����ۺ���һ��,�Ķ���������S���w[4]��SLS���g�،�����������đ��÷���,ʹ�亭�w�˸��V���IJ��ϡ�1993��,Scott Crump�l�������ڳ��e����(Fused Deposition Modeling,FDM)���g,�@��һ�Nͨ�^���ӔD�������Բ��ρ��������S���w�ļ��g[5]��1995��,Z Corporation�Ƴ��˵�һ�_����3D��ӡ�CZPrinter[6-7],����3D��ӡ�������̘I�I��2000���Ժ�,3D��ӡ���g�_ʼ������I����lչ[8]������đ��ÃH���ڹ��I�I��Ŀ���ԭ������[9]���S����ӡ���g�c��ӡ���ϵĿ��ٰlչ,3D��ӡ�ѽ��Uɢ�������е�����I[10]��
2010���ԁ�,3D��ӡ���g�c�����I�ĽY���_ʼ�ܵ��V���Pע��3D��ӡ����Ʒ�đ�����Ҫ�֞�ɴ����һ��Ǽ���Ʒ�Ƃ����һ�w��,�о��ˆT��Ӌ��Cܛ�����OӋ����Ʒ�Y��,Ȼ���x��Ҏ�ۺ������,���O�ô�ӡ�^���е����P��ˇ����,�Ԍ��F����Ʒ�Ƽ����OӋ�����w���Ƃ����һ�w������Beecroft[11]ʹ��SLS���g��ӡ�\�]��ĩ(Nylon PA12)�����˼���������Ȧ�����ᘿ���������F���c���yᘿ�����һ�ӵ����g�Ժ���չ��,ͬ�rҲ������\�]���ϵ����W����,�@�ͨ�^���������Ƃ����ͨ����Ʒ���Π���ܾ������ĽY���Ƽ����ڶ���Ǽ���Ʒ�����c�Y��һ�w�������y�����췽ʽͨ����Ҫ����ͬ�IJ��ϺͲ����M����һ���γ���K�ĮaƷ,���������켼�g����ֱ�ӌ����ϴ�ӡ��������Π�,�Ķ����F�����c�Y����һ�w��������������ɣ�Ǵ�W��Ӽ�Ӌ��C���̌Wϵ������������3D��ӡ���g�����[�ζ����[�ζ���ͨ�^������Ƴ������^�M���Y����׃��,ʹ��Ͷ�䵽�����治���䡢�����䡢����,�������ҕ�X�o��������,���_���[�ε�Ч�������������Ƃ���@���Ʒ���������Ƽ�,�����Π���ܺ������h�Ƿ����ġ�
4D��ӡ����������Tibbits���[12],�c3D��ӡ���g�������P��3D��ӡ��4D��ӡ���Կ����������������I���еIJ�ͬ�A�λ��M��,��D1��ʾ��3D��ӡ�������S���g�Є����o�B�����w,��4D��ӡ�t�����S���g�Ļ��A�������˕r�g�S��,��ʹ�þ���푑��ԵIJ��ϻ�Y��,ʹ�Ƽ��܉����ض��l���°l���Π�׃��������ض����ܡ��@�N�Π�׃������ͨ�^�ضȡ���������������ա���ȵ��ⲿ�̼���Ȳ��A�O�ęC�Ɓ��|�l��4D��ӡ��Ŀ������������ܡ����m���Ͷ�ܵ����w�����,ͨ�^4D��ӡ���������w���������Ƽ�,�����Π���ܺ��ܕ��S���r�g��׃���l���ɿ�׃����ͬ�����ڼ���Ʒ�I��õ����õ����M���켼�g,3D��ӡ����Ʒ�c4D��ӡ����Ʒ��ͬ,3D��ӡ���Ȍ�����Ʒ�Y���c�ΑB�M�Д��ֻ���ģ,�����x����m�Ĵ�ӡ���g�Ͳ����M�Ќ��w��ӡ������4D��ӡ�ǰѼ���Ʒ�OӋ�c���ܲ�����Y��,����ӡ���Y���������ض��r�g�ͼ���l���¸����A���OӋ��܉�E�M�д�С���Π���ܵ�׃��[13]���@�N�ӑB׃���ijɹ��_�l��Ҫȡ�Q���������켼�g�����ܲ��ϡ��̼����ء�����ÙC�ƺ͔��W��ģ[14]���������ܲ��ϼ��䌦�ض��ⲿ�̼��ķ���푑������M4D��ӡ���g���P�I�������x����m��4D��ӡ���ϻ���3��ԭ�t,�����ɴ�ӡ�ԡ����̼����صĿ��ٷ������ض��I��Ĺ�ͬҪ��,�������t�W���õ�����������[15-17]�����,Ŀǰ������4D��ӡ����Ʒ�IJ��ϰ����Π�ӛ���ۺ���Π�ӛ���Ͻ�Һ�������w��ˮ���z��[18-20]��4D��ӡ�Y���Ĵ̼���׃����Ҫ�֞��ⲿ�̼��̓Ȳ��̃ɷN���ⲿ�̼�������ȡ��ضȡ��⡢늈��ʹň�,���Ȳ��̼���Ҫ�Ǽ���������[21]���M��4D��ӡ���g߀̎�ڰlչ����,�����ѽ��ڼ���Ʒ�I��չ�F����đ��Ý�����
�D1 3D��ӡ��4D��ӡ�����M
2 ����Ʒ��������ļ��g��ͼ�����
��ͬ���������켼�g��ʹ�ò�ͬ�Ĵ�ӡ���Ϻ����Y��ʽ,�������ij���ԭ��������ͬ�ġ�3D��ӡ����Ʒͨ����Ҫʹ�����Բ���,�Լ��܌��F�߾��Ⱥ߷ֱ��ʴ�ӡ���O��,�Դ�ӡ�����м���Ʒ�����������Ƽ������,����Ʒ����������3D��ӡ�ļ��g�������˾��w��Ҫ��,���ӡ�|������ӡ�ٶȡ������x����̎���ȡ�4D��ӡ���g��Ҫ����3D��ӡ�O��,��������ÿһ�N3D��ӡ���g���m����4D��ӡ����Ʒ���@����鼼�g��͌��ڴ�ӡ���ϵĹ������Ժʹ�ӡ�Y������������|���P��Ҫ�����,Ŀǰ�^������3D��ӡ��4D��ӡ����Ʒ������������η�ʽ��Ҫ�в��ϔD�����Ρ���̻����Ρ�����ʽ���Ρ���ĩ�����ڳ��Ρ�
���ϔD��������һ�N������ͨ�^�ӟᇊ��D��,�������A�O��·�����ӶѯB�턓�����w�����������^�̡������m�ò����wϵ��,���ϔD���Č��F��ʽ��,���Բ��ϔD�����μ��g��Ͷ�N����,��FDM�Ǵ���g�ĵ��ʹ���,�����ڼ���Ʒ��������,��D2(a)��ʾ��FDM���wϵ�y����ԭ������,��ӡ�^�����ڲ���,����ͨ�^����ˮ���Բ��ϴ�ӡ֧�νY���ķ���,ʹ�ú�̎������������FDM���ß��۔D���^�����Ǽ������@��F�ؽ���Ԫ��,����O����r�c�S�o�M��Ҳ�^�͡�Ȼ��,�@�N��ӡ���gҲ��ȱ�c,����α���ֲڡ���ӡ��ֱ�Ƕȵď����^��ȡ�FDM�O��Ļ���ԭ��Q����ԓ���g��ӡ�z�����,�������ճ�����Ʒ����IJ�������ԟ����Ծۺ������,������ϩ��-����ϩ-����ϩ������(Acrylonitrile Butadiene Styrene,ABS)����̼����(Polycarbonate,PC)��������(Polylactic Acid,PLA)�������Ծ۰��������w(Thermoplastic Polyurethane,TPU)�;�����(Polyamide,PA)�ȡ������Ծۺ�����ϳ��˿���ֱ������FDM��ӡ����Ʒ��,߀���Ԍ������w����̼�{�ܡ�ʯīϩ����ë�����w�S�ȼ{�ײ��ϻ���Ȼ�w�S�������ӵ��ۺ��������,�γɾ��Ѓ������ܵĸ����ͺϲ���,�����������������Եļ���Ʒ��ֱ��īˮ����(Direct Ink Writing,DIW)��FDM��ӡ���g�Ĵ���Ʒ,��ӡԭ���cFDM��ˇ��ơ���ͨ�^Ӌ��C���ƙC�����Ƅ��b�M��ӡīˮ�ķ�����,���Ә����Y��,��D2(b)��ʾ����DIW�cFDMҲ�в�ͬ,��֮ͬ̎����īˮ�x�_����rͨ�^īˮ����׃���Զ����Ǹ����̻��혋�����w���Π�ͽY����DIW���Լ��ݶ�N��͵ľۺ������,���ӡ�����ۺ�������ۺ�������������Ծۺ���ȹ����Ծۺ�����Ͽ������������ܼ���Ʒ[22]�������ۺ�������ۺ���քe���Мض�푑��Ժ�푑���,���ض��l���¿��l����׃�����������������������Ծۺ�����һ����c����ϵ�y(�����w�M���ͼ���)���|�r��������������(�綾�ԡ��װY�������ųⷴ��)�ľۺ������[23],�������-�Ҵ��Ṳ����(Polylactic-co-Glycolic Acid,PLGA)����������Ҵ��Ṳ�۶��ɵĿɽ���ۺ���,���������g�p�Ͼ���ˎ��ጷ�ϵ�y�ͽM������֧��[24-25]��
�D2 ����Ʒ�������켼�gԭ��ʾ��
��̻����λ��ڹ������ϵĹ�ۺ�ԭ��,ͨ�^���ӹ��չ̻��ķ�ʽ�혋�����w����̻����εĻ���ԭ����ʹ��������Դ,���ù��������ܹ���Ӳ�������c,ʹ���܉���ٹ̻����Ρ��������ڼ���Ʒ����Ĺ�̻����g�����SLA�͔��ֹ�̎�����g(Digital Light Processing,DLP)��SLA�Ǒ������V��,Ҳ��������һ�N�������켼�g�������ü��������ⰴ�A���O�����Ќ���Ϣ�x���Եع̻�Һ�B����,�Ķ��γ��Ƽ���һ�����w����,Ȼ�����_�½�һ���Ӻ�,Һ�ۃ�����Ϳ��һ�Ӳ���,�ٴ��M�й̻�,���ѭ�h����,ֱ�������Ƽ���ӡ���,��D2(c)��ʾ��SLA���g��ӡ�ٶ��^��,���Ԍ��F�dz��ߵľ���,�m����������s���Π�ͼ�С�ĽY��,����ʹ��SLA���g��ӡ�������Ƽ������|���ߡ���SLA�O��Ͳ��ϵijɱ��^��,�ڴ�ӡ��ɺ�,�Ƽ�߀��Ҫ�M�к�̎��,��ȥ���Ƽ�����δ�̻��IJ��ϼ�����Ƽ��ď��Ⱥ��;��ԡ�SLA�Ƃ伏��Ʒ�x�õIJ����Թ�����Һ�w���Ϟ���,�ڴ�ӡǰ����ֿ��]��ӡ���ϵ��m���ԡ��������֬����SLA��ӡ����Ʒ�ij��ò���,���и߾��ȡ����ٹ̻����m�Ϗ��s�Y���;�����������ȃ��c,��ͬ�rҲ�в��ϳɱ��^�ߡ��;��������^�������惦�h��Ҫ������ȱ�c,�@Щ��������ֱ��Ӱ�������Ʒ�ľ��ȡ��|�������W���ܡ�����֮��,SLA߀���Դ�ӡ���и��g�Ժ͏��s�Y����ˮ���z,�������P�о��C�������ܵ�ˮ���z�����Կɴ����������о��о�đ��Ý���[26]��DLP��SLA���ǻ��ڹ�̻�ԭ�����������켼�g,�����ą^�e���ڹ�Դ�IJ�ͬ��SLAʹ�ü��������Դ,ͨ�^������������c�̻���֬,��DLPʹ�ø߷ֱ��ʵĔ��ֹ�̎����ͶӰ�x�����ӹ̻�,ÿһ�Ӷ���ʹ���x�������ֵĹ�Դһ�����ع�,��D2(d)��ʾ��DLP���Դ�ӡ���Ҷ�������ϩ����(PEGDA)����ϩ���嶡��(TBA)�Ͷ���ϩ���Ҷ�����(DEGDA)���ۼ�����(PCL)/������ͪ(UPy)�Ȳ����Ƃ�������õ��Π�ӛ�������������ܵ����ܼ���Ʒ[27-29]����Ҫע�����,��DLP��ӡ���ܼ���Ʒ���^����,���������r���յ�����������c��̻����Ϲ̻����֮�g���Pϵ�Ƿdz���Ҫ�ą�����
����ʽ���ΰ��ղ��ϵ������ΑB��ͬ�ɷ֞��ĩ�����Һ�w����ɷN,�����ą^�e��Ҫ���ڇ�����Ϻ͇���ԭ��������Ʒ�I���õć���ʽ���μ��g��Ͱ����Y������(Binder Jetting,BJ)�;ۺ����(PolyJet)��BJ��һ�N���τ��x���ԇ��䵽��ĩ����,����������һ���γ����w���w���^��,��D2(e)��ʾ�������ß����z��ˮ���z��UV�̻��z���Y��,�Y�����X�Ͻ�⁺Ͻ�̼���衢������������ϩ������̼�����ȷ�ĩ�������������S�Ƽ������ڲ��c��ĩ���ϰl���������Y��,����ͨ�^��������Y���õ����|�팍�F�YЧ��,�����ϩ���s��ȩ��֬��������ϩ����̼���顢����ϩ������ͪ������һЩ�߷��Ә�֬��[30]��
�ڴ�ӡ�^����,BJ����Ҫ�~���ӡ֧�νY��,����ͨ�^δ�Y�ķ�ĩ���ρ�֧�ΑҿսY��,�p����֧�β���ȥ�����Y�����s�ȵ�����,�@��ζ��BJ���Ƽ��ĽY���OӋ�ṩ�˸�������ɶȡ�����ӡ��ɺ�,��ҪһЩ���m̎����ʩ���_���ӏ��Ƽ����Ώ��ȼ����L����r�g��Ŀ��,��Ҫ�����o�á����ƹ̻���ȥ�ۡ�������[30]��BJ�m���ڴ�ߴ�ʹ�Ҏģ�����a,���Ը�Ч���a�������ļ���Ʒ,��Ч���������Ч�ʡ������^�������������켼�g����,BJ�ڴ�ӡ������ͺ��Ƽ����εij�ʼ�ܶȵȷ������һ���ľ����ԡ�PolyJet��BJ�ǃɷN��ͬ���������켼�g,PolyJet��ӡϵ�y��Ҫ�����⾀��Դ����ӡ���������������͘���ƽ�_�ȽM�ɡ���ӡ�^�����Ȍ�Һ�B���ϼӟᵽ��ѵĔD���c������,�����^��Һ�B���ϵ�СҺ����һ����푑��ʺ��ٶȇ��䵽ָ��λ��,Ȼ�������̻����eҺ�B�������γ����S���w,��D2(f)��ʾ��PolyJet���g�܉��϶�N����,�������Нu׃���|��ͺ����ܵĴ�ӡ�Ƽ�������Ի�����Ժ̈́��Բ���,��������ض��|�к����W���ܵļ���Ʒ��PolyJet߀������ͬһ��ӡ�^���Ќ��F�ɫ�Ͳ��ϵĶ��ӻ�,������Џ��s�ɫ�ͼy���ļ���Ʒ���mȻPolyJet��ӡ����Ʒ�ڸ߾��ȡ�����ϺͶ�ɫ�ʴ�ӡ������Ѓ���,�����ϳɱ��^�ߡ���ӡ�ߴ�������Ҫ��̎��������Ҫ���]���������ء�
��ĩ�����ڳ��εĵ��ͼ��g��SLS������һ�N���ü����c���w�������ò����Ӷѷe���ε��������켼�g��SLS����ԭ���������ڴ�ӡƽ�_����Oһ�ӱ����ķ�ĩ����,Ȼ��ͨ�^������������,����ĩ���Ͼֲ��ӟ������c����,ʹ���ۻ����c�·��Ĺ��w���Y��һ�𡣽�����ӡƽ�_�½�һ��,�ٴ���Oһ�ӷ�ĩ����,���؏������ӟ���Y���^�̡�ͨ�^���ӯB�Ӻ��ۻ���ĩ����,��K�γ���������w,��D2(g)��ʾ��SLS��ӡ����Ʒ���^����Ҫ�֞��A�ᡢ���κ���s3���A��[31]���ڴ�ӡ�_ʼ֮ǰ,�茦����ǻ�ȵķ�ĩ�����M���A��,Ȼ���A��ض��µķ�ĩ�M��ѭ�h��O�c���������������^��,��ӡ�Y����,����ڷ�ĩ����ȫ��s����܌��Ƽ�ȡ����SLS���g�ɴ�ӡ�߷��ӡ����١��ͺϲ��ϵȶ�N��ĩ����,�����ٶȿ�[32]��������������ͺϲ�������õ�SLS��ӡ����Ʒ�IJ��ϡ����������õď��ȡ���ĥ�Ժ����g��,�m���������b��Ь����������aƷ������,SLS߀���Դ�ӡTPU�͟����ԏ����w�ȏ��Բ���,�@Щ���Ͼ������õ����g�Ժ���ĥ��,��ӡ�����ļ���Ʒ���m�Ժ���ܛ���^�á�����,SLS��ӡ����Ʒ����Ҫ�~���֧�νY����֧�ִ�ӡ���s���Π�܌��F�����^�ߵľ��Ⱥͷֱ��ʡ����Ҏ��]�ЏU�Ϯa��,�����ڜp�ٲ������M���M��SLS��ӡ����Ʒ�ă��ݷdz����@,���Դ���һ���ľ���,��SLS��ӡ�ļ���Ʒ������^�ֲ�,��Ҫ���ھ��ӹ�����߱����|�����m��SLS��ӡ�ď��Բ��ϷN�Ҳ��������,�����˼���Ʒ�Ķ����Ժ����ԡ�����SLS��ӡ�O��Ͳ��ϵijɱ��^��,�����˼���Ʒ����Ŀ��ɱ�������ijЩ�����������켼�g,SLS�Ĵ�ӡ�ٶȿ��������^��,�����nj��ڴ��ͺ͏��s���Ƽ������x��ʹ��SLS��ӡ����Ʒ�r,���C�Ͽ��]�@Щ���ݺ��ӄ�,������m���Ժͳɱ�,���wȡ�Q���ض����õ����������Ŀ�ˡ�
3 ����Ʒ��������Ĺ�ˇ����
��������Ļ���ԭ�t����Ҫ���c,�����������졢���ֻ��OӋ�����϶����ԡ��p�����M�����ƺ͂��Ի�������ԭ���OӋ����̎��Ҫ���O���ˇ����[33]���������������¶��������������w,�@�c���y����Ʒ�����������|�^�e���@�N����������������s���Π������ĽY��,���@�N���s�Ժ������Կ����ǂ��y�����췽���o�����F��,��������ɱ��dz��߰������������Ԕ���3Dģ�͞����c,ͨ������Ӌ��C�o���OӋ(Computer-Aided Design,CAD)ܛ���Є���,Ȼ�����гɱ����M�д�ӡ�����ֻ��OӋ���S��ģ���M�п����IJ�ֱ��ݔ��3D��ӡ�C,�Ķ������ˏ��OӋ�����a�����̡������������������Ӳ��϶�����ȥ��,����c���y���칤ˇ���,���M���@�p�١��@���H�ܽ��Ͳ��ϳɱ�,߀������ȵp�ٌ��h����Ӱ�,���Ͽɳ��m�lչ�����a��ʽ������֮��,�S��������������w����Ҫ��̎�����E,��ȥ��֧������澫�ӹ��͟�̎��,���_����������W���ܻ����^Ч����������������Ļ���ԭ�t����Ҫ���c��������ԓ���g�M�м���Ʒ�������P��Ҫ��
���������c����Ʒ���ںϲ��H��׃�����췽ʽ,߀�����ˮaƷ���OӋ�����a�������������������ڡ�������������Ļ���ԭ�t����Ҫ���c,����Ʒ������������̿ɷ֞�7���P�I���E,��������CADģ�͡�̎��ģ�͡���ӡǰ�ʂ䡢��ӡģ�͡�ȡ����ӡ�Ƽ�������̎��������[34],��D3��ʾ�����M�м���Ʒ�OӋ֮ǰ������Ҫ���_�OӋĿ��,Ȼ�����OӋĿ�˞�����,ʹ��CADܛ����������Ʒ���S����ģ��,���������õĔ���ģ���D�Q���m�������������ӡ�C��STL�ļ���ʽ,���M�б�Ҫ���{�����O�á��@Щ�����O������Ҹ�(Ӱ푱���ƽ����)��ƫ��(Ӱ푾���)���Ƕȹ���(Ӱ�ƽ����)����߅�Δ���(Ӱ푼���)���W���|��(Ӱ����w�W��������)���ļ���С(Ӱ푂�ݔ��̎���ٶ�)����Ƭ�O��(��ӡ�C����ָ��)[33]������STL�ļ��ą���ͨ���ք�����,��ijЩ���M����������ϵ�y��,�@Щ����߀���Ը������Ϻ�Ŀ���ԄӃ���������˔���ģ�Ϳɴ�ӡ̎����,��STL�ļ����ӵ���ӡ�O����,�����OӋĿ���x����m�Ĵ�ӡ�O���c����,�_ʼ����Ʒ�ij��μӹ��^�̡�����ʹ��ӡ�Ƽ��M���A��Ŀ��,��Щ������Ҫ�ڴ�ӡ�^���Ќ���ӡ�C�M���O��,����PET���������eTPU���ϕr,���������ɷN����֮�g��𤸽��,��Ҫ�քe�O���ӵĴ�ӡ�����������ӵĴ�ӡ����,���P�����O�ð�����ӡ�ٶ�(��10 mm/s��������30 mm/s)���D���ض�(��235 �桢������215 ��)������ܶ�(��100%��������50%)���D������(��100%��������90%)[35]�����ִ�ӡ���g��Ҫ����֧��֧�ִ�ӡ���w�еĿ�϶�Y����ҿսY��,��ӡ��ɺ�,�@�֧�β�����Ҫ���Ƴ�[36],�粻��Ҫ�������֧��,�tֱ�ӌ�ģ�͏Ĵ�ӡƽ�_��ȡ�¼��ɡ�ͨ����r��,����������Ƽ���ӡ��ɺ�,��Ҫ�Mһ���ؾ��ӹ�,���坍��Ⱦɫ��Ϳ�b��,�Ԍ��F����Ʒ�������KЧ����
�D3 ����Ʒ�������������
(؟�ξ���admin)

��һƪ�������F�t�X��FeCrAl���Ͻ��������켼�g���C��
��һƪ���C�����������O��Ĵ̼�푑�ˮ���z�Ĺ��3D��ӡ�����Mչ��ǰ��
��һƪ���C�����������O��Ĵ̼�푑�ˮ���z�Ĺ��3D��ӡ�����Mչ��ǰ��
 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D�� ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��������
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ����c����
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


