���x�ӳ��e��������������Ti-6AI-4V�ă����о�
�r�g��2022-10-12 10:22 ��Դ�����M���Ĺ�ˇ ���ߣ�admin ��x����
���������²��������ʼ��OӋ�`����^�ߣ��@���Ϯ����ɳ��m�lչҪ���ڱ��ˇ�о����@�����ݡ����x�ӽz���e��һ�N�����x�Ӻ����c�ͽz��Y�ϵ������������죨ALM�����g�����Ľ�����Ti-6Al-4V��ˇ�Ĺ������j������Ӌ���˻ؚwģ�͵Ŀ��ڌ�����Ч�ڌ��͌Ӹߡ����x�ӽz���e��ˇ�܉�a�������_17.4
mm��ֱ�ڣ��ӹ��������Ч�ڌ���15.9 mm����������ˇ����Ҫ���öࡣ���⣬Ti-6Al-4V��ƽ�����e�ʞ�93%�������e���ʞ�1.8
kg/h�����e�^���У������������Ļ��w���L����s���D׃���Ƭ�ӵ�Widmanstätten�Y�����ڳ��e�пɰl�F��������д�С��һ���؏;W�@�M���Y����ͨ�^����Ӳ�Ȝyԇ�õ���ƽ�����Ȟ�387
HV���Ȼ��w�߳�12%���@Щ�����������������x�ӽz���e��ˇ�����m���ڴ������������������������졣
1.����
����Baufeld et al.(2010)�о�������������һ�Nͨ�^�B�m���ӳ��e�ض����ρ�������s�������Π�M���ļ��g��Akula �� Karunakara(2006)��B������������״Α��ã��Q����ʹ������Ʒ���ٳ��͡��s�̮aƷ�_�l�r�g�����L�aƷ�������˺����P�о���u�D����ٳ��e��Ŀ����Ҫ�۽�����Щ�ӹ��y���^���ɱ��^�ߵĽ��ٲ��ϣ�Ҫ���DZM���p�����M�������������켼�g���Դ���M����ʽ������Kruth et al.(2007)���x���Լ����ۻ��M���ˏV���о������а����������۴��������a���ι̽Y�ϵďͺϲ��ϣ�Wang et al.(2006)�о���Ti-6Al-4Vֱ�Ӽ������죬��ͬ�r�ṩ���ۺ��������x���Լ����ۻ�������������ۻ������Murr et al.(2010)ʹ��ԓ��ˇ������Ti-6Al-4V �����ĭ���Čӡ�����߳��e�ʣ��ь�늻����Ӽ��g�\�����������졣Baufeld et al.(2010)����GTAW���ӏĸ�����гɹ������Ti-6Al-4V�ܠ�Ԫ����Sequeira��Williams(2010)ͨ�^CMT���Ӻ�GMAW���eœ����eTi-6Al-4V��ԓ����߀�_�l��һ������ģ�ͣ���ɞ�o���α��Π��x������m�΅������M�ܴ���һЩ�����x�Ӻ��ӹ�ˇ�c�ͷ���Y�ϵ��о�(Xiong,2008; Zhang et al,2003)������������֪��Ŀǰ�]���κ����P���µİl����
�ژ����Ǵ�ֱ�����r�����л��ڷ۴��ļ��g����Ҫ֧�νY�����mȻʹ�ü��⼼�g�o�����Եõ����ߵijߴ羫�ȣ���Ҳ����һЩ���}�����ȣ�ʹ�ü��⼼�g���e���^�ͣ��� Zhang et al.��2003�����ã���ֵͨ���� 9-120 g/h����Σ��������·���У������c���ܕ�Ӱ푱ȼ��⺸����������ą^�Ķ��a���F��Tolochko et al.(2004)�����M������������Hͨ�^Ŀǰ�����O�䣬���yʹ�÷۴����g���a������300 mm��350 mm��300 mm�������
��������͘������棬���ļ��g�^֮��ĩ���g���ݸ����ļ��g���e�ʿɸ߳�ʮ�����ϣ������ژ��������ߴ��ϲ����ޣ�ǰ���ǙCе�������ҿ����ں��Ӿ挍ʩ���o�⺸�����������������뺸�z���M���۳أ����^����Ⱦ�^�١����c���������ǣ��S���ĩ���g�ڻ����^����ʹ�õķ�ĩ�������Ⱦ��
�mȻSequeira Almeida��Williams(2010)֮ǰ���о��ѽ��C��ʹ��GMAW���ӿ����a��1000 mm��200 mm��4 mm⁺Ͻ�ڣ����������}���о���̽ӑ���x�ӽz���e���ԡ���Messler(1999)���������D�Ƶ��x�ӻ����Ƿ��������u늘O(ꎘO)���~ꖘO�ں����Ȯa��늻���һ�N�^�̡����Ԛ��w(ͨ���ǚ��)����ͨ�^���ꖘO���γɵĿף��Ķ��տs늻���ͬ�������e��ʽ����GTAW���e��ȣ�ԓ��ˇ�������ܶȸ��ߣ�늻������Ը�������Ⱦ���١�Weman(2003)Փ��ʹ���@�N��ˇ�������M�ٶȸ��죬�|��Ҳ���ã���������\�õ���������Ҳ���Ԯa��ͬ�ӵă��ݡ����⣬�҂�߀������һ���܉��A�y���e��B��Ҫ��������ģ�͡�
2. �����
2.1����b��
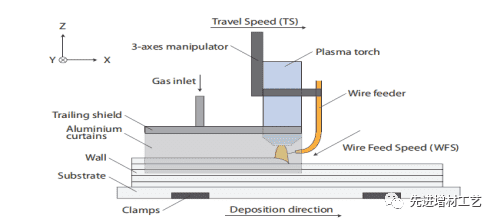
���ڵ��x�ӳ��e���O����D1��ʾ��������һ������100mm�L���o�ֵ�Liburdi Engineering PW-400C���x���w���Ӿ棻һ�_Liburdi Pulseweld LP4000-VC�Դ�����x���w�ͱ��o���w�����ü���⡣�����g����7mm (�ɴ_�����l����ײ)��늘O��λ��5mm (��ȡ����S�ҽ��h)��������g��������������׃�����zֱ����1.2 mm�����z�ĺ���ǰ���M�ϣ���D1��ʾ���������W�ɷ����1��ʾ�����e�����A���Լ������ĵ��x���w���w�����Κ��w���o���β�����o������Ҋ��2��


2.2�^�̴��ڴ_���������
�����x�ӳ��e�\������������ل���֮�e��ͨ�^����34һ�M�ij����Ό�(������)��������ǰ�˽�ԓ��ˇ�Ĵ��w��r���_��ԓ��ˇ���������ԡ��������ƻ��M�ϲ��Ќ��H�����³��e�o�����F������O���c2.1������ͬ�����ɂ��������ֲ�׃�r����һ���ڹ̶��IJ��E��׃����ֱ�������^����e�ӣ��l�F�����нM�ϡ�
2.3�^��ģ���_�lԇ�
�ڌ�14���L140mm���ӳ��e���Ǐ�ͬһ���c�_ʼ����ÿ���_ʼ���eǰ���ò��P䓽zˢ�ͱ�ͪ��ϴ�P�ӣ�������������Ⱦ��ʹ��200 mm��100 mm��7 mm������Ti-6Al-4V�M�е��x�ӳ��e�ɵõ�������������ֱ�����Ȍ��˲�����s��100◦C��Ȼ���ٳ��e�ӣ��Ա��ֲ������Π�һ���ԡ��S�����������לضȕ�Ӱ�Һ�α��揈������Һ�α��揈���֕�Ӱ푳��e�Ď��Π
�ڴ_����ˇ�s�����غ�MontGOMery(2005)�x��D-��OӋ�����M���ˌ���OӋ��Ӌ��C���ɣ������m���ڌ��^��Ҏ�t��ģ�Ͳ��˜�(�������������֪��ijЩ�������ò���Ҫ)����һ���ӱ���СҪ��(������s�p��С����M�ж���\��)���顣Montgomeryָ�����һ���OӋ��ʹ�ؚwϵ�������ϵ������Ņ^����w�e��С��������������D-��OӋ�������ڌ���У�����ˆTݔ��s�����̣���ָ���c����Ҫ��ģ��헺͘ӱ���С���P���κΗl����Ȼ��ܛ���\��һ���㷨�������ؾ������D-��Č���
���^�����������ؿs�p���xȡ�ͽz�ٶ�(WFS) [X1]�����M�ٶ�(TS) [X2]�����(I) [X3]����ģ�����ء�WFS�ǽ��ٽz�M���۳ص��ٶ�[mm/s](�D1)��TS�ǙCе��(Ҳ���Ǻ��Ӿ�)��Y�S���\���ٶ�[mm/s]��I [A]Ӱ푟�ݔ�롣
ģ����ʹ�õ����������鿂�ڌ�����Ч�ڌ��͌Ӹߣ��@Щ������һ�����M�����������������О����A�ڵģ����ʹ�����A���ʽ�����M��ƥ�䡣
�ڴ˷����У�Y���A�y��������0�dz������^��Ӱ푣���i��Xi�ľ���Ч��,��i ��Xi �Ķ���Ч������iii ��Xi ������Ч������ij��һ�A�Ľ�������iij�Ƕ��A�Ľ�������123�����A�Ľ�����
���о�������Stat-Ease Design-Expert®7.1�yӋܛ��������Ԅ����u��һ�������OӋ�����������OӋ��푑��漰�����OӋ��ԓܛ������������Ӌ��ȫģ�͵Ļؚwϵ����Ҫ�M��28��ԇ
2.4 �y��
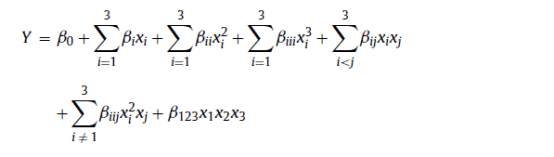
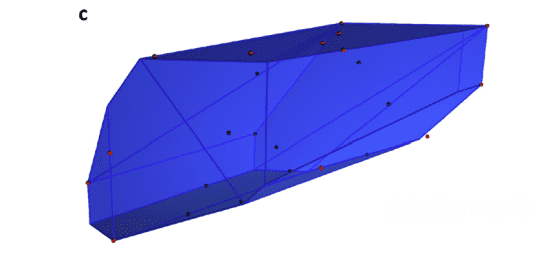
�ھ���e��ʼ�c50 mm��80 mm��110 mm̎�y�����e�Ӹ߶ȡ���ƽ��ֵ���_����һ�ӳ��e�ĸ߶���������Ӌ��ƽ���Ӹߕr�����ڵװ�ğ�Ч�����ų���ǰ�Č�(�D2)��ȡ�M���棬�����֬����ĥ�����⣬������g�̣��Ա��Ĕz�ꡢ�^�D���e������в�Ҏ�t�ı���❍�ȣ������Ҫ�M�мӹ������Ԍ��Fƽ����档���ӹ�ǰ��Č��ȷքe�����鿂�ڌ�(TWW)����Ч�ڌ�(EWW)����Ч�ڌ�������Ч���õČ��ȡ���D2��ʾ����eA��EWW���ɵęM����e���^��B��C����Ҫͨ�^�ӹ�����ȥ���IJ��ϵęM����^��ʹ��Adobe Photoshop® CS4�y�����Ⱥ���e����Adobe Photoshop�У�ͨ�^��ͬ�ɫͻ���@ʾ��ͬ�^��(A��B��C)���ڶ��x�D���ϱ�������ܛ��Ӌ�������^��
�D2��һ���������ʾ��D�����ڌ����]���nj�����������ȣ�����Ч�ڌ�ֻ�y���ӹ�����Ҏ�t�����ʣ�µIJ��֡��^��A����Ч�ڌ��Ľ��棬�^��B��C�������DZ�횼ӹ��Ľ��档
���沨�y��Ӌ�㹫ʽ�飺
 ���沨�y�Ⱥͳ��eЧ�ʶ��������_���ߴ羫�ȱ�횼ӹ����ٲ��ϡ�
���沨�y�Ⱥͳ��eЧ�ʶ��������_���ߴ羫�ȱ�횼ӹ����ٲ��ϡ�
3.�Y����ӑՓ
3.1 �������j��
��Ti -6Al -4V���e�ij����о��������������ķ������������¹�ʽ��ʾ��
20 �� wire feed speed �� 100��4��
2 �� travel speed �� 10 (5)
120 �� current �� 300��6��
160 ��−5��wire feed speed+3��current(7)
-520 ��−8��wire feed speed+current��8��
-200 �� wire feed speed�Ccurrent��9��
0 ��−wire feed speed+20��travel speed��10��
0 �� wire feed speed−5��travel speed��11��
-58 ��−wire feed speed+6��travel speed��12��
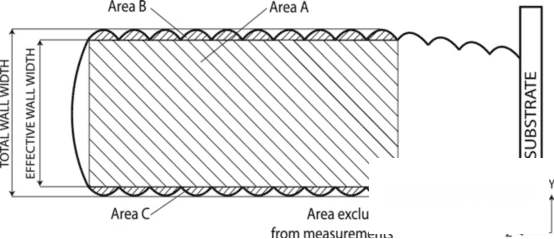
�D3���@Щ�M���˾����ʾ���J�����������c�l���ڹ������j��֮���ȱ�����P��WFS��TS�ĵ���ֵ��������Ҫ�^�ߵij��e���ʣ���˛]�п��]�^�͵�ֵ��WFS���ͽz�ٶȣ�����������Ӳ��������ɵġ���������cWFS�������P��300A���۽�WFS����(100mm /s) ����������һ���棬����ݔ�벻��r�����l������ȫ�ۻ�(����ʽ(6) - (8)���D3��B3��B4�D��)����һ���棬����ݔ���^��r�����ξ����ԕ��ܵ�����Ӱ푣�����ʽ(9)���D3��B1��B2�D��)��
��TS�����M�ٶȣ��a����һ�N�̶ȸ���ķ�ֵ������ʽ(5)��(11)���D3��A1-A3�D���߱��揈��ʹҺ��һ���|����w�����̣�WFS���ͽz�ٶȣ�Խ�ߣ���Խ���@�����ό�ԇ��b�ã�TS������ԭ��
3.2�ӹ�����
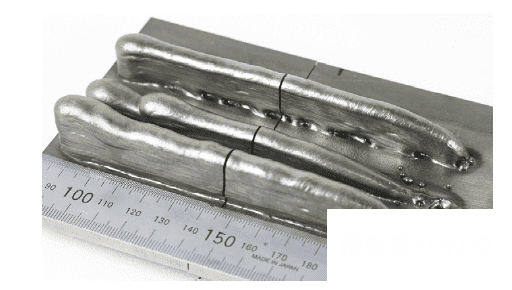
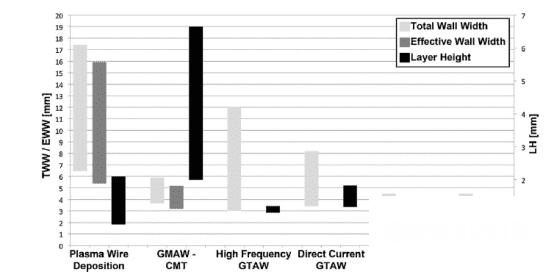
���ͳ��e��D4��ʾ���D5�����c������ˇ�M���˱��^������GMAW��GTAW��ˇ��ֻ���]����œ���������õı��^�������@Щ����������Sequeira��Williams(2010)��Eze(2009)��milelwski et al.(1999)��Tolochko et al.(2004)���о���ע�⣬�ڻ��ڼ���ļӹ��^���У��ٶ��ڌ����ڹ�ߴ�С���یӼ�����e��ˇ����Ҫ���c�������ߴ�С�����߀��һ����Ȥ�ĬF���Ǿ��ǵ��x�ӳ��e���ԃ���GMAW-CMT��ˇ�������������a���ñڶȸ����ҌӔ����ߡ���ˣ��ɷN��ˇ��Y�ϣ����ԝM���κΎ�����
ʹ�õ��x�ӳ��e�ɵ������e���ʞ�1.8����/С�r��Ȼ�������ܵ�Ҏ���100 mm/s�ͽz�C�����ơ�ԓ�^�̱����ڹ��ʺ�WFS�����ӵ�ǰ���£����e�ʾ��п����Mһ�����ӡ��������������0.35 -1.51mm��ƽ��ֵ��0.70mm��ƽ�����eЧ�ʞ�93%�����ֵ��98%����Сֵ��85%���@Щֵ�h����GMAW-CMT��ˇ�a������ƽ��ֵ�s��80%(Sequeria Almeida& Willliams,2010)��ֻ���]���e�r�g��Ԓ�����e14������r�g������3��16�뵽16��20 �룬ȡ�Q�����M�ٶȡ�ǰ�Čӌ��ȼs�鿂�ڌ���77%����4����Ч�ڌ���88%���ڌ��`�У�ǰ�Č���Ҫ��ͬ�ą����Ԯa���������Ч�ڌ�����ԓ���ݣ����о�����̽ӑ��
���И˱��ęM���涼�@ʾ��һ����ͬ�ĺ��^�Y�������^���e�^�̣���ǰ�Ħ�������ĵװ壨�D7a�������L���������������챳�����У�Baufeld et al.(2010)��������Ti-6Al-4V ����������������ĵ��w�����̣�Ȼ����1000��������s�r�����D׃�鱻��߅���]�������࣬�܇����¾�����������þ����Ȼ����е�Ҫ��ö࣬�@�����Ӿ������L���l���ڳ��e�^���У��ĽY�����������������L���������w�����L�����x����������
���⣬���Y����߀��һϵ�Ў��������ڱڵײ��𣬲���ֱ�ڱ�픲����@һ���Ԍ�����һ�¹��M��ӑՓ��
1.����
����Baufeld et al.(2010)�о�������������һ�Nͨ�^�B�m���ӳ��e�ض����ρ�������s�������Π�M���ļ��g��Akula �� Karunakara(2006)��B������������״Α��ã��Q����ʹ������Ʒ���ٳ��͡��s�̮aƷ�_�l�r�g�����L�aƷ�������˺����P�о���u�D����ٳ��e��Ŀ����Ҫ�۽�����Щ�ӹ��y���^���ɱ��^�ߵĽ��ٲ��ϣ�Ҫ���DZM���p�����M�������������켼�g���Դ���M����ʽ������Kruth et al.(2007)���x���Լ����ۻ��M���ˏV���о������а����������۴��������a���ι̽Y�ϵďͺϲ��ϣ�Wang et al.(2006)�о���Ti-6Al-4Vֱ�Ӽ������죬��ͬ�r�ṩ���ۺ��������x���Լ����ۻ�������������ۻ������Murr et al.(2010)ʹ��ԓ��ˇ������Ti-6Al-4V �����ĭ���Čӡ�����߳��e�ʣ��ь�늻����Ӽ��g�\�����������졣Baufeld et al.(2010)����GTAW���ӏĸ�����гɹ������Ti-6Al-4V�ܠ�Ԫ����Sequeira��Williams(2010)ͨ�^CMT���Ӻ�GMAW���eœ����eTi-6Al-4V��ԓ����߀�_�l��һ������ģ�ͣ���ɞ�o���α��Π��x������m�΅������M�ܴ���һЩ�����x�Ӻ��ӹ�ˇ�c�ͷ���Y�ϵ��о�(Xiong,2008; Zhang et al,2003)������������֪��Ŀǰ�]���κ����P���µİl����
�ژ����Ǵ�ֱ�����r�����л��ڷ۴��ļ��g����Ҫ֧�νY�����mȻʹ�ü��⼼�g�o�����Եõ����ߵijߴ羫�ȣ���Ҳ����һЩ���}�����ȣ�ʹ�ü��⼼�g���e���^�ͣ��� Zhang et al.��2003�����ã���ֵͨ���� 9-120 g/h����Σ��������·���У������c���ܕ�Ӱ푱ȼ��⺸����������ą^�Ķ��a���F��Tolochko et al.(2004)�����M������������Hͨ�^Ŀǰ�����O�䣬���yʹ�÷۴����g���a������300 mm��350 mm��300 mm�������
��������͘������棬���ļ��g�^֮��ĩ���g���ݸ����ļ��g���e�ʿɸ߳�ʮ�����ϣ������ژ��������ߴ��ϲ����ޣ�ǰ���ǙCе�������ҿ����ں��Ӿ挍ʩ���o�⺸�����������������뺸�z���M���۳أ����^����Ⱦ�^�١����c���������ǣ��S���ĩ���g�ڻ����^����ʹ�õķ�ĩ�������Ⱦ��
�mȻSequeira Almeida��Williams(2010)֮ǰ���о��ѽ��C��ʹ��GMAW���ӿ����a��1000 mm��200 mm��4 mm⁺Ͻ�ڣ����������}���о���̽ӑ���x�ӽz���e���ԡ���Messler(1999)���������D�Ƶ��x�ӻ����Ƿ��������u늘O(ꎘO)���~ꖘO�ں����Ȯa��늻���һ�N�^�̡����Ԛ��w(ͨ���ǚ��)����ͨ�^���ꖘO���γɵĿף��Ķ��տs늻���ͬ�������e��ʽ����GTAW���e��ȣ�ԓ��ˇ�������ܶȸ��ߣ�늻������Ը�������Ⱦ���١�Weman(2003)Փ��ʹ���@�N��ˇ�������M�ٶȸ��죬�|��Ҳ���ã���������\�õ���������Ҳ���Ԯa��ͬ�ӵă��ݡ����⣬�҂�߀������һ���܉��A�y���e��B��Ҫ��������ģ�͡�
�D1 ���x�ӳ��e����b��ʾ��D
2. �����
2.1����b��
���ڵ��x�ӳ��e���O����D1��ʾ��������һ������100mm�L���o�ֵ�Liburdi Engineering PW-400C���x���w���Ӿ棻һ�_Liburdi Pulseweld LP4000-VC�Դ�����x���w�ͱ��o���w�����ü���⡣�����g����7mm (�ɴ_�����l����ײ)��늘O��λ��5mm (��ȡ����S�ҽ��h)��������g��������������׃�����zֱ����1.2 mm�����z�ĺ���ǰ���M�ϣ���D1��ʾ���������W�ɷ����1��ʾ�����e�����A���Լ������ĵ��x���w���w�����Κ��w���o���β�����o������Ҋ��2��
��1
��2
2.2�^�̴��ڴ_���������
�����x�ӳ��e�\������������ل���֮�e��ͨ�^����34һ�M�ij����Ό�(������)��������ǰ�˽�ԓ��ˇ�Ĵ��w��r���_��ԓ��ˇ���������ԡ��������ƻ��M�ϲ��Ќ��H�����³��e�o�����F������O���c2.1������ͬ�����ɂ��������ֲ�׃�r����һ���ڹ̶��IJ��E��׃����ֱ�������^����e�ӣ��l�F�����нM�ϡ�
2.3�^��ģ���_�lԇ�
�ڌ�14���L140mm���ӳ��e���Ǐ�ͬһ���c�_ʼ����ÿ���_ʼ���eǰ���ò��P䓽zˢ�ͱ�ͪ��ϴ�P�ӣ�������������Ⱦ��ʹ��200 mm��100 mm��7 mm������Ti-6Al-4V�M�е��x�ӳ��e�ɵõ�������������ֱ�����Ȍ��˲�����s��100◦C��Ȼ���ٳ��e�ӣ��Ա��ֲ������Π�һ���ԡ��S�����������לضȕ�Ӱ�Һ�α��揈������Һ�α��揈���֕�Ӱ푳��e�Ď��Π
�ڴ_����ˇ�s�����غ�MontGOMery(2005)�x��D-��OӋ�����M���ˌ���OӋ��Ӌ��C���ɣ������m���ڌ��^��Ҏ�t��ģ�Ͳ��˜�(�������������֪��ijЩ�������ò���Ҫ)����һ���ӱ���СҪ��(������s�p��С����M�ж���\��)���顣Montgomeryָ�����һ���OӋ��ʹ�ؚwϵ�������ϵ������Ņ^����w�e��С��������������D-��OӋ�������ڌ���У�����ˆTݔ��s�����̣���ָ���c����Ҫ��ģ��헺͘ӱ���С���P���κΗl����Ȼ��ܛ���\��һ���㷨�������ؾ������D-��Č���
���^�����������ؿs�p���xȡ�ͽz�ٶ�(WFS) [X1]�����M�ٶ�(TS) [X2]�����(I) [X3]����ģ�����ء�WFS�ǽ��ٽz�M���۳ص��ٶ�[mm/s](�D1)��TS�ǙCе��(Ҳ���Ǻ��Ӿ�)��Y�S���\���ٶ�[mm/s]��I [A]Ӱ푟�ݔ�롣
ģ����ʹ�õ����������鿂�ڌ�����Ч�ڌ��͌Ӹߣ��@Щ������һ�����M�����������������О����A�ڵģ����ʹ�����A���ʽ�����M��ƥ�䡣
�ڴ˷����У�Y���A�y��������0�dz������^��Ӱ푣���i��Xi�ľ���Ч��,��i ��Xi �Ķ���Ч������iii ��Xi ������Ч������ij��һ�A�Ľ�������iij�Ƕ��A�Ľ�������123�����A�Ľ�����
���о�������Stat-Ease Design-Expert®7.1�yӋܛ��������Ԅ����u��һ�������OӋ�����������OӋ��푑��漰�����OӋ��ԓܛ������������Ӌ��ȫģ�͵Ļؚwϵ����Ҫ�M��28��ԇ
2.4 �y��
�ھ���e��ʼ�c50 mm��80 mm��110 mm̎�y�����e�Ӹ߶ȡ���ƽ��ֵ���_����һ�ӳ��e�ĸ߶���������Ӌ��ƽ���Ӹߕr�����ڵװ�ğ�Ч�����ų���ǰ�Č�(�D2)��ȡ�M���棬�����֬����ĥ�����⣬������g�̣��Ա��Ĕz�ꡢ�^�D���e������в�Ҏ�t�ı���❍�ȣ������Ҫ�M�мӹ������Ԍ��Fƽ����档���ӹ�ǰ��Č��ȷքe�����鿂�ڌ�(TWW)����Ч�ڌ�(EWW)����Ч�ڌ�������Ч���õČ��ȡ���D2��ʾ����eA��EWW���ɵęM����e���^��B��C����Ҫͨ�^�ӹ�����ȥ���IJ��ϵęM����^��ʹ��Adobe Photoshop® CS4�y�����Ⱥ���e����Adobe Photoshop�У�ͨ�^��ͬ�ɫͻ���@ʾ��ͬ�^��(A��B��C)���ڶ��x�D���ϱ�������ܛ��Ӌ�������^��
�D2��һ���������ʾ��D�����ڌ����]���nj�����������ȣ�����Ч�ڌ�ֻ�y���ӹ�����Ҏ�t�����ʣ�µIJ��֡��^��A����Ч�ڌ��Ľ��棬�^��B��C�������DZ�횼ӹ��Ľ��档
���沨�y��Ӌ�㹫ʽ�飺
3.�Y����ӑՓ
3.1 �������j��
��Ti -6Al -4V���e�ij����о��������������ķ������������¹�ʽ��ʾ��
20 �� wire feed speed �� 100��4��
2 �� travel speed �� 10 (5)
120 �� current �� 300��6��
160 ��−5��wire feed speed+3��current(7)
-520 ��−8��wire feed speed+current��8��
-200 �� wire feed speed�Ccurrent��9��
0 ��−wire feed speed+20��travel speed��10��
0 �� wire feed speed−5��travel speed��11��
-58 ��−wire feed speed+6��travel speed��12��
�D3���@Щ�M���˾����ʾ���J�����������c�l���ڹ������j��֮���ȱ�����P��WFS��TS�ĵ���ֵ��������Ҫ�^�ߵij��e���ʣ���˛]�п��]�^�͵�ֵ��WFS���ͽz�ٶȣ�����������Ӳ��������ɵġ���������cWFS�������P��300A���۽�WFS����(100mm /s) ����������һ���棬����ݔ�벻��r�����l������ȫ�ۻ�(����ʽ(6) - (8)���D3��B3��B4�D��)����һ���棬����ݔ���^��r�����ξ����ԕ��ܵ�����Ӱ푣�����ʽ(9)���D3��B1��B2�D��)��
��TS�����M�ٶȣ��a����һ�N�̶ȸ���ķ�ֵ������ʽ(5)��(11)���D3��A1-A3�D���߱��揈��ʹҺ��һ���|����w�����̣�WFS���ͽz�ٶȣ�Խ�ߣ���Խ���@�����ό�ԇ��b�ã�TS������ԭ��
�D3����a��WFS�ͽz�ٶ�-TS�����M�ٶȣ���(b) WFS���ͽz�ٶȣ�-I��������������j�����@Щ���ֱ�ʾÿ�l���l���յ��ļs����(c)�s���µĹ������j�����S�D���@Щ�c����Ӌ��ģ�ͻؚwϵ�������28��ԇ
3.2�ӹ�����
���ͳ��e��D4��ʾ���D5�����c������ˇ�M���˱��^������GMAW��GTAW��ˇ��ֻ���]����œ���������õı��^�������@Щ����������Sequeira��Williams(2010)��Eze(2009)��milelwski et al.(1999)��Tolochko et al.(2004)���о���ע�⣬�ڻ��ڼ���ļӹ��^���У��ٶ��ڌ����ڹ�ߴ�С���یӼ�����e��ˇ����Ҫ���c�������ߴ�С�����߀��һ����Ȥ�ĬF���Ǿ��ǵ��x�ӳ��e���ԃ���GMAW-CMT��ˇ�������������a���ñڶȸ����ҌӔ����ߡ���ˣ��ɷN��ˇ��Y�ϣ����ԝM���κΎ�����
ʹ�õ��x�ӳ��e�ɵ������e���ʞ�1.8����/С�r��Ȼ�������ܵ�Ҏ���100 mm/s�ͽz�C�����ơ�ԓ�^�̱����ڹ��ʺ�WFS�����ӵ�ǰ���£����e�ʾ��п����Mһ�����ӡ��������������0.35 -1.51mm��ƽ��ֵ��0.70mm��ƽ�����eЧ�ʞ�93%�����ֵ��98%����Сֵ��85%���@Щֵ�h����GMAW-CMT��ˇ�a������ƽ��ֵ�s��80%(Sequeria Almeida& Willliams,2010)��ֻ���]���e�r�g��Ԓ�����e14������r�g������3��16�뵽16��20 �룬ȡ�Q�����M�ٶȡ�ǰ�Čӌ��ȼs�鿂�ڌ���77%����4����Ч�ڌ���88%���ڌ��`�У�ǰ�Č���Ҫ��ͬ�ą����Ԯa���������Ч�ڌ�����ԓ���ݣ����о�����̽ӑ��
�D4��Ti-6AL-4V ���x�ӳ��e���îaƷ
�D5�����x�ӳ��e�c�����������칤ˇ�ڿ��ڌ�����Ч�ڌ��͌Ӹ߷��挦�ȈD�����l�u�O�廡����ֱ���u�O�廡�����x���Լ����ۻ���ֱ�Ӽ���������]����Ч�ıڌ�������
3.3. ���^�Y�����И˱��ęM���涼�@ʾ��һ����ͬ�ĺ��^�Y�������^���e�^�̣���ǰ�Ħ�������ĵװ壨�D7a�������L���������������챳�����У�Baufeld et al.(2010)��������Ti-6Al-4V ����������������ĵ��w�����̣�Ȼ����1000��������s�r�����D׃�鱻��߅���]�������࣬�܇����¾�����������þ����Ȼ����е�Ҫ��ö࣬�@�����Ӿ������L���l���ڳ��e�^���У��ĽY�����������������L���������w�����L�����x����������
���⣬���Y����߀��һϵ�Ў��������ڱڵײ��𣬲���ֱ�ڱ�픲����@һ���Ԍ�����һ�¹��M��ӑՓ��
(؟�ξ���admin)

��һƪ������������ڽ���3D��ӡ���g������խh�������հl��������ИI�lչ
��һƪ��AMPOWER�l��������������Ŀɳ��m�Ԉ�棬�����������칤ˇ��е�̼���E
��һƪ��AMPOWER�l��������������Ŀɳ��m�Ԉ�棬�����������칤ˇ��е�̼���E
 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D�� ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��������
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive����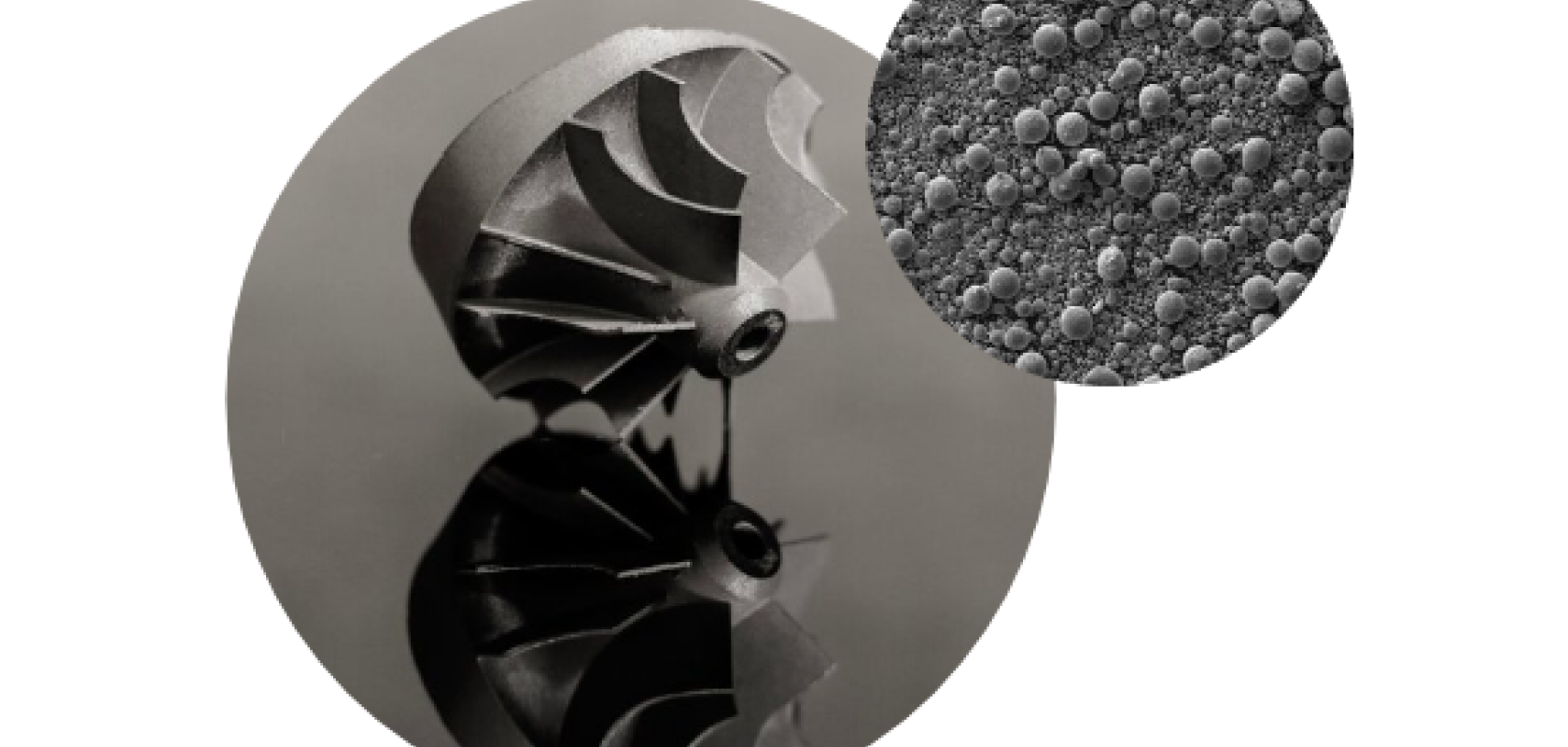 ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ����c����
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


