���ٷ�ĩ���ۺ����������еļ����ۻ�ģʽ(3)
��(j��)Ϥ�����@ƪ�C���У��^(q��)���˻����^(gu��)�̵IJ�ͬ�ۻ�ģʽ�Ķ��x�c�����º��C��(j��)�Ķ��x�����ď�(qi��ng)�{(di��o)�˳���Ҫ�ԣ������������۳،�(du��)�������������ա�
B�� �������̵Ķ��x
1.����x
Zhao���ˣ�2017���״Έ�(b��o)���˲�������ͬ��������x�侀(xi��n)�����g(sh��)�����ڱO(ji��n)�y(c��)�����׃AM�^(gu��)�̡�����ǰ��δ�еĕr(sh��)�g�Ϳ��g�ֱ����Լ��Ȍ�(sh��)�(y��n)��x�侀(xi��n)����ߔ�(sh��)����(j��)�ĸߎ������ѱ�̽�y(c��)����ˣ���(du��)�����ۻ�ģʽ�Ķ��x�M(j��n)��������(y��ng)��ӆ��Cunningham���ˣ�2019�����Y(ji��)�����Y(ji��)�ڈD5��a��-5��c�����ڹ̶��ļ������£��ۻ�ģʽ�S�r(sh��)�g�Ă���(d��o)�D(zhu��n)׃?y��u)�С�ס?/span>
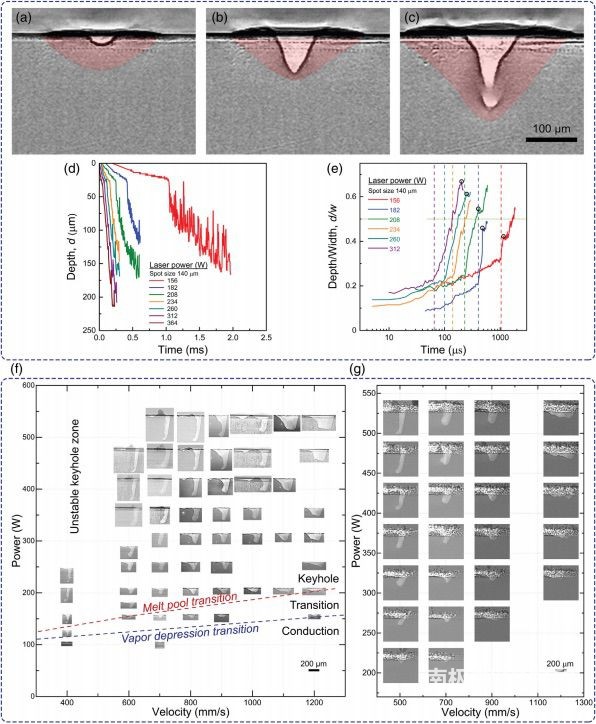
���^(gu��)��ģʽ�£��۳ر��ַ�(w��n)���Ĝ�(zh��n)��A�Π����������׃���ҳ��F�Σ����ʬF(xi��n)����(d��ng)�����i��ģʽ�£��۳����խ�����ܳʬF(xi��n)�p���Π픲������ײ������@�c���y(t��ng)�Y(ji��)������һ�¡��������ۻ�ģʽ�ж����ܴ����������ݡ�Ҳ�����f(shu��)��������ͨ������(hu��)ֱ���cƽ̹���۳�����ã�����ͨ�^(gu��)ij�N�\������������ݡ�
��Ȥ���ǣ��ڸߟ�ݔ���L-PBF�ͼ��⺸�ӹ�ˇ���о��i��ģʽ�����S��Ŀ�϶�γɷ��������ˏV����ؕ�I(xi��n)������Panwisawas�����������i���i���T��(d��o)��϶�ęC(j��)����Ҫ�M(j��n)һ���о�����?y��n)������(n��i)�Ȼ���Ǻܞ�����֪���īI(xi��n)��������i���γɵĸ��N���ɡ����������һ�(xi��ng)�����У�Cunningham����ʹ�ó�����X�侀(xi��n)����ϵ�y(t��ng)���@��⁺Ͻ���N��ˇ�l���µ��i����׃�����϶���γɡ�Ȼ�����M�������ԘO��ĕr(sh��)�ռ�(x��)��(ji��)�^�����@Щ�F(xi��n)�������](m��i)���ṩ�κ��P(gu��n)�ڿ�϶���i������Լ���ʲô�γɵ���Ϣ
-
������������ጺ����ɡ��cKing���ˣ���ԭλ����Cunningham���ˣ�ԭλ���ļ���(sh��)�(y��n)�����෴��Tang����ʹ�ò��P�L-PBF�ĸ߱���ģ���о����i���γɡ�Ȼ���������Ĺ����������κΌ�(sh��)�(y��n)�о������Ҍ��i������Ŀ�϶���c�īI(xi��n)�еĺ��Ӻ�L-PBF�Y(ji��)���M(j��n)���˶��Ա��^��
�ğ��ݔ?sh��)ĽǶȁ?l��i)�����ɂ�(g��)�ض��c(di��n)Tsk��Tsm��Ҫȡ�Q�ھֲ����յļ������������w����(d��ng)ͨ������U(ku��)ɢͨ�������l(f��)���ᡢ��Һ�D(zhu��n)׃�����Լ�����ݗ��͌�(du��)���ğ�pʧ���۳�׃�ò���(w��n)�������@ʾ���F�λ�����[�D5��c��]��
�����۳غ��������ݵ��ΑB(t��i)�����¶��x������ģʽ���M�܈D5��c���е�ʾ��ʹ���˹̶���������������ͨ�^(gu��)���^(gu��)�ɕr(sh��)�g�D(zhu��n)�Q���R������ٶ�[�D5��f��]��ͨ�^(gu��)�z���۳غ��������ݵęM���棬��ԓ�����U(ku��)չ�����輤����r���@Щ�����^(gu��)�̵Ķ��x�����˚vʷ���ƣ����ṩ���µ���^(q��)ָ�ϡ�
����Ҫ���ǣ��ںܴ�̶��ϣ��ڽ��ٵļ����ۺ�AM�У��������������������۳��B������(l��i)��
2.��(y��n)��Ķ��x
���@������ć�(y��n)����i���x�У������]�ǶȺ�ƫ�����P(gu��n)�������ʡ�
�ھ��нo����߳ߴ�Ĺ̶��������£��ۻ�ģʽȡ�Q�ڼ���ݗ�նȺ�����Õr(sh��)�g�����ˇ�(y��n)���xģʽ����Ҫ�����ۻ��������^(gu��)�̵�ijЩ���棨���������ƺ��۳���׃����Ҳ�����f(shu��)���@����ʾ��������Õr(sh��)�g��������ݗ�նȡ�
�ڈD5��d���У���(du��)�ڽo���ļ���ʺ�߳ߴ磬������������c�r(sh��)�g������(xi��n)�@ʾ��һ��(g��)���@���^(gu��)���c(di��n)���ڴ�֮ǰ������Ԏ��㶨�����ʾ������L(zh��ng)��֮������_(k��i)ʼ����(d��ng)��ԓ�r(sh��)�g�c(di��n)���D(zhu��n)׃�����x�����������D(zhu��n)׃������(y��n)���x�˂���(d��o)ģʽ�������^(gu��)��ģʽ�����ޡ����^(gu��)��֮ǰ����ǻ���LJ�(y��n)�����x�ϵ�耳ס�
�ڈD5��e���У��۳��S�r(sh��)�g������c���ȿv�M�ȳʬF(xi��n)���ɷN��ͬ���D(zhu��n)׃����һ��(g��)�D(zhu��n)׃�c�D5��d���ж��x�����������D(zhu��n)׃һ�£�֮��v�M��Ѹ�����ӡ��@�N�ɺϱ����������������ǻ������(d��o)ģʽ�µ���������(d��ng)���W(xu��)����(du��)�^�����۳�(d��ng)���W(xu��)���Ը��ϡ���(d��ng)�v�M���_(d��)���s0.5��ֵ���S�����׃�����r(sh��)�l(f��)���ڶ��D(zhu��n)׃���˺�v�M�ȵ�����ͣ�����@�N�D(zhu��n)׃�����x���۳��D(zhu��n)׃�������x���D(zhu��n)׃ģʽ�������i��ģʽ�����ޡ�
3.���oֹ������
��(du��)�ڽo���Ĺ�߳ߴ磬���輤�����ăɂ�(g��)��Ҫ�ӹ�����(sh��)�Ǽ���ʣ�P�����ٶȣ�V����������(g��u)����P-V���g���ڼ����׃?c��)��������У����?g��u)���|(zh��)���cP-V���gֱ���P(gu��n)(li��n)��һ�N��Ч�����l(f��)ʽ�ķ������c����ʹ���ܶȻ��϶�ʻ������۳ػ�C(j��)е��(qi��ng)������z�(y��n)ָ��(bi��o)���о���ȡ��D5��f���͈D5��g��ʹ�û����^(gu��)�̵�˲�B(t��i)�����p������(d��ng)�ٶȽӽ���r(sh��)���������׃���oֹ���Q��֮���ں��^�����ϣ����������IJ���粻��(du��)�Q(ch��ng)�۳غ͒����µ����������ΑB(t��i)�����oֹ�����͒������ͨ�^(gu��)����-���|(zh��)����Õr(sh��)�g��(n��i)�ڵ��B�ӡ�
�����������ڷ�(w��n)�������¶��x���ۻ�ģʽ����ͨ�^(gu��)�ɂ�(g��)�^(gu��)�ɕr(sh��)�g�c(di��n)td��Vd¼D/td�U(ku��)չ��������r������D�Ǽ����߳ߴ硣��(du��)�ڽo���ļ���ʣ��Ѓɂ�(g��)�R���ٶ��c(di��n)�քe��(du��)��(y��ng)���������º��۳��D(zhu��n)׃����(du��)��һϵ�й��ʣ��@Щ�c(di��n)�����B�ӵ��ɗl��(xi��n)����P-V���g���֞����(d��o)���^(gu��)�ɺ��i�נ�B(t��i)���ڈD5��f���У����{(l��n)��(xi��n)��ʾ���������D(zhu��n)׃���ϼt��(xi��n)��ʾ�۳��D(zhu��n)׃�����⣬�i�ׅ^(q��)�����M(j��n)һ���֞鷀(w��n)���^(q��)�Ͳ���(w��n)���^(q��)�����ߌ�(du��)��(y��ng)��P-V���g�еĸ߹��ʅ^(q��)�͵��م^(q��)��
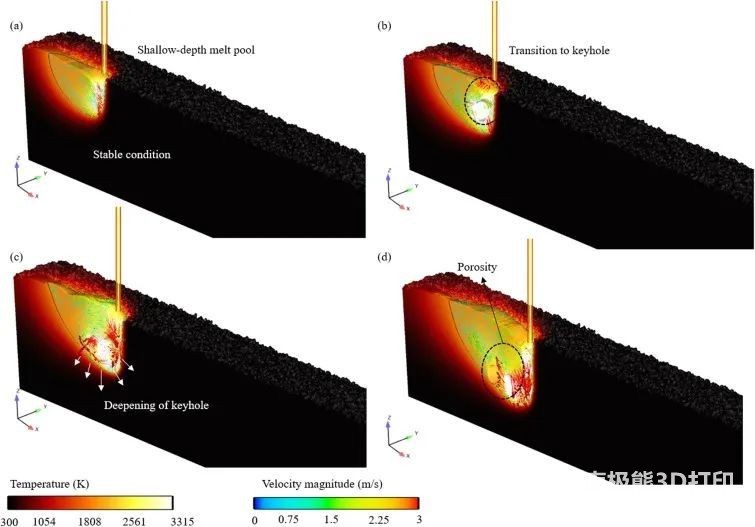
��(d��ng)�׳�����´�����ֵ��(xi��n)��(n��i)���r(sh��)������Һ�w�ĸ�׃���ԣ������^�m(x��)�M(j��n)�����w�ı��档�˕r(sh��)������Ҫô����o(w��)������ô�h(yu��n)��Ҫô���ڴ�����ײ��ʧȥ�˴��������i��β���ľֲ��ضȕ�(hu��)���͡�ԓ�͜^(q��)����(d��o)�±��揈���ľֲ����Ӻ�ԓλ�õķ��_�������@�����ͣ���K��(d��o)�¿�϶���γɡ�
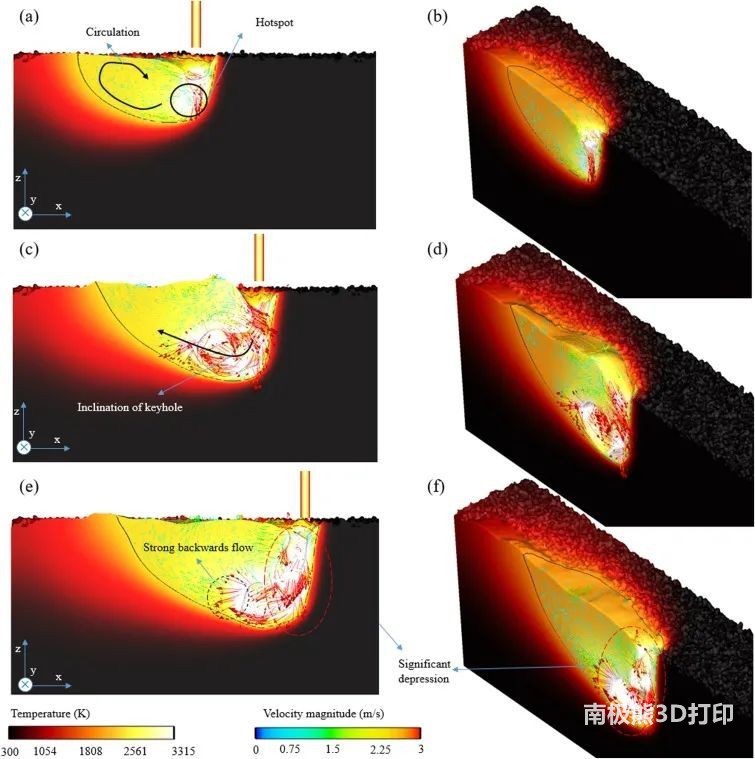
�����U���Ĝ\����۳ص��i�חl���Ŀ����^(gu��)�ɣ��ψD�����L������(g��)��ͬ�r(sh��)�g��2D��3D�ضȵ�ֵ��(xi��n)�Լ��ٶ�ʸ����
P-V���g���ۻ�ģʽ���@Щ�U(ku��)չ���x������(y��n)���e���ڵ��ʺ͵��م^(q��)��������������ݺ��۳ز���(d��ng)�@����������(ji��n)�ε؏��oֹ����y(c��)���Ќ�(d��o)�����m���ڻ����u(p��ng)�����@�c��(y��ng)�õ������ܶȅ���(sh��)��(du��)�ھ��_�����۳���Ⱥ��ۻ�ģʽ���о����Ե���(sh��)һ�¡��@���ܚw��������(g��)���g�е��������ΑB(t��i)�Ĵ�׃�����@����ͨ�^(gu��)����(g��)�Ƕ����P(gu��n)�������¼��@����׃�������ա��@���^(gu��)��(l��i)ͨ�^(gu��)�R�m���ጦ(du��)�������_�����������_��Ӱ����w����(d��ng)���w��(d��ng)���W(xu��)������KӰ����w���ΑB(t��i)��
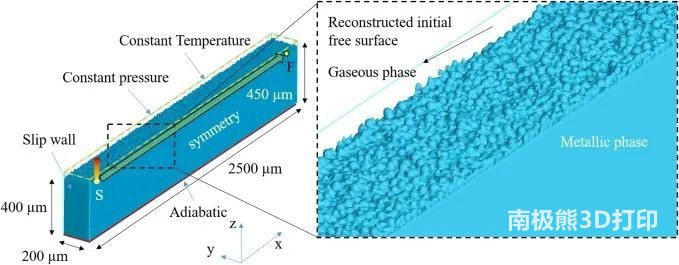
�ڌ�(sh��)�`�У����輤�����µ��ۻ�ģʽ���Ը���(j��)�۳صęM������������݁�(l��i)���x���@����ͨ�^(gu��)ʹ�ø���ͬ��������x�侀(xi��n)����(sh��)��(j��)�M(j��n)��ģ��У��(zh��n)���(y��n)�C���3D������ģ�M��(l��i)�o�����@�(l��i)�����oֹ�����µ�ģ�M���ڒ����^(gu��)���У����ھֲ����ϻ�l����׃�������缤����ǰ�Ę�Ʒ�A(y��)�������������ĩ�\(y��n)��(d��ng)�ͱ����Ϸ����Ӱ��
(؟(z��)�ξ���admin)

 Himed�u(p��ng)����ͬ��ɰĥ����3
Himed�u(p��ng)����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t(y��)�W(xu��)Ժ������3D��
����ǻ�t(y��)�W(xu��)Ժ������3D�� �����(l��i)���٘���(j��ng)Ѫ�����
�����(l��i)���٘���(j��ng)Ѫ����� �Ƅ�(d��ng)ճ�Y(ji��)�����䣨�T��/��
�Ƅ�(d��ng)ճ�Y(ji��)�����䣨�T��/��
- ��Himed�u(p��ng)����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y(ji��)��(g��u)
- ��Divergent��˾��3D��ӡ���g(sh��)�(q��)��(d��ng)��܇(ch��)��
- ������ǻ�t(y��)�W(xu��)Ժ������3D��ӡ�����ƽM��
- �������(l��i)���٘���(j��ng)Ѫ������M(j��n)Ƥ����ֲ��
- ���Ƅ�(d��ng)ճ�Y(ji��)�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F(xi��n)��
- ���X�����������죺���ڿɳ��m(x��)��ҕ�ǵ���
- ��Himed�u(p��ng)����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y(ji��)��(g��u)
- ��Divergent��˾��3D��ӡ���g(sh��)�(q��)��(d��ng)��܇(ch��)��
- ������ǻ�t(y��)�W(xu��)Ժ������3D��ӡ�����ƽM��
- �������(l��i)���٘���(j��ng)Ѫ������M(j��n)Ƥ����ֲ��
- ���Ƅ�(d��ng)ճ�Y(ji��)�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F(xi��n)��
- ���X�����������죺���ڿɳ��m(x��)��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉(j��)�Y(ji��)��(g��u)�{(di��o)���c
 �x�^(q��)�����ۻ�����
�x�^(q��)�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� �Č�(sh��)�(y��n)���������a(ch��n)
�Č�(sh��)�(y��n)���������a(ch��n) 3D��ӡ�ڿ�ǻ�ޏ�(f��)
3D��ӡ�ڿ�ǻ�ޏ�(f��)- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z(y��)���g����䌍(sh��)
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ��(g��)���_��Ф���~�Z(y��)��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ��(zh��n)�_��Ф����ʲô��
- ���C������̻�3D��ӡ���g(sh��)��������(sh��)֬���_(k��i)


