�O���˾�ͶӰ��̻��B�m3D��ӡ�����F�ܠ�Y����Ч��������
�������I�ܠ�Y�����ÏV�����������t�W�еĹܠ���ֲ����պ����ȼ�Ϲܵȡ������y���췽�������a�ض��ܠ�Y���r���y���ء����쾫�������Ĺܠ���ֲ��r���ۺ�����������ܟ��Cе����׃�Σ��������Ϲܠ�Y������Ѫ�ܣ���Ҫ���s�����ؼ��g����Ѫ�ܱڱ��������y�ȘO��3D��ӡ���g�m��ܠ�Y�����쎧�������C�����F�м��g�Դ����T��㡣���磬���y�D��ʽ��ӡ���������Б�����Ӱ푼������ԣ����ֹ�̎����DLP�����g��ӡ�L�ܠ����w����Ƿ�ѣ���ӡ�������ϽY���r�ГQ��֬�ĕr�ijɱ������D�D����ӡ�ֱ��ʵͣ��y�ԝM���߶�Ѫ����������
�ڴ˱����£����Ա������պ����W�����c�t�W���̌WԺ�ķ�褲�����/��鲩�����ڈF���У����Cе�����ϵ��n�}�Mչ�_�����о��������_�l��һ�N�������Dо�S��DLP��ӡ�b��——�O���˾�ͶӰ��̻����ͣ�PLLP�����g��ԓ���gͨ�^�O���˾�ͶӰ�����Dо�Sͬ���\�ӣ����F�B�m��ӡ��߀��������Ƭ�㷨�͘�֬�ГQϵ�y�����ڴ�ӡ�������Ϲܠ�Y�������P������“Polar - coordinate line - projection light - curing continuous 3D printing for tubular structures”���}�l���ڡ�International Journal of Extreme Manufacturing���ϣ���ܠ�Y���������ṩ�˸�Ч���߾��ȵ��·������������պ����W���������t�W���̸߾��ℓ�����ġ��������W�c������W���������c����ҡ������c�t�W���̌WԺ�ǵ�һ��λ����褲����ڣ���鲩�������Լ����ϿƌW�c���̌WԺ����־�Խ��ڡ��Cе���̼��Ԅӻ��WԺ�����θ����ڣ��ͱ�����W��ǻ�tԺ���n����������Փ�ĵ�ͨӍ���ߡ�
�����
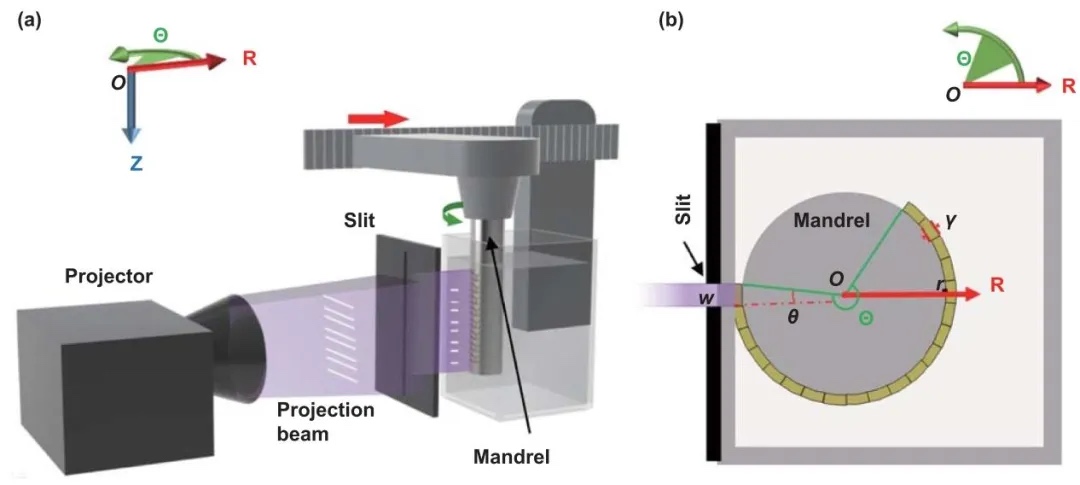
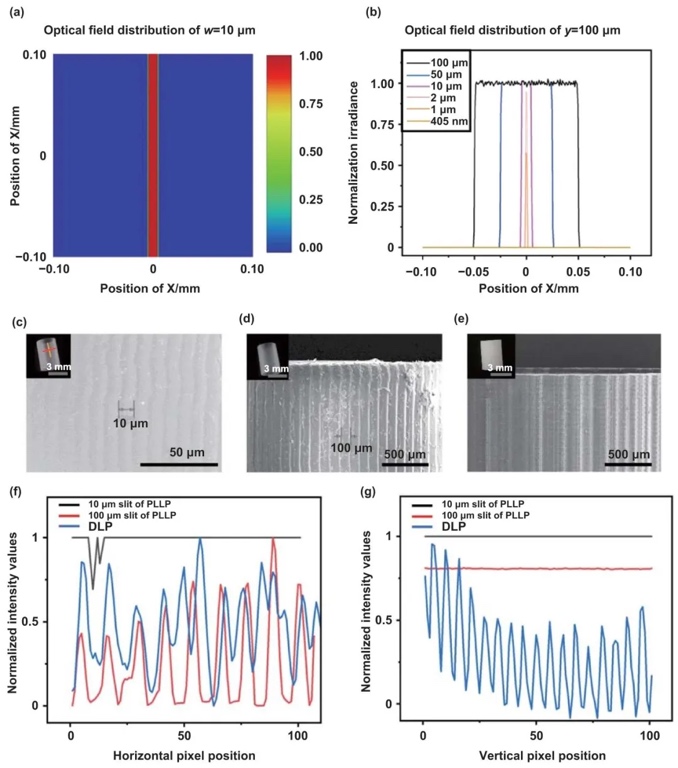
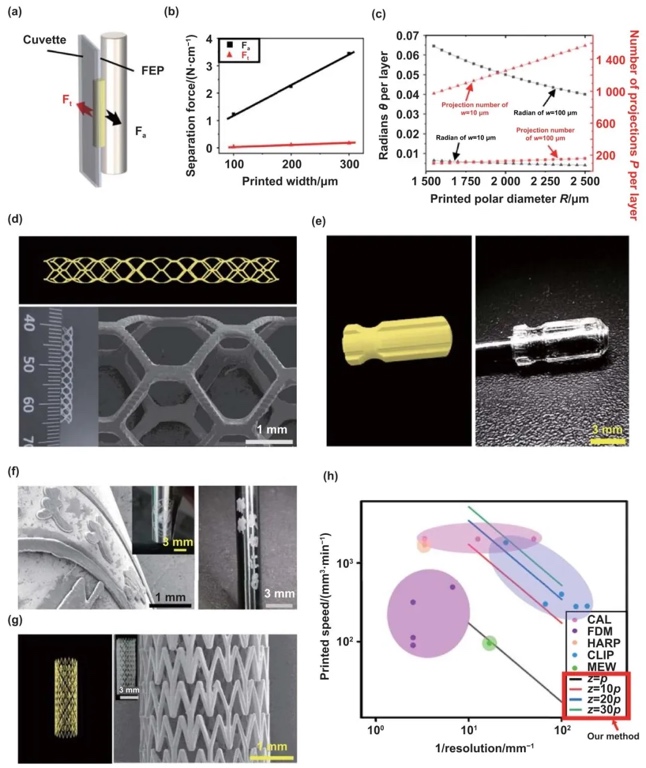
1. PLLPϵ�yʾ��D��ͨ�^�PLLP����b�ã��о����ӡ�^�̺�ԭ�����Լ����P��������ӡЧ����Ӱ푡��Y��������ԓ�b���܌��F�B�m��ӡ��ͨ�^���ƹ�̻��r�g���M�p���ȵȅ������ɾ��ʿ��ƴ�ӡ���Ⱥ͌Ӻ���С�ɿ،Ӻ��50μm��θ�����ӡ���ȿ��_10μm���Ҵ�ӡ�Ĺܠ�Y��������⻬��
2. PLLP�ĪM�p�ֱ��ʣ��\��Zemaxܛ��ģ�MͶӰͨ�^�M�p��Ĺ���ֲ������M�Ќ��H��ӡ�����Ȳ�ͬ�M�p�����´�ӡ�Ĺܠ�Y�����Y���@ʾ���M�p���țQ��θ�����ӡ���ȣ�10μm�M�p�܌��F���߾��ȴ�ӡ���c�̘IDLP��ӡ��ȣ�PLLP�ڴ�ӡ��ͬ�ߴ�ܠ�Y���r��������⻬�����Ӹ�С��
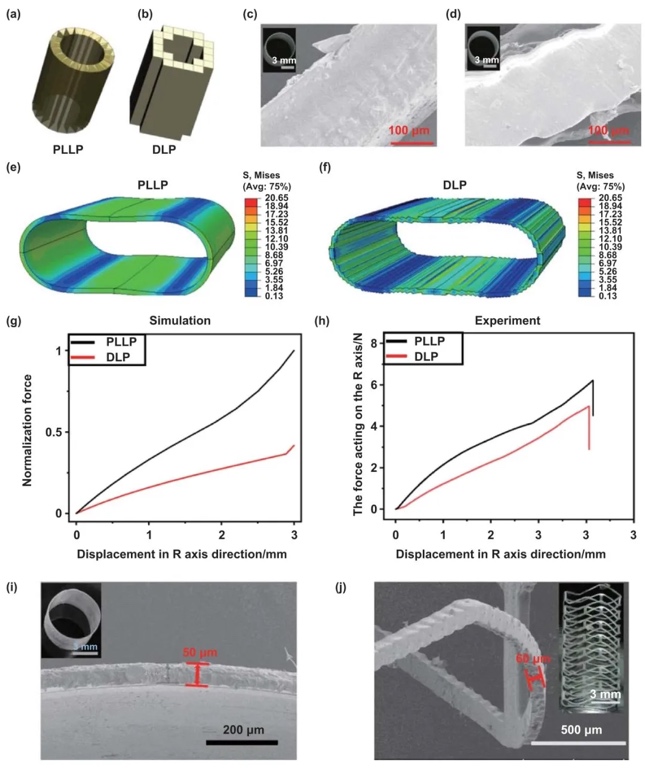
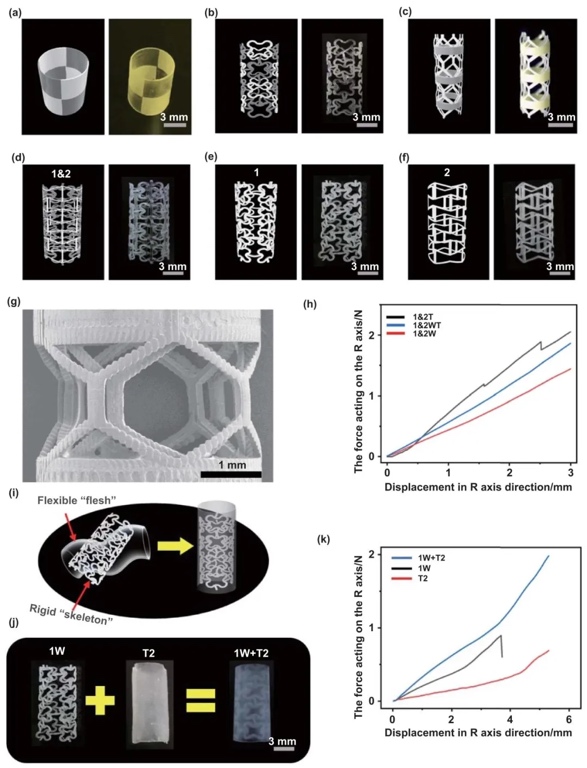
3. PLLP�c�̘IDLP�����A�δ�ӡ���ȣ�������ֵģ��ģ�M�ɷN��ӡ�����đ����ֲ������M�ЙCе���s���yԇ���о�PLLP���̘IDLP��ӡ�Ĺܠ�Y���ęCе���ܲ���Y��������PLLP��ӡ�Ĺܠ�Y�������ֲ������������ȸ��ߣ�����ͬ���s���x�£��俹�����ȼs���̘IDLP��ӡ�ܵ�1.4 - 2�������ܴ�ӡ�����ڵĹܠ�Y�����������õ����g�ԡ�
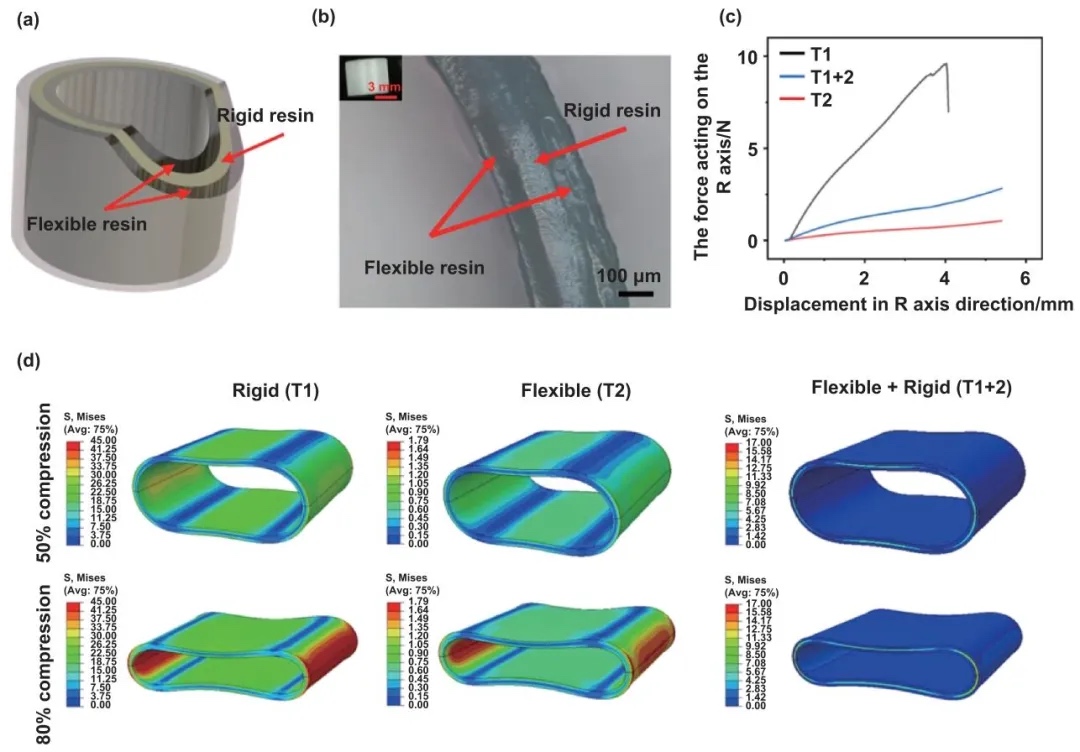
4. ����ϊAо�ܽY���ĉ����yԇ���OӋ����ӡ��ͬ���ϽM�ϵĊAо�ܽY�����M�Љ����yԇ����ģ�M���s���о�����ϴ�ӡ���ܠ�Y�����ܵ�Ӱ푡��Y���l�F������ϽM���ܰl�]��ͬ���σ��ݣ���߽Y���Ŀ������Ⱥ��g�ԣ���T1 + 2�Y���ڿ��������σ��چ�һ���ϽY����׃�κ͑����ֲ���������
5. PLLP�ĸ�����ӡ��ʾ�ʹ�ӡ�ٶȱ�����ͨ�^�ڲ�ͬ�l�����M�д�ӡ������PLLP�c����3D��ӡ���g���о�PLLP�Ĵ�ӡ�ٶȺ��m�ýY�����Y��������PLLP�ڴ�ӡ���ڡ����L�ܠ�Y���r�ٶȃ������@�����ӡ�ض��ߴ�ĆΌӹܠ���ֲ�����100s����ɣ������ӡ�ٶȺͷֱ����c�������g������ض��l���¾��и�������
6. PLLP�Ķ���ϴ�ӡ��ʾ���M�ж�N����ϴ�ӡ���yԇ��ͬ�Y���ĉ��s���ܣ��о�PLLP�ڶ���ϴ�ӡ����������̓��ݡ��Y���@ʾ��PLLP�Ɍ��F��/���Ӷ���ϴ�ӡ��ͨ�^��ͬ���ϽM�����{���Y���ęCе���ܣ���“�� + ����”�Y����߸ߏ��Ժߏ��ȣ����˹�Ѫ�ܵ��I���Б��Ý�����
�о��YՓ
���о������һ�N����PLLP�������B�m3D��ӡ���g��ԓ���g���ھ�ͶӰԭ����PLLP�����D��ӡ����ʹ��ÿ�ι̻������D��о�S���Ԅӌ��̻����֏�UV���������_�����F�Ԅ��B�m��ӡ�������ˏ��s���g�x����ʹ�ã�Ҳ������UV�������Ϸ��o���̻��ą^����PLLPϵ�y�У����Dо�S���ӡ�ṩ֧�Σ�ʹ�ô�ӡ�ηֱ��ʱں�Ĺܲijɞ���ܡ��о��ɹ���ӡ��ֱ��6mm���ں�50μm����6mm�Ĺܲģ��ҘO����θ����ķֱ��ʿ��_10μm�����⣬PLLP�܌��F��ͬ���ϵğo�p��Q��ӡ���o���~��֧�μ��ɳ��͡�ֵ��һ����ǣ�����ԓ���g��ӡ�߶�2.5cm���Ȱ돽1.5mm�Ĺܠ���ֲ��H��100s���@Щ����ʹPLLP�����p�ٲ�������ɽ���ܠ���ֲ����ƮaƷ�ͺ��պ��쑪�õ�����r�g�ͳɱ���
����Դ��
https://doi.org/10.1088/2631-7990/ad3c7f
(؟�ξ���admin)

��һƪ���AѪ�ܻ�������ٵ�3D�����ӡ���ڿ���ԭλ�B���ޏ��о��Mչ
 3D��ӡ���gͻ�ƣ����﹤��
3D��ӡ���gͻ�ƣ����﹤�� ����3D��ӡ���F��ܛӲͨ��
����3D��ӡ���F��ܛӲͨ�� �ؑc��W-ͬ����W-������
�ؑc��W-ͬ����W-������ ��3D��ӡ���M����ģ��
��3D��ӡ���M����ģ�� �AѪ�ܻ�������ٵ�3D����
�AѪ�ܻ�������ٵ�3D����- ��3D��ӡ���gͻ�ƣ����﹤���ȍu�����Π�
- ������3D��ӡ���F��ܛӲͨ�ԣ� - UT-Aust
- ���ؑc��W-ͬ����W-������W-��������
- ����3D��ӡ���M����ģ�;��������ɻ�
- ���AѪ�ܻ�������ٵ�3D�����ӡ���ڿ���
- ���O���˾�ͶӰ��̻��B�m3D��ӡ�����F��
- �� 3D��ӡ��500��ǰ��֫�֏���Ʒ��ʾ����
- ��Lithoz��LCM�մ�3D��ӡ��ν�Q�댧�w
- ��3D Systems�cTISSIUM�����@FDA���� ȫ
- ��Formlabs�cDMG MORI�ֲ����ձ��Ј���
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W��������- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ��3D�����ӡ���g����������ٹ����е���
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ���P�c2024��ʮƪ�l����Science��Nature
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


