�µ�У��ģ�ʹ�����ͽ���3D��ӡ�۳�ģ�M��Ӌ��ɱ�
�������� (AM) �^�̵��۳�Ҏ(gu��)ģ��(sh��)ֵ��ģ���Ԟ�AM-��������������^��-����-�Y(ji��)��(g��u)-�����P(gu��n)ϵ�ṩ�A(y��)�y��������Փ�������� �M�ܔ�(sh��)ֵģ���܉��Q��(f��)�s�Ķ���������}�������]Ԕ���������Ӌ��ɱ�֮�g�ę�(qu��n)��ͨ������Ҫ�� ��ˣ����l���ͽ�ģ���腢��(sh��)�IJ��_���ԁ�Դ��Ҫ����(j��)��(j��ng)��C��(j��)��Cģ�͡� ����(j��)Ӌ����ϿƌW(xu��)�ϰl(f��)���ġ�Calibrating uncertain parameters in melt pool simulations of additive manufacturing��Փ�ģ��������X���Ҍ���������һ�N������У�����ڷ�ĩ���ں� (PBF) AM ���B�m(x��)�w�߶��۳�ģ����ʹ�õIJ��_������(sh��)���о��˺����Ă���ģ�ͺ͂����c���w����ģ�͡�
���ڌ������������P(gu��n)�о�Փ�ĵ���Ҫ��(n��i)�ݡ�
 ���P(gu��n)��l(f��)����Computational Materials Science, [Volume 218]��
���P(gu��n)��l(f��)����Computational Materials Science, [Volume 218]��
https://www.sciencedirect.com/science/article/pii/S0927025622006152?dgcid=author
![]() �����۳�ģ�M��Ӌ��ɱ�
�����۳�ģ�M��Ӌ��ɱ�
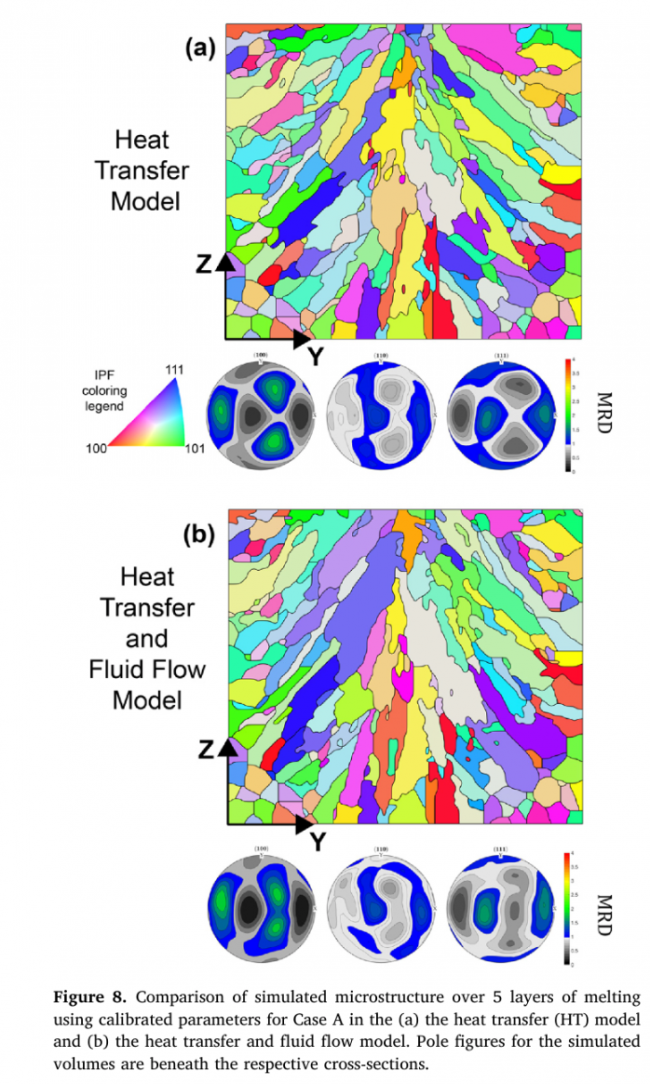
����(j��)Փ���˽�������X���Ҍ���һ����R���ɷ�朵ă�(y��u)���㷨�� NIST AM-Bench 2018-02 ��(sh��)��(j��)����Ŀ���۳،��Ⱥ���ȵČ��׃��������(n��i)У����ģ�͵��۳؎��Πԓ�о����^�˃ɷNģ��֮�g���۳ضȷֲ������̅���(sh��)��ģ�M�Ķ��������^�Y(ji��)��(g��u)��
�ɷNģ�͵���ƽY(ji��)������������ʹ�ý�(j��ng)�^У�ʵı�����^�͵Ĕ�(sh��)ֵģ�ʹ��汣����^�ߵ�ģ�́������۳����̔�(sh��)��(j��)����ˣ��@ЩУ��ģ�Ϳ��Խ����۳�ģ�M��Ӌ��ɱ����������@�����;������^�Y(ji��)��(g��u)ģ�M��ģ�M���ȡ�
��ĩ������ (PBF) �������켼�g(sh��)ͨ�^ʹ�����ӷ����x���Ե،����ٷ�ĩ�w���ۻ�����K�Π����������������ķ�ĩԭ��ͨ�^������������Դ�ľ۽��ۻ��܉����a(ch��n)���о��������ֱ��ʵď�(f��)�s���Π���⣬���ڿ�����s���ʶ��γɾ������^�Y(ji��)��(g��u)���ڡ����������O(sh��)Ӌ��DfAM)ָ�ϡ��@�����У�Ԯ����AM����|(zh��)��Ӱ����ص�ʯ���D����ʯ���D��Ԕ�����e����Ӱ푼ӹ��|(zh��)����160��N���أ��H�H�Ǽ�������^�̣��Ͱ����˒��辀�L�ȣ����辀�N���݆������(n��i)݆�������跽ʽ�������ٶȣ������C�����տs�a�������辀�������g�࣬��䷽����ʣ����x���۽���������䅢��(sh��)��ƫ�Ƶȵȡ���ҊҪͨ�^�˵Ľ�(j��ng)���{�S��ƽ��160��NӰ푼ӹ��|(zh��)����׃���Ƿdz��y�ġ������^�̵ď�(f��)�s�ԣ��C���������a(ch��n)��������b����һ��ش�����(zh��n)��Ŀǰ������Y���J�C��һ�N�����������^�̽�ģ��ͨ�^���ٵČ���˽❓�ڽY(ji��)����
��(j��ng)�^�����C���۳ؙCеģ�Ϳ����ṩ���P(gu��n)�۳؎��Π���̗l�����Ͻ�Ԫ�����l(f��)�Լ�ȱ���γɵĝ��ڙC�Ƶ��y�Ԝy������Ϣ��Ȼ��������Դ�������۳�(n��i)�����������еā�������͂��|(zh��)�F(xi��n)���M�н�ģ��һ����������(zh��n)�ԵĶ�߶Ȇ��}�����⣬�C���Ŀ�׃�Ԍ�(d��o)��ͬһ�����Č��Բ����˱��У��ģ���Խ�Q�@�N��׃�ԡ�
��C��У���A(y��)�y���۳؎��Π��һ�N�˜ʷ�����ͨ�^���^�A(y��)�y������߅���c�چε����w�ęM�������^�쵽������߅�硣ʹ�Æε����w�ęM������һ�N������ģ����C�ķ��������ԓ����ֻ��Ҫ PBF ϵ�y(t��ng)�ͽ�������ҡ�Ȼ�����@�N�����H�ṩ���P(gu��n)�۳���Ⱥ͌��ȵ���Ϣ������֪�۳ص�3D���Π�ڴ_���^�Y(ji��)��(g��u)�dz���Ҫ��
ԭλ�y�����g(sh��)����ͨ�^�t������ͬ�������� X �侀�����ṩ���P(gu��n)�۳��L�ȵĔ�(sh��)��(j��)�������@���(sh��)��(j��)������O(sh��)�䲻���̘I(y��)PBFϵ�y(t��ng)�Ę˜��O(sh��)�䡣��ˣ��@Щ���g(sh��)��Ҫ�������ɻ��ʔ�(sh��)��(j��)���������������Ҽ��g(sh��)�о�Ժ (NIST) AM-Bench ��(sh��)��(j��)�������ܲ��m����ÿ�����dȤ�IJ���ϵ�y(t��ng)��
У��ģ�ͅ���(sh��)�ԫ@���ض����۳؎��Π���Ҫָ��һ���ɱ�����(sh��)���_��ģ���څ���(sh��)���g�еľ��ȣ��˽��۳؎��Π����푑�(y��ng)ģ�ͅ���(sh��)��׃�������_����х���(sh��)������ȵ����ģ�;��ȡ�ͨ�^��PBF�^�̵�ֱ�^���⣬����ͨ�^����(f��)ԇ�p��ģ�M���^�쵽���۳؎��Π�֮�g�IJ���քӃ�(y��u)������(sh��)��Ȼ�����քӷ������ڝ��ڵ��˞�ƫ���L(f��ng)�U��������ҵ��ֲ��(y��u)������ȫ���(y��u)�����ҿ��؏�(f��)�Բ
��(y��u)���^�̑�(y��ng)ԓʹ���㷨����������y(t��ng)Ӌ�ؚw���z���㷨��ؐ�~˹��(y��u)�����Ա���ƫ�����ҵ�ȫ���(y��u)ֵ�Ŀ����ԡ�
�M���㷨��(y��u)���㷨���Ѓ�(y��u)�ݣ�������(f��)�\��ģ���M�Ѓ�(y��u)��������Ҫ����Ӌ���YԴ�����ģ�Ϳ����ڃ�(y��u)��У��ģ�ͅ���(sh��)����đ�(y��ng)�ã����猤����ѹ�ˇ����(sh��)���ṩ������۳��Π���^�Y(ji��)��(g��u)��
�������X����ҡ�Calibrating uncertain parameters in melt pool simulations of additive manufacturing���@ƪՓ���о������c�nj�AM��(sh��)ֵ��ģ�īI�г��õăɷN�B�m(x��)���|(zh��)ģ�͵�У�ʣ�һ�Nֻ���]���ᣬ��һ�N���]��������w���ӡ���ʹ���۳ض��S�M����Č��Ⱥ������ɵ�У���cʹ�ö��S�M�������ԭλ�t�┵(sh��)��(j��)���۳��L����ɵ�У���M�б��^��У��ģ�M�cԪ���ԄәCģ��ExaCA��Y(ji��)�ϣ����C���@�N��������ϟ��Y(ji��)��(g��u)ģ�M����Ч�ԡ�
�������X����Ҳ��õ�ģ���� OpenFOAM �е��Զ��x������ό��F(xi��n)��OpenFOAM��һ���_ԴӋ�����w�����W(xu��) (CFD) ƽ�_��
ExaCA ��һ�N�����_ԴԪ���ԄәC (CA) �ĺϽ�ɺ˺͘�֦�����Lģ�ͣ�����ʹ���۳ؔ�(sh��)��(j��)ģ�M�^�Y(ji��)��(g��u)��
ģ�ͅ���(sh��)У�ʺ��۳صĺ����������ģ�͞��A(y��)�y���^�Y(ji��)��(g��u)�a(ch��n)�����c��N��ˇ�l���µĂ�������w�����۳�ģ���ஔ?sh��)ĽY(ji��)�����ɂ�ģ�͵Ŀɱ��^�Y(ji��)������������ʹ�ý�(j��ng)�^У�ʵġ�����������^�͵Ĕ�(sh��)ֵ�۳�ģ�ʹ��汣����^�ߵĔ�(sh��)ֵģ�ͣ��Ԍ��F(xi��n)����Ҏ(gu��)ģ���۳�ģ�M��
(؟(z��)�ξ���admin)

��һƪ��픿���Acta Materialia���� �����ܳ��e������������P(gu��n)ͬ��������X�侀���������
 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O(sh��)3D��ӡ����
���m��˾���_�O(sh��)3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W(xu��)�����d��У��
��˹���Ǵ�W(xu��)�����d��У��
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O(sh��)3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W(xu��)�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW(xu��)��(x��)���g(sh��)ͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O(sh��)3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W(xu��)�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW(xu��)��(x��)���g(sh��)ͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l(f��)�F(xi��n)ͨ�^3D��ӡ�������ĺ�ȃ�(y��u)��
- ��Fabric8Labs�cAEWIN������������늻��W(xu��)
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ��(g��u)����(n��i)
3D�����ӡ��(g��u)����(n��i) ��Small Science
��Small Science ��������-�����
��������-����� ���A��W(xu��)��������
���A��W(xu��)��������- ���������ӌW(xu��)��(x��)��ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I(l��ng)��ġ����ǡ�
- ��3D��ӡ����Y(ji��)��(g��u)�O(sh��)Ӌ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g(sh��)
- ���B�m(x��)�����̼��g(sh��)����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g(sh��)����������ٹ����е���
- ���u݆�~Ƭ�����������������ޏ�(f��)���g(sh��)����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C���g(sh��)���ƴ��FDM��SLA��CLIP��
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


