����3D��ӡ���F��ܛӲͨ�ԣ� - UT-Austin Zachariah A. Page���ڈF�
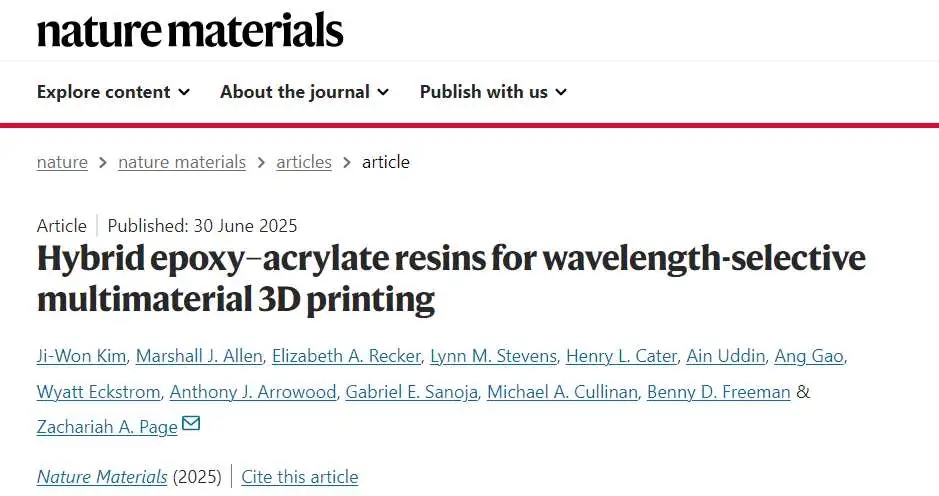
��Ȼ���У�Ӳ���Ϻ�ܛ���ϳ���������M�ϣ��γɼȈԹ������g�ď��s�Y�����@Ҳ�ǿƌW��ԇ�D��3D��ӡ���g�����ķ���Ȼ����Ŀǰ�����3D��ӡ߀���R�����y�}�������ӡ�ٶ������������ܲ�������Ӳܛ����֮�g��������ȡ��Ҷȹ�̻��Ͷ�ɫ��̻��ǃɷN��Ҋ������ǰ��ͨ�^���ƹ⏊�{���ֲ�Ӳ�ȣ��mȻ���Ȳ��ܛ�ԅ^���ך���δ�������w��Ӱ푷����ԣ�����ͨ�^��ͬ�ɫ���Ӳ�ͬ���W�������ܾ��ʿ��Ʋ��ϽM�ϣ����ձ���ڴ�ӡ�ٶ��������Ϗ��Ȳ��㡢�����״�Ć��}����ˣ���Ҫ���F��ӡ�ٶȿ졢Ӳܛ���Ȳ�����W���ܿ��{���Y�������ĸ����ܶ����3D��ӡ������Ҫ�ڲ����䷽�ʹ�ӡ��ˇ���Mһ�����£��D1a����
���ˣ������¿��_˹��W�W˹͡��У(UT-Austin)Zachariah A. Page���ڈF�ͨ�^�OӋһ�N��ϭh��-��ϩ������֬���Y�ϲ��L�x���Թ����l�wϵ�����F�˶���ϔ��ֹ�̎����DLP��3D��ӡ��ԓ��֬������⣨365 nm���¹̻��γɸߏ��ȣ�69 MPa��Ӳ�|���ϣ����Ϲ⣨405 nm�����γɸߏ��ԣ�260%��׃��ܛ�|���ϣ����߽���ͨ�^���r�I�Y�ϣ���Q�˂��y����ϴ�ӡ�Ľ�����x���}��ͨ�^�Ҷȶ�ɫͶӰ���g���ɹ���ӡ�˷���ϥ�P����Ӳ����ܛ�A���ȽY��������C���ڿ�������������еđ��Ý�����
2025��6��30�գ����P������“ Hybrid epoxy–acrylate resins for wavelength-selective multimaterial 3D printing ” ���}�l����Nature Materials�ϡ�
չʾ���y�������D1a�� ����һ��Ҷȴ�ӡ���ñ�ϩ���֬�r��^��������δ�������w�����z�֔��ߣ����� Qi ���ûҶ� DLP ���F ΔE~30,000 �������z�֔��_ 90 wt%��������ɫ��ӡ����ϭh�� - ��ϩ���֬���̻��҆��wȥ�����տs���� Schwartz �ȷ��� ΔE �H 7.5 ������ӡ�ٶ�≤0.10 mm/min�����D 1b�� �鱾�ķ����������s���h�� - ��ϩ������֬��ͨ�^���L�x���Թ�̻������F�ߴ�ӡ���ʡ����܈F�g���r�I�ϣ��ҙCе���ܲ�����z�֔��͡����e����� 3D ��ӡ�Y���P�Iʾ�������������W���ܣ��D1c�������IJ����� ΔE��~3000 ������σmax��~69 MPa����εf��>250%�������Ի֏ͣ�≥90%���ȷ�������ͻ�����@�����څ����īI�еĽY����չ�F��ԓ���������M�ԡ�
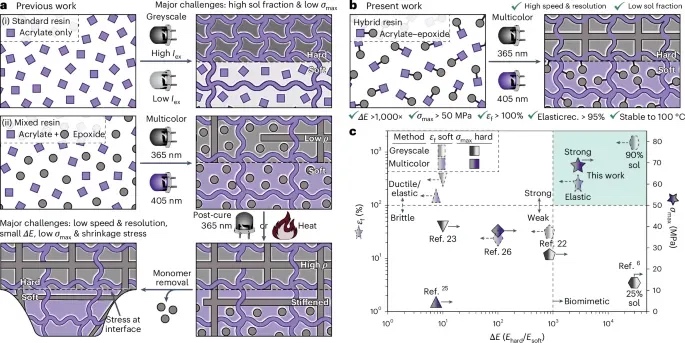
�_�l��һ�N��ϱ�ϩ����-�h�����wECA��(3,4-�h���h����)����ϩ��������ͨ�^���L�x���Թ�̻������F�����3D��ӡ���D2a����ECA�Y���˭h�����߷����Ժͱ�ϩ���������üӹ��ԣ���ͨ�^�����Ϳ�Ҋ��քe�Ӳ�ͬ���W����������Ӳܛ���Ͻ���Y�ϡ��郞�������wϵ���Y�x�˶�N����l���������l������K�x��BAPO�����Ϲ����l����THS�c���_�l��MeOTX������x���Ե�����������D2b�����������������^�h���̻����ʡ�ͨ�^�t�⌍�r���V�O�y���Fꠃ����˘�֬�䷽������HEA��TEGDA�{��ճ�Ⱥ͙Cе���ܣ���365/405nm��Դ�£���Ϙ�֬���ڎ���ȿ��ٹ̻����D2c��2d�����M��DLP 3D��ӡ���ٶȺ����W���ܵ�����
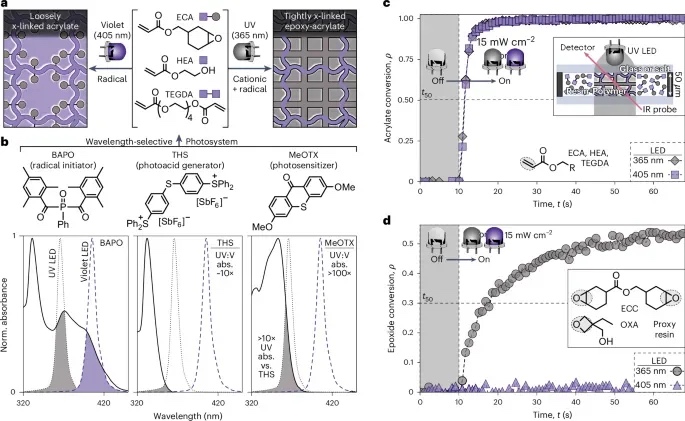
���ö�ɫDLP 3D��ӡ�C���yԇ��һϵ�л�Ϙ�֬�wϵ���Y�ϲ�ͬ��ȵ�ECA��HEA��TEGDA�ȽM�֣��D3a����ͨ�^�{�����⣨365 nm�����Ϲ⣨405 nm��ͶӰ���ȣ���ӡ�ٶȿ��_0.25–1.5 mm/min���ֱ��ʸ��_25 μm���Cе���ܜyԇ����������̻���Ʒ���F��ߏ��ȡ��������ϣ�����ģ��1700 MPa�������Ϲ�̻���Ʒ��ܛ�����죬����ģ���H0.6 MPa������������_260%���Mһ�������졢���s��ѭ�h�yԇ�@ʾ��ܛ���Ͼ��Ѓ����ď��Ի֏��ԣ�ѭ�h����100�κ��Ա���>99%��׃�֏ͣ���������������Ȼ���z���D3b��3c���������ܜyԇ������ܛ��Ӳ���Ͼ������õğ᷀���ԣ��ֽ�ضȸ���330�棬ܛ���ϵIJ����D׃�ضȣ�Tg����18�棬Ӳ���Ϟ�140�棬���߂��^�õĿ��{�Ժ��������՝������D3d����
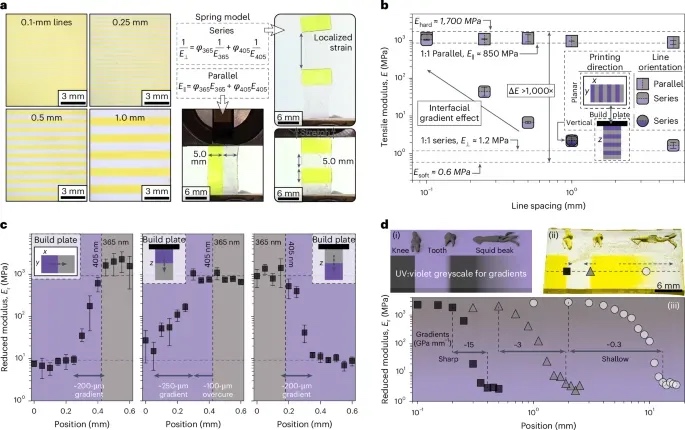
ͨ�^�ɫ���ȡ�����yԇ�ͼ{���ۣ�ϵ�y�u���˶����3D��ӡ�Y���ķֱ��ʺ����W���ܡ��Y�������������ӡ��Ӳ��ܛ���Ͼ��l�ڹ�W�@�R�¿������ֱ���0.25mm���D4a�����Mһ������yԇ�@ʾ��1:1Ӳܛ�����£���Ʒ�ڲ�ͬ���з������c��Փģ���Ǻ����ã�1mm�����r����ģ���քe��956MPa��E�Σ���2.2MPa��E⊥�����D4b�������������pС��0.1mm�r�����������“�^�̻�”Ч����ģ�����߲�څ��Ӳ����ˮƽ��ͨ�^�{���ۜyԇ��Ԕ�����L��ܛӲ���Ͻ�����ݶ�׃�����l�F�M���ݶȷ����s200µm���Qֱ������Ӳ����ֱ�Ӵ�ӡ��ܛ�����ϕr���ݶȷ����U����250µm����Ҫ���ɢ�䡢��Uɢ���h����֬�ş�̻�Ӱ푣��D4c������ģ�M��Ȼ����ϥ�w�����X�����\ȽY���еIJ�ͬ�ݶȽ��棬�_�l�˶�ɫ�Ҷ�DLP��ӡ������ͨ�^�{��UV���Ϲ�����䏊�ȱ��������F�������������W�ݶȿɿ��^�ɣ��D4d�������Ϗ���ģ������_1000�����@�N���g��߾��ȡ���ܵķ�������ϽY�������ṩ����Ҫ;����
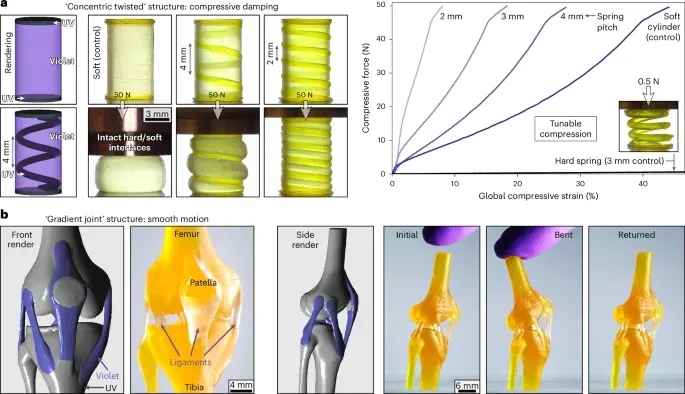
���D5a�� չʾӲ����Ƕ��ܛ�A���ĽY�����ݾ��� 4 mm �pС�� 2 mm �r��50 N ���s�d����׃�� 28% ���� 8%������ܛ�A����׃ 44%����Ӳ���ɃH 1–2 N �����s 65%���C��ͨ�^�Y���OӋ�{�����ᡣ3D ��ӡϥ�P��ģ�ͣ��D5b�����ɹǡ��x�ǡ�Ä��������̻�Ӳ�����Ƴɣ�ܛ�g��ֱ�� 0.6 mm���Ɇ����������Ի֏ͣ�չ�F�����\��������
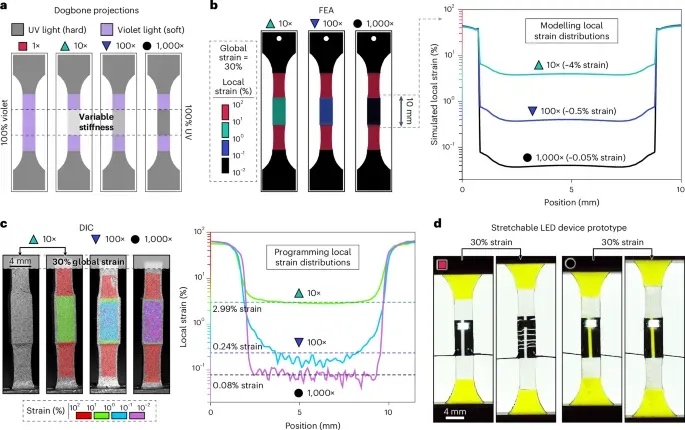
������Cԓ�����3D��ӡϵ�y�ڿ�������������еđ��Ý������OӋ�˾߂䳬�߄��Ȍ��ȶȣ�ΔE���^1000�����ߏ��ԵĶ���ϽY�����D6����ͨ�^����Ԫ������FEA���͔��ֈD�����P���g��DIC���������yԇ������Ƕ�в�ͬ���Ȳ��ϣ��s1��10��100��1000MPa���Ę˜�����ӗl�������w30%�����µľֲ���׃��r���D6a�����Y���������S��Ƕ����τ��ȵ���ߣ��ֲ���׃�@�����ͣ�FEA�A�y�քe��s4%��0.5%��0.05%�������c֮�����Ǻϣ��D6b,c����������1000�����Ȍ��ȶ��£��ֲ�׃���h���ڹ���ϵĔ����ֵ��0.5%�����@���ڱ��o�ɴ�����������dz���Ҫ���Mһ���������ڲ�ͬ���Ȳ���^�������Ͻ��ӣ����B��LED�����M������yԇ���D6d�����Y���@ʾ���̈́��ȣ�1×����Ʒ��30%�������ѣ�LEDϨ�磬���߄��ȣ�1000×����Ʒ������ã�LED�������������g���ȣ�10×��100×����Ʒ������S����׃��Ҳ���@�pС��������ӷ�����������
�C�ϣ�չʾ��һ�N���١��߷ֱ��ʡ����L�x���Ե�3D��ӡ������������������ИO�����W��Ķ���ϽY�����ɹ����F�˷���ģ���c���������������ͨ�^�OӋ��Ч�ĭh��-��ϩ���Ϙ�֬�����l�wϵ���о��ˆT���F�˸��_1.5mm/min�Ĵ�ӡ�ٶȺͼs200�Ĵ�ӡ���ȣ�������Ķ���ϽY����s3000���Ą��Ȍ��ȶȣ�ΔE����69MPa�ď��ȡ�250%���ϵ������ԡ�90%���ϵď��Ի֏����Լ����õ��������c�ߜأ���100°C�����ܡ�ͬ�r�����ö�ɫ�Ҷ�ͶӰ���g����ӡ����ܛӲ�^�ɽ���ɾ��_������0.2��10mm�����ȣ�ģ�M����Ȼ���еĽY���^�ɡ��@һ��ӡ���g��ܛ�w�C���ˡ��ܷ������֫���ɴ��������O���Լ����������е�����ģ�͵ȷ�����ЏV韑���ǰ����
ԭ��朽�https://doi.org/10.1038/s41563-025-02249-z
(؟�ξ���admin)

��һƪ��3D��ӡ���gͻ�ƣ����﹤���ȍu�����Π���ܣ�������_90%
 3D��ӡ���gͻ�ƣ����﹤��
3D��ӡ���gͻ�ƣ����﹤�� �ؑc��W-ͬ����W-������
�ؑc��W-ͬ����W-������ ��3D��ӡ���M����ģ��
��3D��ӡ���M����ģ�� �AѪ�ܻ�������ٵ�3D����
�AѪ�ܻ�������ٵ�3D����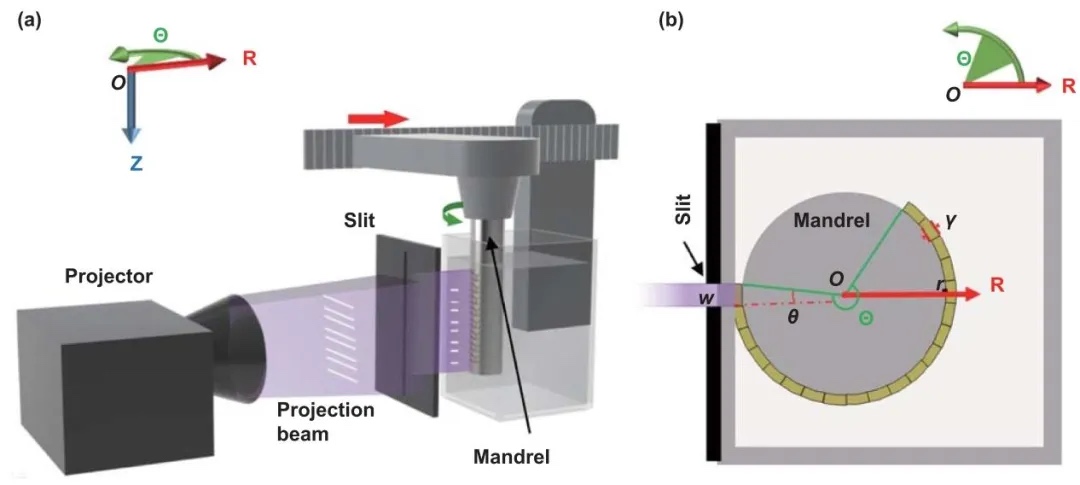 �O���˾�ͶӰ��̻��B�m3D
�O���˾�ͶӰ��̻��B�m3D- ��3D��ӡ���gͻ�ƣ����﹤���ȍu�����Π�
- ������3D��ӡ���F��ܛӲͨ�ԣ� - UT-Aust
- ���ؑc��W-ͬ����W-������W-��������
- ����3D��ӡ���M����ģ�;��������ɻ�
- ���AѪ�ܻ�������ٵ�3D�����ӡ���ڿ���
- ���O���˾�ͶӰ��̻��B�m3D��ӡ�����F��
- �� 3D��ӡ��500��ǰ��֫�֏���Ʒ��ʾ����
- ��Lithoz��LCM�մ�3D��ӡ��ν�Q�댧�w
- ��3D Systems�cTISSIUM�����@FDA���� ȫ
- ��Formlabs�cDMG MORI�ֲ����ձ��Ј���
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W��������- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ��3D�����ӡ���g����������ٹ����е���
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ���P�c2024��ʮƪ�l����Science��Nature
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


