���ٷ�ĩ���ۺ����������еļ����ۻ�ģʽ(4)
�r(sh��)�g��2023-02-07 09:38 ��Դ���L(zh��ng)����G60����(li��n)�� ���ߣ�admin ��x����
�ġ�֪�R(sh��)�͙C(j��)��(hu��)�IJ��
A�� ���d֪�R(sh��)
�@�ᅡ�Y(ji��)�˻����^�̵Ķ��x�Ďׂ�(g��)�P(gu��n)�I�c(di��n)�����ȣ����������Nģʽ�¶��п����γ��������ݣ������ڂ���(d��o)ģʽ֮�⣬�������݄�(d��ng)���W(xu��)���۳�(d��ng)���W(xu��)����˲�B(t��i)����Σ����oֹ�����ۻ��£���(du��)��(y��ng)���������ݺ��۳��D(zhu��n)׃�ăɂ�(g��)�r(sh��)�g��(ji��)�c(di��n)��(y��n)���x�����N�ۻ�ģʽ���������̶������ۻ��е��ۻ�ģʽ���ԔU(ku��)չ��������r������(j��)ԓ��r���̘I(y��)AM�C(j��)��ͨ�����^�ɻ�(w��n)���i��ģʽ������Ȼ�����cʹ��ʩ�ӵ������ܶ������������rһ�ӣ�����P-V���g�е����������ΑB(t��i)�ͼ������մ����^��׃������ˑ�(y��ng)֔(j��n)����
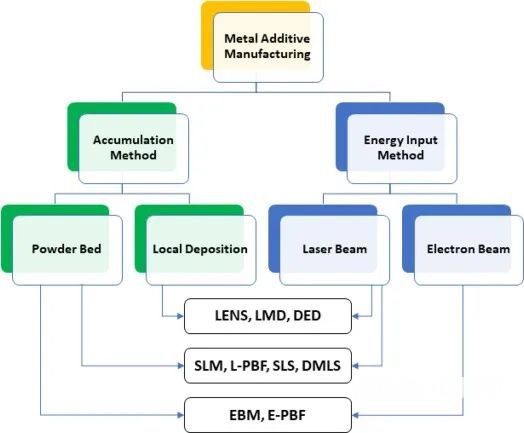
����(j��)�e�ۺ�����ݔ�뷽����(du��)������������IJ�ͬ�^���M(j��n)�з�����̈D��
�������켼�g(sh��)ͨ������(j��)���ò��ϵĠ�B(t��i)�����όӽY(ji��)�ϵęC(j��)���Լ��ۻ���ܛ�����ϵ�������Դ�M(j��n)�з������(j��)�۷e����������ݔ���Ľ����������칤ˇ���ψD��ʾ������(j��)�����̈D����������������ʹ�õăɷN��Ҫ���g(sh��)e�ǹ��ʴ��ںϣ�PBF���Ͷ����������e��DED����PBF��ʹ�õ���Ҫ�Դ�Ǽ������������������(y��ng)�ķ���ͨ���քe�Q���x���Լ����ۻ���SLM����������ۻ���EBM�����@�ɷN��������(j��ng)�����ڽ���AM��
B�� ��Խx�侀����
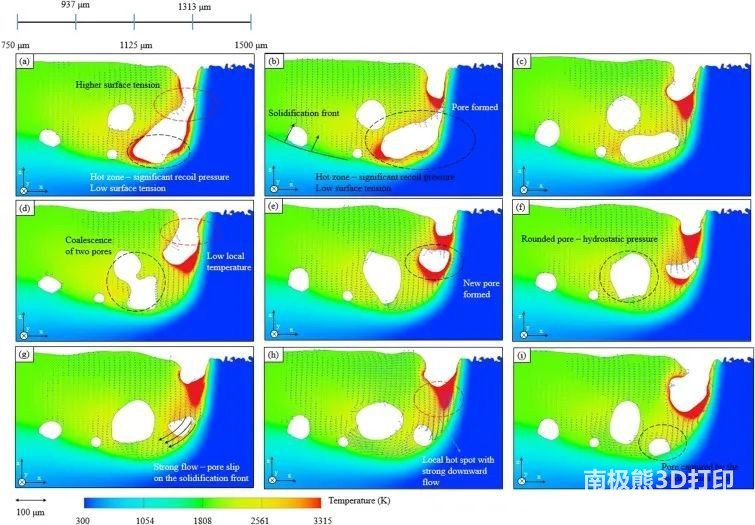
Operando����ͬ��������x�侀������̽�y(c��)�����׃�^�̵Č��F���ߡ�����ֱ�Ӝy(c��)��֮�⣬�۳غ����������ΑB(t��i)��׃����ͨ�^����D6��ʾ������x�侀���������ԭλ�͌�(sh��)�r(sh��)�O(ji��n)�y(c��)���g(sh��)�ĽM���D(zhu��n)����������̖(h��o)��ʽ�����(d��ng)�B(t��i)�������ա�����������(d��ng)���W(xu��)��ģʽ���x�ij���̖(h��o)������e����ݗ��y(c��)�����yӰ����ͽ��]�������^����x�侀�����е���r�£��@Щ�������^�̱O(ji��n)�صĿ��к���Ч���������˱��ڷ��g��Ҳ��ԭλ�ͮ���?c��i)?sh��)��(j��)֮�g�������������Ľ�ģ����(sh��)��(j��)�������m��(d��ng)?sh��)Č?sh��)�(y��n)�O(sh��)Ӌ(j��)���P(gu��n)�I��
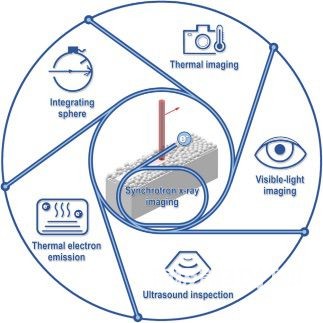
�D6 operandoͬ��x�侀������������٬F(xi��n)��(ch��ng)�O(ji��n)�y(c��)���g(sh��)�ļ��ɡ�ͨ�^�༼�g(sh��)�ںϺͶ���̖(h��o)�D(zhu��n)�Q��ͬ��x�侀����֪�R(sh��)�����D(zhu��n)���鹤�I(y��)��(sh��)�`��
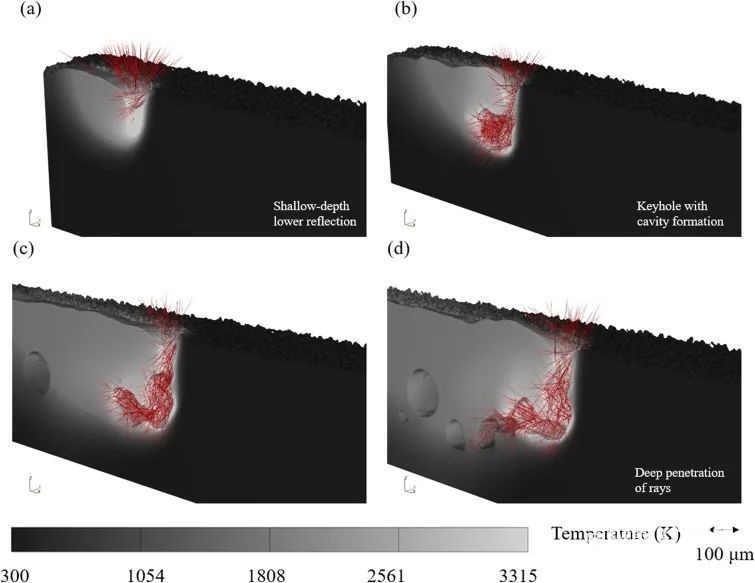
�ضȵ�ֵ���Լ��x�_���������ɱ���ķ��伤��܉�E��
һ���γɳף��c������|�Ľ�����ı�¶����e���������ӡ���ˣ�����������������������գ��Ķ��ںܴ�̶��ϴ��M(j��n)���ᡣ����Martin��������(b��o)�����ǘӣ�����ǰ���ķ��䌢��(d��o)������������ڷ�(w��n)���l���£���¶�ı�����i�חl���µı���С�öࡣ���ڹ⾀�A�������Џ�(f��)�s�Π���γɿ�ǻ��耳����Aб���Ľ�������^��¶����e�п������ո���ķ��䡣����(j��)�ψD���ڜ\��ȗl���£��ֹ⾀��(hu��)�x�_���ٵ����ɱ��棬������٣���?y��n)鰼�݅^(q��)�ܜ\������⾀��·�ϛ]���ϵK�
C ��(w��n)���i��AM
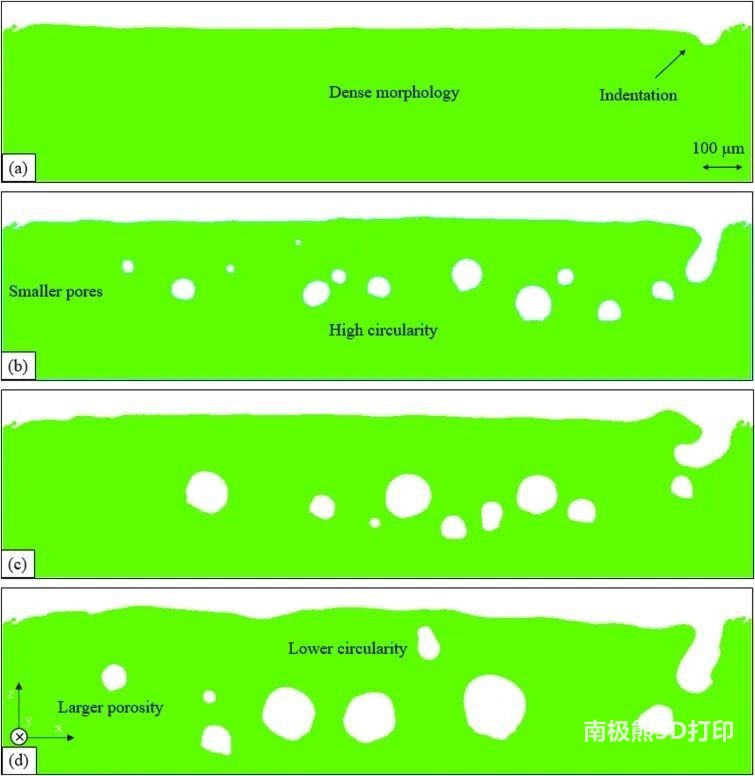
�@Щ�����^�̵Ķ��x��AMcommunity�ṩ���µ�ָ��(d��o)��ᘡ�һ��(g��)ֱ�ӵĽY(ji��)Փ�ǣ��ڽ��ٵļ����ĩ���ۺ�AM�У���(w��n)�����i�ׅ^(q��)���nj�(sh��)�F(xi��n)ȫ�ܶȘ�(g��u)��������?y��n)^(q��)���^�Ʌ^(q��)�ȷ�(w��n)���i�ׅ^(q��)С�öࡣ������ͬ���ճ����ٲ��ϵĹ�ˇ���ڣ���D7(a)��ʾ���ڴ����⣬P-V���g���ׂ�(g��)��������^�Y(ji��)��(g��u)ȱ�ݻ�ߴ粻���_�ą^(q��)����ռ��(j��)�����а���С��϶�ȡ���δ�ںϿ�϶�ȡ����˳�������@һ���ڣ��҂���Ҫ�_�J(r��n)���˽���߅�硣�ڌ�(sh��)�`�У���(d��ng)��ˇ���̎�Ŭ����ߘ�(g��u)�����ʻ�(g��u)���l���ľֲ�׃��(�缤���ߴ�С�������ٶȡ��՚������ͷ�ĩ������)����cҎ(gu��)����P-V����(sh��)��˲�r(sh��)ƫ��r(sh��)��ͨ����(hu��)�ӽ��@Щ߅�硣�Q��Ԓ�f���б�Ҫ��ʾ�@Щȱ�ݵĸ�����Դ�����磬�ڈD7(b)�͈D7(c) �У�ͨ�^����ͬ��x�侀����l(f��)�F(xi��n)�i�ۿ�϶��߅��⻬��������ֻ�Ю�(d��ng)�����i��˵Ě���R���i�ײ���(w��n)����ጷŵ���(��������̳��m(x��)�r(sh��)�g���������)�Ы@�����Ą�(d��ng)�ܕr(sh��)(�����ˇ�g(sh��)Ʒ�е��p�ƴ��)����������Ѹ��?g��u)��i���܇��Ĵ���ݶȈ�(ch��ng)�����ݣ���������ǰ�ز��@��ȱ�ݡ��@�N���(q��)��(d��ng)�ęC(j��)���cճ�������(q��)��(d��ng)�ęC(j��)�Ʋ�ͬ��������Ҫ�ɿs���i�a(ch��n)�����ĵȴ��r(sh��)�g��
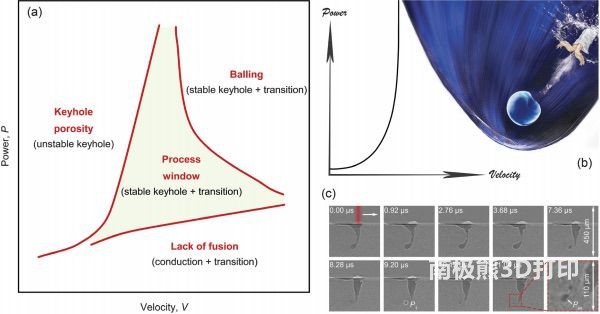
�D7���ټ����ĩ���ۺϹ�ˇ�Dʾ��D��
D�� �^��Ӌ(j��)���W(xu��)
�ڽ��ٵļ����ۺ�AM�У�������Ҫ���M(j��n)��ˇӋ(j��)���������c���_�_���ۻ�ģʽ�����P(gu��n)���Ǽ���ʡ�����݆���͒����ٶȡ�������ͬ�Q�����ژ�(g��u)���^�����κ�λ���ṩ����������(du��)�ڼ���ʣ�ͨ�����_������3%-5%������(n��i)�Ă��y(t��ng)�Ṧ��Ӌ(j��)�ǬF(xi��n)�ɵġ�Ȼ�����@Щ���_�������īI(xi��n)�в�����(j��ng)����(b��o)�������Ҽ���ʱ��ٶ����Ñ�Ҫ��Ĺ��ʡ���ǰ�ṩ�Ļ��������Ķ��xָ���˼���ݗ�ն��ڴ_���ۻ�ģʽ�е���Ҫ�ԡ����˜�(zh��n)�_�_�����D(zhu��n)���^�̴��ڣ��҂����hֱ�Ӝy(c��)������ʣ�����(du��)ÿ�(xi��ng)������ҕ��׃�����о��f�����_���ԡ�
��ģ�M��ʾ������݆����(du��)�ڴ_���۳ؽY(ji��)��Ҳ����Ҫ�����īI(xi��n)�У������c(di��n)��С���@һͨ���g(sh��)�Z(y��)ͨ������(ji��n)�εر�����ֻ�Ю�(d��ng)�����Ď�݆����֪������һ���IJ��_���ԣ����䶨�x���_�r(sh��)���ſ���ʹ���@�ӵĆ�(g��)����(sh��)��Ŀǰ�ЎN�̘I(y��)ϵ�y(t��ng)�����ڜy(c��)������݆�������]�н����^��(du��)�����Եķ������缤��ʣ��@�ṩ��һ��(g��)Ӌ(j��)���C(j��)��(hu��)���Ķ����������ͽ�Q�̘I(y��)����݆���x֮�g�IJ��
������ٶ��ڴ_������������g��ͣ���r(sh��)�g�Լ��ɴ˂��f��������������ͬ����Ҫ�����á��M����ˣ��˂������P(gu��n)ע��y(c��)�����(zh��n)�_�ԡ�
��϶�γ��^���еĜضȵ�ֵ�����ٶȈ�(ch��ng)��
��������������ԡ��ֲ��ӟ�Ϳ�����s�Լ����ķ�ĩ���ϣ�������������н�(j��ng)���l(f��)�F(xi��n) LOF �^(q��)���w��϶�ʡ�δ�ۻ��w���⻬���档�@Щȱ��ͨ������ƣ�ڔ��ѱ����ϙz�y(c��)����ƣ��ʧЧ�ā�Դ��ȱ��ͨ�������ڽ������������^�����������㣨LOFȱ�ݣ��������^�ࣨ��϶�ʣ����a(ch��n)���ġ��ڽ���AM��Ҳ�^�쵽����ȱ�ݺ��@�R�¹⻬�Ŀ��棬��(j��)��(b��o)�����Ѽy�����ā�Դ��ȱ�ݵ���͡�λ�á��Π�ߴ硢������ܶȵ������ܹ�ˇ����(sh��)��Ӱ푺ܴ�
�塢�Y(ji��)Փ
���@ƪ�C���У��҂������˼����ۻ���һ�������^�̡������ɘO�˟�l��������S������C(j��)�Ƶď�(f��)�s����ã��Q�����������ݺ��۳��ΑB(t��i)�������x���ۻ�ģʽ���ۻ�ģʽ�S���ضȵ����߶�׃�����Ă���(d��o)�D(zhu��n)׃?y��u)�С�ס?/span>
����(j��)�ΑB(t��i)�y(c��)���������ۻ�ģʽ�Ķ��x����������Ļ�����^�̵ġ�����ʬ�z�Ķ��x�ڸ������Ǻ����ģ�������ʡ�����������Ƶļ�(x��)��(ji��)�����������^�ġ�ģ���ĺ���������ġ����֮�£������^�̵Ķ��x�����������������������w�غ��������ݵ��ΑB(t��i)����ֱ�ӏIJ�������x�侀�D���Мy(c��)���ġ�������Q�˂��y(t��ng)���x�Ă���(d��o)ģʽ�Юa(ch��n)�����i���i�F(tu��n)��
�ۻ�ģʽ���x����ӆ������µ�ָ��(d��o)��ᘺͷ������ȣ��ڽ��ٵļ����׃AM�У������c���|(zh��)���������Ҫ���c����ǻ��������(d��o)ģʽ�⣬��������Ȃ��y(t��ng)�A(y��)�ڵĸ����(d��ng)�B(t��i)��˲�B(t��i)����Σ���(w��n)����С�����ۻ���ɳ��m(x��)�ͷ�(w��n)�������������ṩ��һ�N������P-V���g��һЩ��Ҋȱ�ݮa(ch��n)���^(q��)��߅�����Դ��Ȼȱ�������⣬������ģ�M�����ΑB(t��i)��(sh��)��(j��)���������кͻ��a(b��)�y(c��)����̖(h��o)����̖(h��o)�D(zhu��n)�Q�Լ����M(j��n)���^��Ӌ(j��)�����������_�l(f��)��ƽ�_(t��i)��Ҏ(gu��)ģ�Ŀ��D(zhu��n)�Q�^�̴��ڡ�
�v��ҕ�D�@ʾ�����ɱ����Լ�������r�Ŀ�϶�ʷֲ���
�ڳ����״������ʮ������Dz�������x�侀�����g(sh��)�鼤���ۻ��������^�̴��_�˴��T���S�����g(sh��)���M(j��n)�����п����Ը��ߵĿ��g���r(sh��)�g�������ֱ�������ҕ�L(zh��ng)�ڴ��ڵĆ��}�����^�m(x��)���»������F(xi��n)�е���Փ��ģ�͡��҂�ϣ���@ƪ�C�����H�ܼ��(du��)�����ۻ�ģʽ�����⣬�����܆��l(f��)�˂���(du��)���ټ����ۺ����������ǰ���о��Ͱl(f��)չ��˼����
��Դ��Laser melting modes in metal powder bed fusion additive manufacturing, Reviews of Modern Physics, 10.1103/RevModPhys.94.045002
�����īI(xi��n)��Aboulkhair, N. T., N. M. Everitt, I. Ashcroft, and C. Tuck, 2014,��Reducing porosity in AlSi10Mg parts processed by selective laser melting,�� Addit. Manuf. 1�C4, 77�C86.;
Aboulkhair,N. T., I. Maskery, C. Tuck, I. Ashcroft, and N. M. Everitt, 2016, ��On the formation of AlSi10Mg single tracks and layers in selective laser melting: Microstructure and nano- mechanical properties,�� J. Mater. Process. Technol. 230, 88�C98.
(؟(z��)�ξ���admin)

���P(gu��n)��(n��i)��
 Himed�u(p��ng)����ͬ��ɰĥ����3
Himed�u(p��ng)����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t(y��)�W(xu��)Ժ������3D��
����ǻ�t(y��)�W(xu��)Ժ������3D�� ��������٘���(j��ng)Ѫ�����
��������٘���(j��ng)Ѫ����� �Ƅ�(d��ng)ճ�Y(ji��)�����䣨�T��/��
�Ƅ�(d��ng)ճ�Y(ji��)�����䣨�T��/��
- ��Himed�u(p��ng)����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y(ji��)��(g��u)
- ��Divergent��˾��3D��ӡ���g(sh��)�(q��)��(d��ng)��܇��
- ������ǻ�t(y��)�W(xu��)Ժ������3D��ӡ�����ƽM��
- ����������٘���(j��ng)Ѫ������M(j��n)Ƥ����ֲ��
- ���Ƅ�(d��ng)ճ�Y(ji��)�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F(xi��n)��
- ���X�����������죺���ڿɳ��m(x��)��ҕ�ǵ���
����(n��i)��
- ��Himed�u(p��ng)����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y(ji��)��(g��u)
- ��Divergent��˾��3D��ӡ���g(sh��)�(q��)��(d��ng)��܇��
- ������ǻ�t(y��)�W(xu��)Ժ������3D��ӡ�����ƽM��
- ����������٘���(j��ng)Ѫ������M(j��n)Ƥ����ֲ��
- ���Ƅ�(d��ng)ճ�Y(ji��)�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F(xi��n)��
- ���X�����������죺���ڿɳ��m(x��)��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉(j��)�Y(ji��)��(g��u)�{(di��o)���c
���]��(n��i)��
 �x�^(q��)�����ۻ�����
�x�^(q��)�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� �Č�(sh��)�(y��n)���������a(ch��n)
�Č�(sh��)�(y��n)���������a(ch��n) 3D��ӡ�ڿ�ǻ�ޏ�(f��)
3D��ӡ�ڿ�ǻ�ޏ�(f��)���c(di��n)��(n��i)��
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z(y��)���g����䌍(sh��)
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ��(g��)���_��Ф���~�Z(y��)��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ��(zh��n)�_��Ф����ʲô��
- ���C������̻�3D��ӡ���g(sh��)��������֬���_


