�P�I���g���}�c���ڑ��ã������ĩ�����ڶ������������(2)
�����ĩ�����ڣ�LPBF����������-3D��ӡ���g��������Џ��s�Y���;������ϲ��ֵĽ��ٶ���ϽY������ȡ�����Mչ���A��������W�ȿ��ЙC�����о��ˆT�������ĩ�����ڶ���ϽY��������������°lչ�Mչ�M����ȫ�����������������Ժ͏����������P�I���g���}�͝��ڑ��õȣ�����ԓ�I��δ���о������M����չ����
���PՓ���ԡ�Recent progress on additive manufacturing of multi-material structures with laser powder bed fusion�����}���l����Virtual and Physical Prototyping �ڿ������ڹ�.���ڌ�����ԓՓ�Č���LPBF ��������������P�I���g���}�͝��ڑ��õĽ��x��
 ԭ��朽ӣ�https://doi.org/10.1080/17452759.2022.2028343
ԭ��朽ӣ�https://doi.org/10.1080/17452759.2022.2028343
![]() ����ϽY��LPBF ���������е��P�I���g���}
����ϽY��LPBF ���������е��P�I���g���}
l �O���_�l
�ڶ����LPBF��ˇ�У�����ͬ��ĩݔ�͵��A��λ�����P��Ҫ�����ڷ�ĩݔ��ϵ�y�����ƣ��F�е�LPBF�O����OӋ���چ�һ���ϵĴ�ӡ���чLԇͨ�^�քӸ��Q��ĩ���ؘ��������ӡ����׃���Ķ���ϽY������ԭLPBF�O��ķ�ĩݔ��ϵ�y�M�и�������Ч�،��F�ˮ��N��ĩ����λ�õĶ���׃����
 �D15 ͨ�^LPBF��ӡ��N���ϽY���IJ�ͬ���Է�ĩݔ��ϵ�y:(a)�ε�ʽ��(b)����ʽ��(c)���~Ƭ+��������ϣ��Լ�(d)��ӔzӰʽ��
�D15 ͨ�^LPBF��ӡ��N���ϽY���IJ�ͬ���Է�ĩݔ��ϵ�y:(a)�ε�ʽ��(b)����ʽ��(c)���~Ƭ+��������ϣ��Լ�(d)��ӔzӰʽ��
Wei��Li(2021)�������ķ�ĩݔ��ϵ�y�֞���ڹε��ġ����ڳ��ġ����ε�+������Ϻͻ���는zӰ�ķ�ĩ���۷��������ڹε���ϵ�y�����ژ�������(Z)������ͬ�IJ��ϣ�������ˮƽ(X/Y)�����������e�ڴ�ӡ���о��������� (�D15(a))�����ڳ���ϵ�y�������ó�����ӌ���ͬ���Π�Ķ����ϸɷ��w������۴��������Ϸ���Ч���^��(�D15(b))�����ε�+�����������ϵ�y���÷�ĩ�ε�����߳��o��LPBF�ķ�ĩ���eЧ�� (�D15(c))��������ӔzӰ��ϵ�y�����������c���Ƶ���������ĩ�w���������A���ξW���ϣ�Ȼ��ĩ�w�����x�W���e�ڷ�ĩ���ϣ��γ�һ���OӋ�D�� (�D15(d))��
 �D16 ���ڹε����Ķ����LPBF�O��ʾ��D����a�Cc��ֻ�܌��F���g����ϴ�ӡ�����϶��ͷ�ϵ�y����d�����ÌӃȴ�ӡ���������ͷ�ϵ�y���Լ���e�����ۙC����
�D16 ���ڹε����Ķ����LPBF�O��ʾ��D����a�Cc��ֻ�܌��F���g����ϴ�ӡ�����϶��ͷ�ϵ�y����d�����ÌӃȴ�ӡ���������ͷ�ϵ�y���Լ���e�����ۙC����
Demir��Previti��2017��ʹ�û��ڹε��ķ����OӋ��һ���p�ͷ�ϵ�y��������F�е�LPBF�O�䣬�Ķ��܉�ֱ��������Z�S�����g�ֲ�������׃���Ķ���ϽY�����D16��a�Cc���@ʾ�˶����LPBF�O�������϶��ͷ�ϵ�y��ģ�ͺ�ʾ��D���Ă���ĩ�϶����b����O܇�ϣ�ÿ���϶�����һ���_�P�����ڿ����ķN��ĩ�Č��g�ֲ���ԓϵ�y�܉�������ÿ����ӡ�ӿ��еض��x�ض��Ĺ�ˇ�������@�����ھ��_���������ܶȺ����ƽ���̎��ȱ�ݡ�
 �D17 ���ڳ��������Ķ����LPBF�O��ʾ��D����a����һ�����г�����ĩ���eϵ�y��ԭ�Ͷ����LPDF�O�䣬��b�����ЌӃȷֲ���Cu/H13������������c������ԭλ��ĩ���ϵ�y����d���F����ĩ���ϵ�y���OӋ����e����ӡ�ݶ�CuSn10/�c�}������Ʒ�ı��棬�Լ���f����ӡ�p���έhԭ�͡�
�D17 ���ڳ��������Ķ����LPBF�O��ʾ��D����a����һ�����г�����ĩ���eϵ�y��ԭ�Ͷ����LPDF�O�䣬��b�����ЌӃȷֲ���Cu/H13������������c������ԭλ��ĩ���ϵ�y����d���F����ĩ���ϵ�y���OӋ����e����ӡ�ݶ�CuSn10/�c�}������Ʒ�ı��棬�Լ���f����ӡ�p���έhԭ�͡�
������ѱ��C�����x���Գ��e��ͬ�ķ�ĩ���ϡ��D17��a���@ʾ�ˎ��г�����ĩ���eϵ�y�Ķ����LPBFԭ���O�䡣������һ�����ЌӃȷֲ���Cu/H13�����������D17��b������ԓ����@ʾ��ͨ�^LPBF�M�ЌӃȴ�ӡ�Ķ���ϽY���ľ�����
���ڻ��ڳ����ķ�����Zhang���ˣ�2020��������ԭλ��ĩ���ϵ�y�����_�l���Ͷ����LPBF�C���Ķ���X/Y/Z�����Ͼ��_��׃��Ϸ�ĩ�IJ�ͬ�������D17��c�������F����ĩ���ϵ�y��������������M��ϵ�y���ɂ��ϲ�����M���b�ÿɌ��ɷN��ͬ��͵ķ�ĩ�Ժ㶨�ķ�ĩ���ٷ��䵽�²�������У��D17��d�������D17��e���@ʾ���O���ӡ��CuSn10/�c�}�����ݶȽY�������а�����CuSn10���c�}�����ijɷ�׃��������MMC���^�����CMC�^�D17��f���@ʾ�˴�ӡCuSn10/�c�}����������p���έh��Ȼ�������ڳ��������Ķ����LPBF�O������c��Ч�ʵ͡�
�ڡ��ε�+ ����Ϸ��� �У�������߷�ĩ���eЧ�ʣ������˻��ڳ����ķ�ĩ���eϵ�y�ͷ�ĩ�ε��o��ϵ�y����ݔ�Ͳ�ͬ�ķ�ĩ���D18��a���ͣ�b���@ʾ�˶����LPBF�O�䣬�քeͨ�^���c��պ����c������ĩ�ֲ������y��ĩ�չϵ�y�c�x���Բ���ȥ��ϵ�y������һ����ԓ�O���У����ɲ�����Ҫ���ֵķ�ĩ����ͨ�^���y�ķ�ĩ�չϵ�y�չ��Ȼ��ʹ�����c���ϵ�y���A���x�ľֲ��^��ȥ��δ�ۻ��ķ�ĩ�����ͨ�^�����ͷۇ��쌢������ĩ����ݔ�͵���λ�^��Ȼ���������ͷۇ���ݔ�͵ķ�ĩδ�������@�����@Щ�^��ķ�ĩ�����ܶȵͣ��Ķ��ڴ�ӡ�^�����γ��Ѽy�Ϳ�϶����ԓϵ�y�У�����һ�N�ɚ���ӵĸ��Ӱ壬���ډ��s�ij�������������ɢ��ĩ���@�����@����������������ܶȡ�
 �D18 ���ڡ��ε�+��������Ϸ����Ķ����LPBFʾ��D����a�������˻��ڳ����ķ�ĩ���eϵ�y�ͷ�ĩ�ε��o��ϵ�y���O�䣬��b�����ڳ����ķ��w���eϵ�y��������c��������FFFϵ�y����d���Ӊ�ϵ�y���ͣ�e����ӡ316L/PLA������ͷ���ģ�͡�
�D18 ���ڡ��ε�+��������Ϸ����Ķ����LPBFʾ��D����a�������˻��ڳ����ķ�ĩ���eϵ�y�ͷ�ĩ�ε��o��ϵ�y���O�䣬��b�����ڳ����ķ��w���eϵ�y��������c��������FFFϵ�y����d���Ӊ�ϵ�y���ͣ�e����ӡ316L/PLA������ͷ���ģ�͡�
���ε�+ ������Ϸ������ṩ�ˌ������ۺ���AM��ˇ��������ƽz��FFF���Y�������ԫ@�ý���/�ۺ�����������еęCе�i�Y���Ŀ����ԡ��D18��c���ͣ�d���քe�@ʾ�˸��M�O�������ϵ�y��ʾ��D����LPBF��ˇ�д�ӡ�����i�Y����316L����ͨ�^������Pȥ�������i�Y���Ț�������ɢ��ĩ������FFF��ˇ���þۺ����������i�Y�����Ӊ�ϵ�y���ڌ����ھۺ��PLA�����s�����ٻ��i�Y���У����ڽ��ٺ;ۺ���֮�g�γəCе���i�Y������D18��e����ʾ��
�����rAerosint��˾������ӔzӰ�����_�l��һ�NLPBF �����3D��ӡ�C�������������^�ߵ�Ч�ʴ�ӡ�ۺ���մɺͽ��ٷ�ĩ���D19��a���������磬���Ի��ڷ�ĩ�w�ص��x���Գ��e����ӡ���Ю��N���όӃȷֲ���316L SS/CuCrZr�����������D19��b���ͣ�c��������ĩ��������ԓ�O����P�I��������ʹ�Ãɂ����η�ĩ���oϵ�y���F�ɷN��ͬ�������κ΅^��ķ��䡣�����ͷ�ϵ�y����������ʹ���܉��ӡ����IJ�����͡����⣬ԓϵ�y�ķǽ��|��ĩ�չ�����ڴ��Բ����ϴ�ӡ���������a�����к�Ħ�����Ķ���ֹ��ӡ����ľֲ��N����
 �D19 ����Aerosint SA�_�l�Ļ�����ӔzӰ�ķ����Ķ����LPBF�O��ʾ��D����a���x���Է�ĩ��Ϳʾ��D����b����ӡ��ˇ����c����ӡ316L SS/CuCrZr����������
�D19 ����Aerosint SA�_�l�Ļ�����ӔzӰ�ķ����Ķ����LPBF�O��ʾ��D����a���x���Է�ĩ��Ϳʾ��D����b����ӡ��ˇ����c����ӡ316L SS/CuCrZr����������
�M���ѽ��_�l�˸��N�����LPBF�O�����ڴ�ӡ��͎ܺΏ��s�������Ч�ʵͺͷ�ĩ������Ⱦ����ԓ�O�����R���P�I���𡣸�Ч�����|���ķ�ĩݔ��ϵ�y�������`��M�Ϻ;��_���䲻ͬ���ϣ���Ȼ�ǹ��I���õ��țQ�l����
l �����ʂ�
����ϽY��LPBF̎�����țQ�l��֮һ�DŽ�����3Dģ�͡�Ŀǰ�����ڿ����̘Iܛ�������ƣ�������������Sģ�̓H���_����Ď���Ϣ���������_����IJ�����Ϣ���@���ܕ���K����ϽY���Ĵ�ӡ���D20�@ʾ�˶���ϵĔ����ʂ䷽������ͨ�^ģ�ͷָ���x�ͽM���M��̎�����ԫ@�þ��Џ��s�Π�Ķ���ϽY����Ȼ�����@�N������Ҫ���s���ք��^�̣������ڴ�Ҏģ���a�͏V���Ĺ��I���á���ˣ�һ�N�܉�ͬ�r���_�κͲ�����Ϣ���c�����^���B�ӵĔ����ӿ��ļ����ڶ���ϽY�����OӋ������ļ������P��Ҫ��
 �D20 ����ϽY����LPBF��ӡ���քӔ����ʂ����
�D20 ����ϽY����LPBF��ӡ���քӔ����ʂ����
Ŀǰ�������������ձ���ܵĔ�����ʽ����STL���˜ʼ����Z�ԣ���OBJ�������ļ���ʽ����AMF�����������ʽ����PLY����߅���ļ���ʽ���ļ���Loh���ˣ�2018����STL�ļ���ʹ����V���Ĕ�����ʽ���ѳɞ��������������O��Ę˜�ݔ���ļ��������o�����_������Ϣ��STL 2.0�Ǟ��˱��_�����ÿ���^��IJ�����Ϣ���_�l�ġ�OBJ�ļ����Ա��_�ɫ��Ϣ������Ȼ�o�����_���|��Ϣ��AMF�ļ������������cԇ�f����ASTM����˜ʻ��������һ�N�����AM������ʽ�������Ա��_�κͲ�����Ϣ����ռ�ô����惦���g��AMF�ļ���̎���_�Ź����A�Σ������ڶ���ϽY���в����졣PLY�ļ�ʹ�ö�߅�ξW������_����ı�����Ϣ������y�����ɫ��
 �D21��a���@ʾ���S�����w�صĸ���D���Լ���b��FAV��ʽ���Ա���Ȳ��Y�����ɫ�Ͳ��ϵ���Ϣ��
�D21��a���@ʾ���S�����w�صĸ���D���Լ���b��FAV��ʽ���Ա���Ȳ��Y�����ɫ�Ͳ��ϵ���Ϣ��
һЩ���ڵ��ļ���ʽ������LPBF��ӡ�Ķ���ϽY������ɔy���P�ڲ����ݶȺ��߶��������Ե���Ϣ�������̶��Ď�������FAV��ʽ����ͨ�^�w�ص����w�ⲿ�̓Ȳ��Ĕ�����Ϣ���������ɫ�����Ϻ��B�ӏ��ȣ���D21��ʾ��
 �D22 ��a��ͨ�^��ÿ�����ص�X��Y������������ɫ�ĺ����ݶȈD����C����b��CPPN���ɵĈD������ʽ��b���@ʾ�˼tɫֵ��Ӌ�㣨Richards��Amos 2014����
�D22 ��a��ͨ�^��ÿ�����ص�X��Y������������ɫ�ĺ����ݶȈD����C����b��CPPN���ɵĈD������ʽ��b���@ʾ�˼tɫֵ��Ӌ�㣨Richards��Amos 2014����
LPBF�Ķ���ϽY����Ҫһ�N�µ�Ӌ�㽨ģ������ԓ�������H����������Ϣ��߀����ָ���������ھֲ��ɷֿ��ƵIJ�����Ϣ���µ�Ӌ�㽨ģ������ԓ�܉�������S���g�в��ϵı����ͷ����ԡ�Richards��Amos��2014�������һ�Nʹ��CPPN���ϳ�ģʽ���ɾW�j�����a��Ӌ�㷽�����Լ�һ�Nʹ��NEAT�������ؓ�����M�����ĿɔUչ�㷨��ͨ�^�ѿ������˵ĺ���ͨ�^���w���������������ϢǶ�뵽���������У��D22�������˜p�ٶ���|�Y���w��ģ�͏�ͨ�Îθ�ʽ����STL�ļ����D�Q��Ӌ������General��2018�������һ�N����OӋ֧��ϵ�y�����w�e�y��D��ʾ���|���ؓ䡣�����S���w��ģ���M���ģ�Ȼ���g�ؼy�����������ڲ�ͬ�ı������M�и��ġ���ˣ�������ʾ��һ�N��Ч�ķ��������Ԟ��������Џ��s�Ȳ��Y���Ķ�������팦���ṩ���еķ�����
(؟�ξ���admin)

��һƪ�����ϴ�W��������픿������ٻ�����ʯ�ͺϲ���PBF-LB��ĥ�ϟ��ݻ���ʯī�����о�
 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D�� ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive����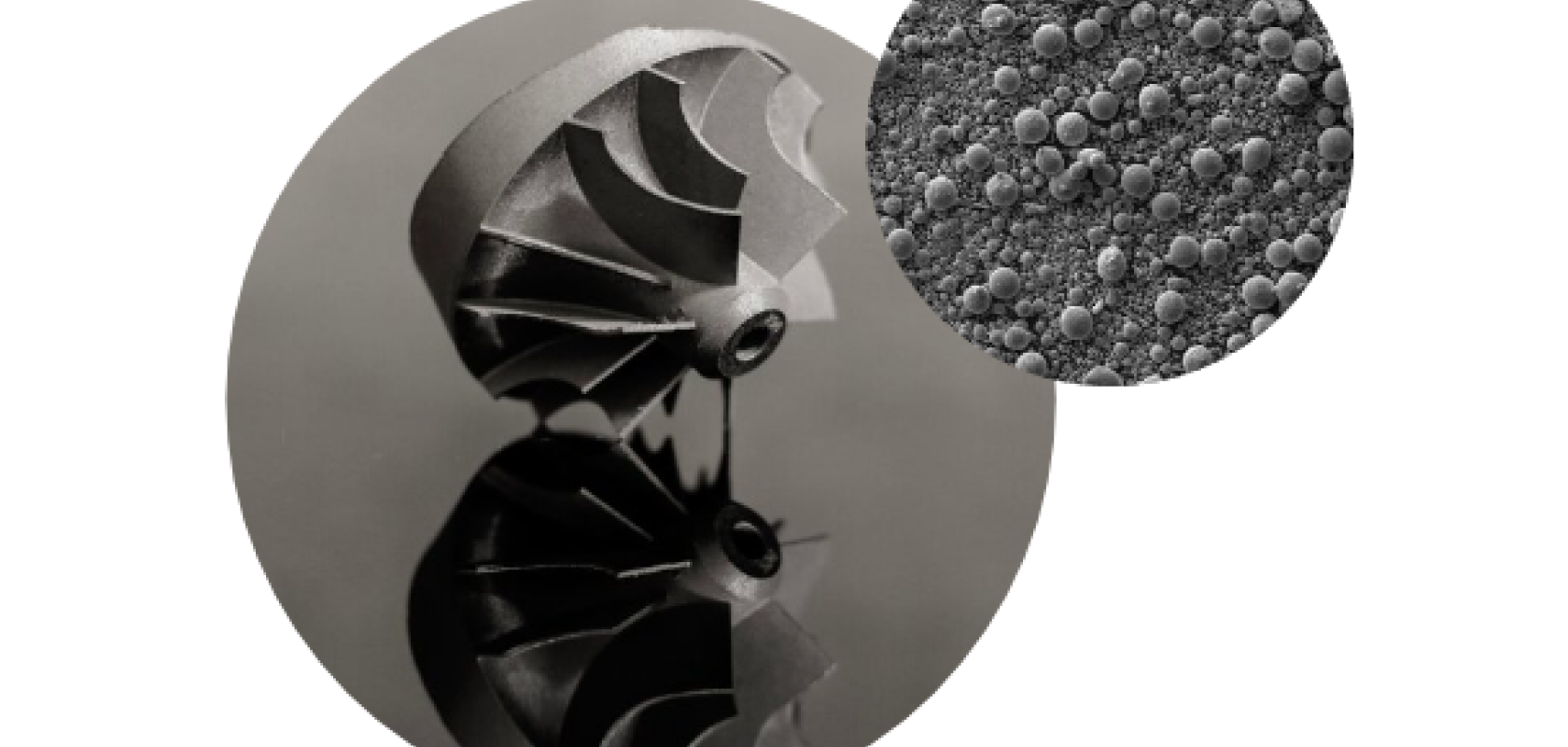 ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ�- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


