���ٷ�ĩ���ۺ����������еļ����ۻ�ģʽ(2)
�r�g��2023-02-07 09:38 ��Դ���L����G60������ ���ߣ�admin ��x����
2�������ۻ���һ�������^��
A�����s��
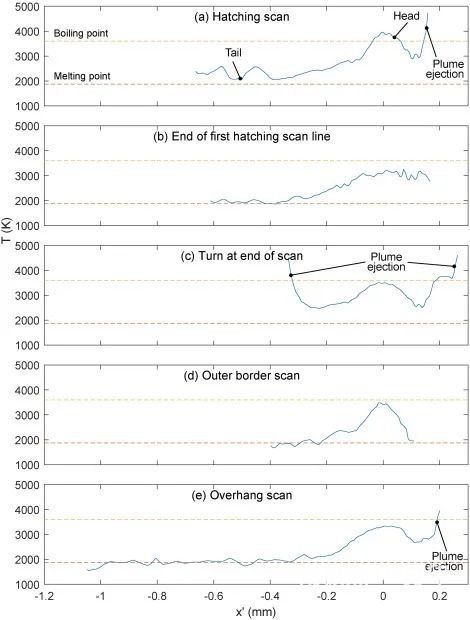
���ٵļ����ۻ���һ���߶ȄӑB�͏��s�������^�̡���D1��ʾ���@�����漰���|�������ķN������B�����w��Һ�w�������͵��x���w�������H�����ۻ���߀���������ͷ��_���R�m���ጦ���������_������η�������ա��۳���ʎ��ͻ����С�ײ������Եȡ�
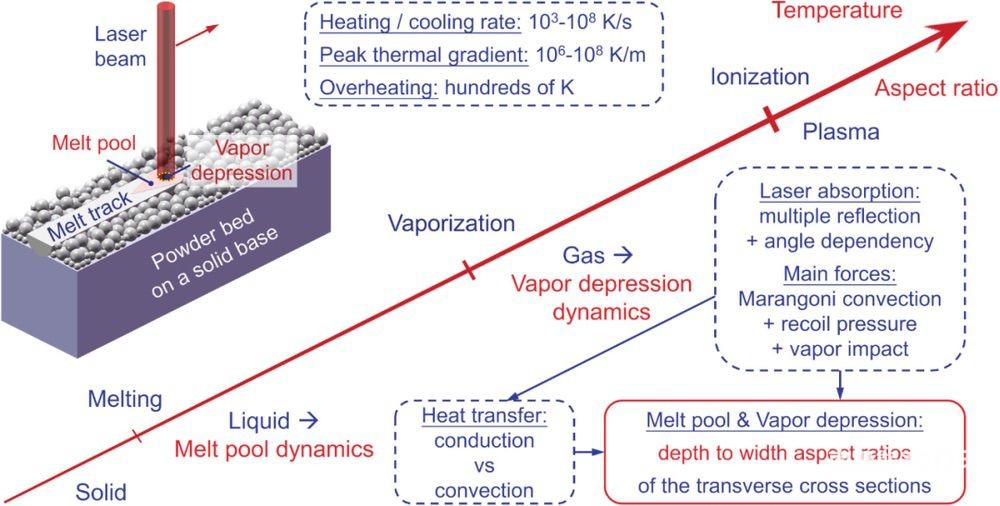
�D1�����ۻ���һ�������^�̡��S���ضȵĿ������ߣ����w����̎���ĩ����Ʒ��ͨ�^�ۻ�����������x�D׃�D׃��Һ�w�����w�͵��x���w���ڴ��^���У��۳غ����������γɲ��lչ�����������ļ������պ����ğ���f����M���������c���ȿv�M���^�m�����������Ͻǵ�ʾ��D�У��۳��������ݵĴ���λ�����Sɫ̓��Ȧ�������tɫ���^��ʾ������跽��
���ǿ��ټӟጧ�µĘO�˟�l��������@Щ�߶ȄӑB�������F��ͨ�����ӟ����s���ʼs��103− 108 K/s���۳ȵķ�ֵ���ݶȼs��106− 108 K/m�������������ݱ��ϵ�ƽ���ضȿ��ԱȽ��ٵķ��c�ߔ����_���ġ�
B�� �ۻ�������
1.��ԭ�ӳ߶���
�߹����B�m����̳��m�r�g���L�ڼ{�룩�}�_�����c����֮�g������ÿ��Ը����������պ��Ӱl��֮�g��ƽ������]���@һ�^�̱��Q�����^�̣�������յ�������ԓ�r�g�߶���ֱ���D����ᣨ��ͣ���r�g���}�_���ȱ�����ӻ������ӳ�ԥ�r�g�L�������ڽ��ف��f��ͨ���ǽ����Iͨ�^�r��Ӻ���x��֮�g���o������B��ԭ�ӡ�
�۳ص�ҕҰ������������w�����۳������ړ���������w���ڈD���к������R�e�������H���۳����Ҋ������Ҳ�������۳ص����Ϸ�������γɹ�·��һ���֡�������˥�p�D����������յ��Ĺ���������@�N˥�p�ڃɂ����L����ͬ���t���ʺ͜ضȜy��������Ӱ푡����һ�����L̎��˥�p�������t���ڜضȜy���������`�
�@ʾ����Ҵ��������g����ض�׃�����x������
�۳ز���ƽ̹�ģ��������Ǖ�������ͬ���ڼ�������Å^��������������İ�����������ˡ�����ɂ����L�İl���ʱ�����ȣ���ʹ���治���ʲ��ر��棬Ҳ�����ڜضȜy���������`��ڰ����У����۳Ȱl���Ĺ�ķ���������Ӝy���ď��ȡ��������һ���ضȵı���Ĺ�����һ���ض��ı��淴�䣬�t���ȱȺ�Ӌ��ضȌ������`�
��ƽ��l���£������Ĺ��w׃��Һ�w�͏�Һ�w׃������������ʷքe���׃������������ᡣ�ڽo�������£��������ۻ��ͷ��v�ضȻ��ۻ������������Ǻ㶨�ġ�Ȼ�������ڸ߹��ʼ���Ŀ��ټӟᣬ���H��׃�ضȻ���ֵƫ�x���@Щ�����c��ƽ��O�ޡ����磬���������·���Һ�B����ͨ��̎���^���B����Ҫ�~��������������I��ጷ�ԭ�ӡ����ڶ���Ͻ����f���@�N��r���ӏ��s���������ڸ��N�Ͻ�Ԫ��֮�g���I�Ϗ��Ȳ�ͬ���ۻ����������ܸ߶Ȳ�����
2.���^�߶���
�ڹ̶��ļ����������£����ٰ���ĩ�����ֲ��ӟᡣ���ض��_�����c�r�������γ��۳ء����w������^С���^�\��Ҋ�D5��a��������ͨ�^��������f���܇����١��S���r�g�����ƣ��ص��w�e�ͱ���ضȶ������ӣ�����@һ�A�εļ���ӟᳬ�^�˟�Uɢ�����ضȸ��ڷ��c�r���l���ֲ����v���ڱ���ӵ����ɂȣ�����������Ҫ�����ֲ��������������ɿ��g���䡣��һ���棬���_������Һ�w�����Ʒ�����·����c�������䷽���෴�����������ͷ��_����ȡ�Q�������ڷ��c�ľֲ��^�ᡣ�S��ǻ�����L���۳�ͨ��ƫ�x������İ�A���ΑB�����ܳʬF���F���Π�[�D5��c��]��픲������ײ�������p����[�D4��a2��]�����۳Ȳ�����Ҫ���@�������ݱڵĴ�ğ��ݶȴ��M�ˌ����|���͟���f�������mȻ���ޣ����������۳ص����L��
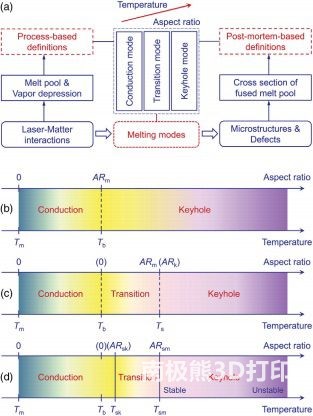
�D4�����ۻ�ģʽ���ۻ��۳ص��º�M���涨�x��

�D5 ͨ�^����ͬ��ݗ��x�侀�������������ݺ��۳��ΑB���x�ļ����ۻ�ģʽ��
�������������R����r���M�����е��۳��ΑB�������Q��Ȼ�����ڿv��M�����ϣ����Q�Ա����ƣ����Ӿ�ص�ĩ�˿�����һ�lβ�͡����w���ٱ�����ǰ��ǰ�M�����w���գ����w�ڹ��������̡��ژ�Ʒ����ķ��B��������£��ۻ����������ʾ����ڒ����ٶȡ��ڵ�ʩ�������ܶȣ������ʳ��Ԓ����ٶȣ��£��۳��^С���^�\�Ҹ��A���S�������ܶȵ����ӣ��۳�Խ��Խ������_ʼ������׃�Σ��Ķ��ڿv��M�������γɾ��в����Q�ΑB���������ݡ��������ݵ�ǰ���ǃAб�ģ���Ƕȿ����ɼ�����@�ٺ͒����ٶȴ_����ͨ������������Ҫײ��ǰ�ڣ����䷨���͒��跽��a���^��͏��ҵ��������䡣Ȼ�����ڸߑ��������ܶȣ������ʺ͵͒����ٶȵ���r���£����խ������ǻ�������Ķ�����·��䣬������ײ�����ߜضȡ��@�������ϵ��������䣬�@��������ڹ̶��ļ�������r��
C�� ͻ�����i�ײ�������
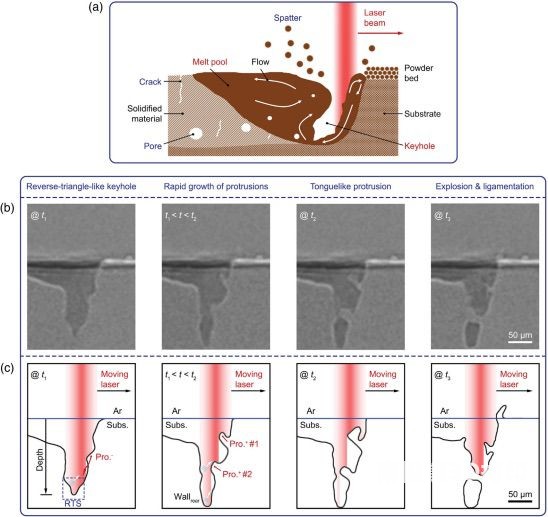
���oֹ�͒�����r�£�������ӟ�ͨ�^���Ӽ������Ĺ��ʻ�ͣ���r�g������Õr�g���ߴ�С���Ԓ����ٶȣ��������r���a�������i���܌��²������ԡ��Y����Ҫ�Ѓɷ��棬��D2��a����ʾ���ژ�Ʒ�����Ϸ�������������F�������О飬�����^�쵽һЩ�O����w�R���ژ�Ʒ�Ȳ������i�ײ���ˮa���Ě��ݿ��Ա�����ճ���������٣��Ķ����ܱ�ǰ�M�Ĺ��w��ǰ�ز��@���϶ȱ�ݡ������ӹ��h���ͷ�ĩ�l�����i������ȫ���������ջ��⡣��D2��b���͈D2��c�����ڒ����B�m���������£�ǰ�i��߅��ǰ���Ĺ��౻�ӟᡢ�ۻ����������γ�С���������ݺ͈A픠�ͻ��
�D2 �������i��ģʽ�ۻ��е��۳ء��i�ͳ�Ҋȱ�ݡ�
��D2��b���͈D2��c�����ڒ����B�m���������£�ǰ�i��߅��ǰ���Ĺ��౻�ӟᡢ�ۻ����������γ�С���������ݺ͈A픠�ͻ��
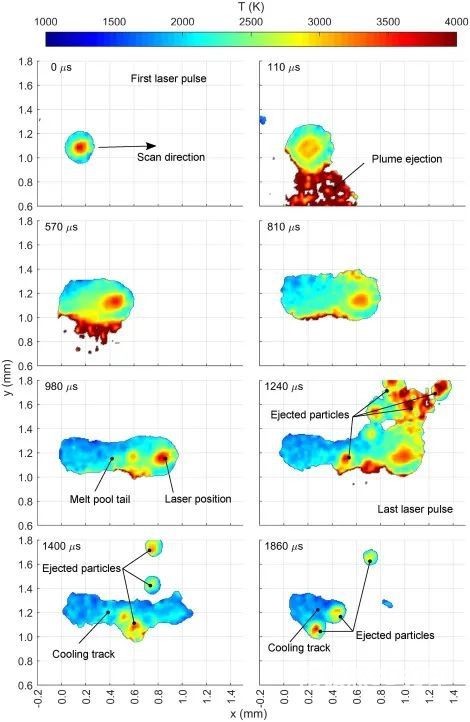
PBF��ˇ�Ъ��ص��^�Y�����ɾֲ��ĸߟ��ݶȺ������^���еĿ�����s�����ӵġ��ψD�@ʾ�ˏ��۳��^�������в�ͬλ�õ�β���Ĝض��c���x���������ӽ��ۻ��ضȕr��ԓ�ض��ݶ��½����s5 K/��m���Ҵ����裨e���@ʾ����Ƶ������������ڌ���δ�̽Y��ĩ�Č������^�ͣ���˷�ֵ���ݶ��^�ͣ���10 K/��m���۳�β����̎�ھ���ضȣ���s��Ti6Al4V���ۻ��ضȡ��@�����������^���е��ۻ����ᡣ���̺�ض�Ѹ���½����������ڱ������ʹ�õ����C�ع�r�g�̣��ضȲ��ٿ�Ҋ�����⾉�������g���۳�β��������L�Ȟ�400 ��m�����ڷ����������g��700 ��m����1000 ��m�đҴ������^���У�β���L�����@���L��ԓ�L�ȿ��ܵ��ˑҴ��������g���L�ȣ����ԓ���辀�Ŀ��L�ȼs��1000��m����ˌ�β���L���M�������ơ�
D�� ����
�����ۻ��еĘO�˟�l���a�����S��߶ȄӑB�������F�ص��˽��������ڲü��^�Y��������ȱ�ݵ��������P��Ҫ��Ȼ���������^��Ԕ�������ڳ�Ҏ�����_�l���f�^�ڏ��s�����H�ϣ������ļ��wЧ�������۳غ����������ΑB��������ָ��ԭ�t�������҂��F�ڿ��Y���ǘӣ��������x���ۻ�ģʽ��
�����º���^�̞���A���ۻ�ģʽ
��D3��a����ʾ���ۻ�ģʽ����˼���-���|����ú��^�Y���Լ�ȱ�ݡ���������������������ֻ�Pע�����ڣ��۳صĺ��^���^������߀���������ݣ��������y�������IJ�ͬ��ģʽ������postmortem������ģ�Ҳ�����ǻ����^�̵ġ����ڻ���postmortem- based�Ķ��x���۳ص��ΑB��Դ��postmortem�M���档�ڻ����^�̵İ汾�У�ֱ�ӏ�ԭλ�͌��r��������������x�侀�D�y���۳غ��������ݵ��ΑB���S���ضȵ����ߣ������ڣ��۳صĿv�M�ȣ��Լ����ܵ��������ݣ��������ӡ���ˣ��ۻ�ģʽ�Ă�����ͨ�^�^�ɣ��D׃���i�ס�
�D3 �����ۻ�ģʽ�Ļ���Postmortem�ͻ����^�̵Ķ��x��
A��Postmortem-based���x
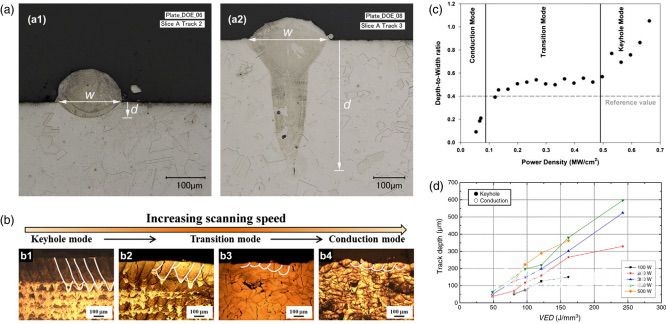
��Փ�ϣ������ض��c���F����x�ۻ�ģʽ�������ֵ����D3��b����3��c����ʾ�������ֻʹ�÷��c��Tb������ڷ��c���c��Tc��[�D3��b��]����Tb��Tc���£�����̎�ڂ���ģʽ�����������ںܴ�̶��Ͽ������۳؎��Π������ԓ�c�r����̎���i��ģʽ���۳��ΑB��Ҫ�Ɍ���������ơ��@�Nֱ�X�������۳ص�һЩ������Ȼ�������������ã������������������ˡ����v�r�������a���ķ��_�������H�ϲ��������������ݻ��۳صĿ������L���S�������˵ڶ��������ض�Ts���@�Ƿ��_�����_ʼ�˷����揈���������c[�D3��c��]��Ҳ�����f���ڃɷNģʽ֮�g����һ�N�^��ģʽ�����Ђ����͌���������������҂�ָ�����ڂ���ģʽ�²��ܺ��ԟጦ�����Ԝʴ_�����۳��ΑB��
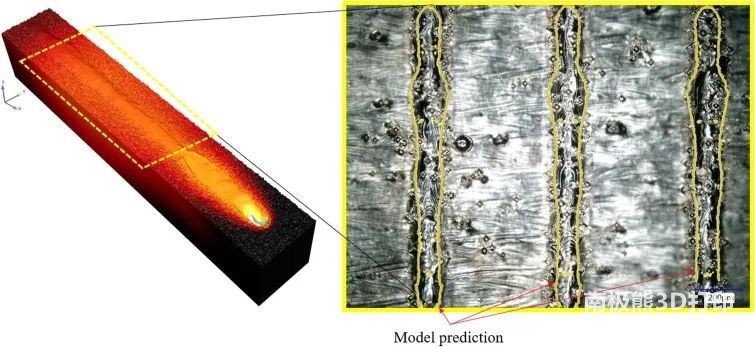
�������̽Y���rӋ��������� 3D ҕ�D�����ң��ɲ�ɫ߅���ʾ���A�y픲��۳ص������̱����c���֮�g�ı��^��
B.���y���x
�ڌ��`�У��@�ɷN�����N�ۻ�ģʽ���������^�ɺ��i�ף�ͨ�����������۳ص�Postmortem�M��������x�����磬�ڈD4��a���У������ǜ\�ġ���A�εIJ��Ҿ��еͿv�M�ȣ�������������c���ȣ��r���ۻ����J��̎�ڂ���ģʽ����������ĺ͈A�F�εIJ��Ҿ��и߿v�M�ȕr���ۻ�̎���i��ģʽ�����^��ģʽ�У��M������ڃ���֮�g�������܌��@�ɷN�Π�Y���������D4��b���@ʾ���ۻ�ģʽ�c�����ٶ�֮�g���Pϵ���ھ��к㶨���ʺ�ߴ�С�Ē��輤�����£��S���ٶȵ����ӣ�ģʽ��С���D׃���������Ƶأ��D4��c�������˹̶����������ۻ�ģʽ�D׃��������ͬ�Ĺ�߳ߴ������Õr�g���S������ݗ�նȣ�Ҳ�Q�鹦���ܶȣ�����ʳ�����e�������ӣ��^��ģʽ�ЙM����Ŀv�M����ƽ�_��������
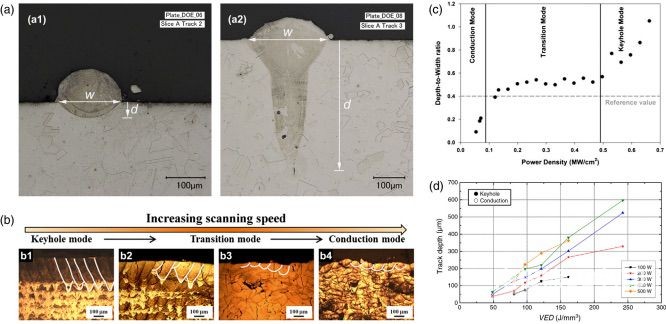
�D4�����ۻ�ģʽ���ۻ��۳ص��º�M���涨�x��
(؟�ξ���admin)

 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D�� ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��������
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ����c����
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


