��ȣ��ͺ�ʽ�������켼�g�о��F��lչ
�r�g��2022-10-12 10:20 ��Դ����ȣ��ͺ�ʽ�������켼�g�о��F ���ߣ�admin ��x����
���ߣ��ܕԳ�1��2��3 ��Ӗ�i1��2��3 �A ��1��2��3 ���Ɇ�1��2��3 �o�w��1��2��3��1.��h������W�F����܇�㲿�����g����ʡ���c����ң�2.��h������W��܇�㲿�����g����ʡ�fͬ�������ģ� 3.��h������W��܇���̌WԺ��
ժҪ�����Ԇ��}�Ƽs�����������켼�g�İlչ�c���ã��ͺ�ʽ���������ڽ�Q�Ƽ����Ԇ��}����Ч���@�����߶ȸ����ˏͺ�ʽ�������켼�g���ʽ�c���we����Ҫ���Y�����p�ďͺ��������Ƽ����ξ��Ⱥͱ����|�����Ʒ�����о��Mչ�ͼ��g�lչ��r�����c�u�������Ȳďͺ����켼�ge������ԭ���������������P�I���}���Լ����Ƽ��@�M����������B�����^�����{�ط�����о��F������w�YՓ��ϵ�y��B�˳���늴š���������طN�o���܈��������۳����ӡ��Y�����̑B��׃�����ÙC�ƣ��Լ��طN�܈������£����Č��@�M����B�����W���ܡ����ξ��ȵ��ݻ�Ҏ�ɣ�չ���ˏͺ�ʽ�������켼�gδ���İlչڅ�ݡ�
������������(additive manufacturing��AM)ͨ�^�����S���ֻ�ģ���M�з���Ƭ�����ӯB�ӣ��܉F���s�Π������ǻ���ݶȹ����㲿���Ľ������Σ��Y���ؓ䃞�����g�����Пoģ��������ԡ������̡���Ч�ʡ��ͳɱ������c��Ŀǰ����������������܊������܇������I��õ��V�����á�
�������������^�̞���������ϵĶ̕r����ƽ��ұ���^�̣����Č��@�M���Գߴ�ִ����������������Ƽ������γɚ�ס��A������ӡ��Ѽy��ұ��ȱ�ݣ�����Ӱ����������[1-5]��ͬ�r�����������^���У����w���s�����۳ؿ������̡���ƽ��̑B��׃�����e�������Լ��伱�ᡢ�ⲿ���ҙCе�s����ʹ�Ƽ��ȴ��ڏ��s�����s�������M���������ᑪ���͙Cе�����������׃���c�_�ѣ����ξ����y����Ч����[3-6]����Ό��F���٘����ĸ����ܡ��߾������ij����������L���ԁ�I�����c�о��ͽ�Q�Ć��}��
�����ڲ�ͬԭ�������췽���c�������켼�g�M�Џͺϣ��γɼ�߃��߃��ݵġ�AM+���ͺ�ʽ�������켼�g��������Ч����Ƽ��ij��ξ��Ⱥ����ܡ��ͺ�ʽ��������ͨ�^������������늴š�������o���܈������������������^�̺���̎���A�Σ����F�������Ƽ����@�^�M������/���^ȱ�ݵ����^���ԵĶ�߶��{�أ��@�����܃��������ξ��ȸߵ������Ƽ����ǽ����������쮔ǰ�����ٰlչ����Ҫ����Ҳ�Ǯ�ǰ���܌W�g���Pע�����M���켼�g֮һ���Ї��ƌW���g�f�������طN�܈��o������ĿƌWԭ�����О�2020��ʮ��ǰ�ؿƌW���}֮һ��
1 �ͺ�ʽ����������
������o�����췽���ӹ�ԭ������ͺ�ʽ�������켼�g�ɷ֞������һ���c�����ӹ����ϡ�ȥ����ԭ����Y�ϵ����p�ďͺ����켼�g�������c܈�ơ���졢���衰����������ԭ����Y�ϵ����Ȳďͺ����켼�g�������c����늴š�������طN�܈���Y�ϵ��طN�܈��o���������켼�g��������g�У�����o�������c����������ڹ�����xʽ������fͬʽ��ͬ�����Sʽ���N�ͺ���ʽ��
2 ���p�ďͺ����켼�g
2.1 ��F��
��������������������ξ��Ⱥͱ����|�����Ʒ�������^��ľ����ԣ��y�Ԍ��F�����ֱ�Ӹ߾����Ρ������ڲ��ϡ�ȥ����ԭ���������ӹ���������ξ��Ⱥͱ����|�����Ʒ�����F�������ҷ����Ժá���ˣ������������c�����ӹ��M�Џͺϣ��γ����p�ďͺ����켼�g���ȿ��l�]���������ט��Ρ����Ԅӻ����ơ�����Ч�ʸߡ����������ʸߵă��ݣ��ֿ������������ӹ����ξ��ȸߡ������|���õ����c���Ɍ��F���������Ч���߾��������ܳ������졣
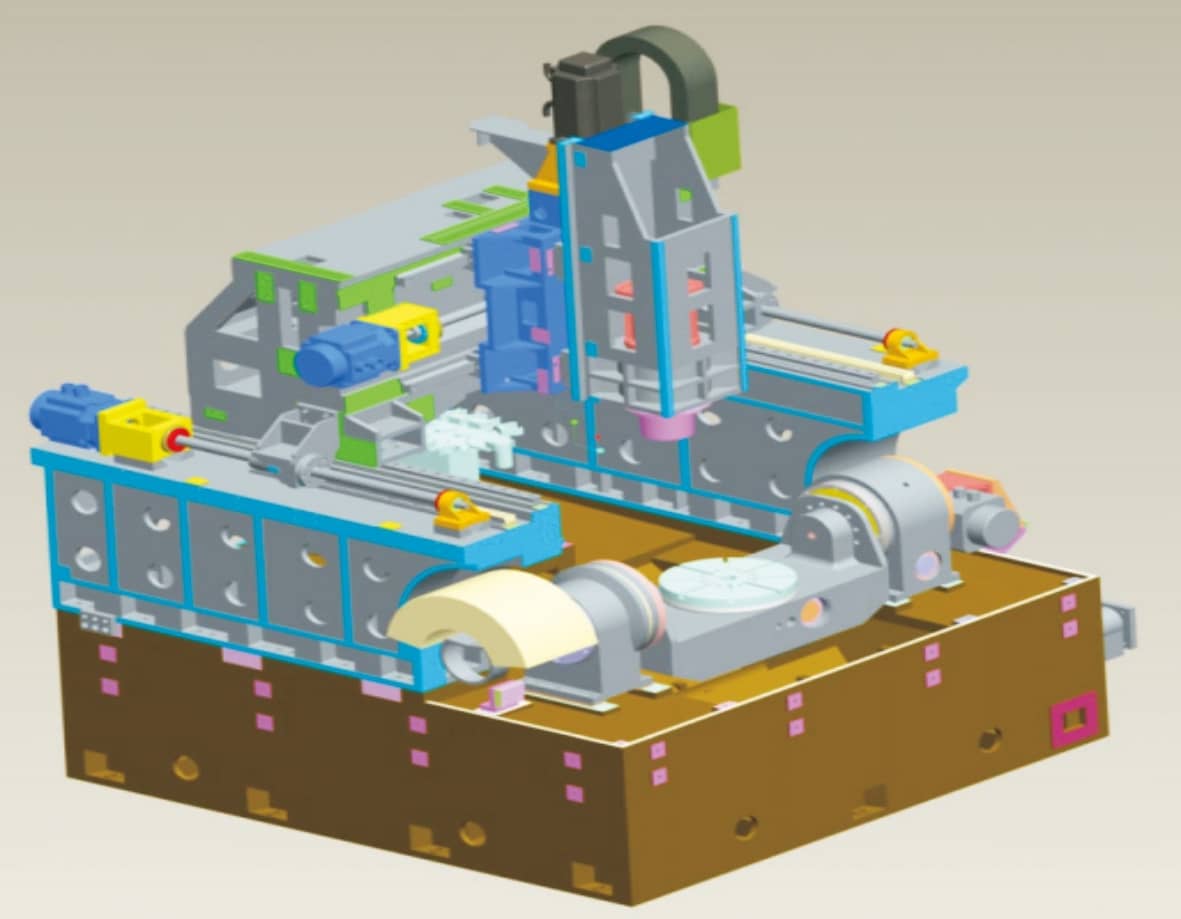
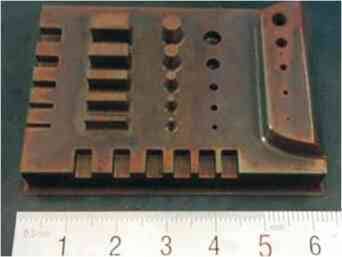
1994�꣬MERZ��[7]�����ڳ��e�����c���ؼӹ����g�M�м��ɣ��״Ό��F�����ġ��p�����켼�g�ͺϣ��ɹ�������������������ϵ�y��308���P䓘������Ƽ����ξ��Ⱥͱ����|���������ߡ��S��������T���о��C������ͬԭ�����������켼�g�c����ӹ����g�M�Џͺϣ��_չ�ˏĹ�ˇ�OӋ��ܛ���_�l���O���аl�ȶ����о��������ɹ��_�l����Ʒ�������p�ďͺ�ʽ����ϵ�y[8-14]�������Ե����R���_�l�� LASERTEC65-3D�ͺϼӹ�����(�D1a)������������Ա����C�Ժ�C������˾�_�l��XKR40-Hybrid���p�ďͺϙC�������(�D1b)���������p�ďͺ�ʽ����ϵ�y�ɹ�ԇ���˸�����㲿��(�D2)��������ξ��Ⱥͱ����|�����õ������ߡ�


���ġ��p������ͺϵ���ʽ�н���fͬʽ������xʽ�ɷN�����ڽ���fͬʽ�����ġ��p�Ľ����M�У�����Ч�pС�����^�����۷e���`��������������ij��ξ���[11]������B�¼ӹ������ߴ���ܛ���A����ĥ�p�ӄ��������s�̡�ͬ�r�����ڳ��ξ���Ҫ���^�ߵ��������B���M�������ӹ����ӑB��������^���У��������ڄӑB׃�Σ���ͨ�^���m���ӹ����ܱ��C�����K���ξ��ȡ�������xʽ�t�������Ľ������ε�ë�����M��С�����������ӹ����Եõ��M�㾫��Ҫ����Ƽ�������e�^�̟�e���^����s�����B�ĕr�L�����w����Ч���^�͡�����B�������ӹ���һ���Գ��ξ����^�ߡ��D3��ʾ����x�ӳ��e�c����ͺϳ��εĽ��ٻ�ƿ[14]�����ġ��p�ąfͬ���棬�����Ƽ��������ȿ��_2.32 ��m�����ξ����^�ߣ��D4��ʾ���x���Լ����ۻ�(SLM)�c����ͺϳ��εĹ��Iģ��[13]�����ġ��p�ąfͬ���棬����ģ�ߎγߴ羫�Ⱥͱ����|���^�ã������ܶȸ��_99.2%���D5��ʾ��늻�����(WAAM)�c����ͺϳ��εĹ��Iģ��[11]�����ġ��p�Ĺ�����x����ͨ�^���ī@�ý������ε�ë�ߣ���С����������ӹ��_�������K���ξ��ȣ�����ڂ��y���ؼӹ����r�g�s��42%���ɱ�����28%��


2.2 �P�I���}
�P�����p�ďͺ����켼�g�lչ�c���ã������c��Q�����P�I���}���ٲ�ͬ���ļ�����ͺϹ�ˇ�£����Č��@�^�M�������^���Զ�߶��ݻ�Ҏ�ɣ������ġ��p�ďͺ��^�����@�^�M�������^���Եąfͬ�{�أ������ġ��p���^���У��ӑB׃��Ӱ����Ƽ����ξ��Ⱥͱ����|���Ŀ��ƣ��ܲ�ͬ��������r�C���l�����Ƽ��ij���Ч�ʺͳ��ξ��ȵ�ƽ�⣻�ݟo��sҺ���ߜء��ߚ������������^���е��ߵ�ܛ������B��ĥ�p���Ӊۡ�
ժҪ�����Ԇ��}�Ƽs�����������켼�g�İlչ�c���ã��ͺ�ʽ���������ڽ�Q�Ƽ����Ԇ��}����Ч���@�����߶ȸ����ˏͺ�ʽ�������켼�g���ʽ�c���we����Ҫ���Y�����p�ďͺ��������Ƽ����ξ��Ⱥͱ����|�����Ʒ�����о��Mչ�ͼ��g�lչ��r�����c�u�������Ȳďͺ����켼�ge������ԭ���������������P�I���}���Լ����Ƽ��@�M����������B�����^�����{�ط�����о��F������w�YՓ��ϵ�y��B�˳���늴š���������طN�o���܈��������۳����ӡ��Y�����̑B��׃�����ÙC�ƣ��Լ��طN�܈������£����Č��@�M����B�����W���ܡ����ξ��ȵ��ݻ�Ҏ�ɣ�չ���ˏͺ�ʽ�������켼�gδ���İlչڅ�ݡ�
������������(additive manufacturing��AM)ͨ�^�����S���ֻ�ģ���M�з���Ƭ�����ӯB�ӣ��܉F���s�Π������ǻ���ݶȹ����㲿���Ľ������Σ��Y���ؓ䃞�����g�����Пoģ��������ԡ������̡���Ч�ʡ��ͳɱ������c��Ŀǰ����������������܊������܇������I��õ��V�����á�
�������������^�̞���������ϵĶ̕r����ƽ��ұ���^�̣����Č��@�M���Գߴ�ִ����������������Ƽ������γɚ�ס��A������ӡ��Ѽy��ұ��ȱ�ݣ�����Ӱ����������[1-5]��ͬ�r�����������^���У����w���s�����۳ؿ������̡���ƽ��̑B��׃�����e�������Լ��伱�ᡢ�ⲿ���ҙCе�s����ʹ�Ƽ��ȴ��ڏ��s�����s�������M���������ᑪ���͙Cе�����������׃���c�_�ѣ����ξ����y����Ч����[3-6]����Ό��F���٘����ĸ����ܡ��߾������ij����������L���ԁ�I�����c�о��ͽ�Q�Ć��}��
�����ڲ�ͬԭ�������췽���c�������켼�g�M�Џͺϣ��γɼ�߃��߃��ݵġ�AM+���ͺ�ʽ�������켼�g��������Ч����Ƽ��ij��ξ��Ⱥ����ܡ��ͺ�ʽ��������ͨ�^������������늴š�������o���܈������������������^�̺���̎���A�Σ����F�������Ƽ����@�^�M������/���^ȱ�ݵ����^���ԵĶ�߶��{�أ��@�����܃��������ξ��ȸߵ������Ƽ����ǽ����������쮔ǰ�����ٰlչ����Ҫ����Ҳ�Ǯ�ǰ���܌W�g���Pע�����M���켼�g֮һ���Ї��ƌW���g�f�������طN�܈��o������ĿƌWԭ�����О�2020��ʮ��ǰ�ؿƌW���}֮һ��
1 �ͺ�ʽ����������
������o�����췽���ӹ�ԭ������ͺ�ʽ�������켼�g�ɷ֞������һ���c�����ӹ����ϡ�ȥ����ԭ����Y�ϵ����p�ďͺ����켼�g�������c܈�ơ���졢���衰����������ԭ����Y�ϵ����Ȳďͺ����켼�g�������c����늴š�������طN�܈���Y�ϵ��طN�܈��o���������켼�g��������g�У�����o�������c����������ڹ�����xʽ������fͬʽ��ͬ�����Sʽ���N�ͺ���ʽ��
2 ���p�ďͺ����켼�g
2.1 ��F��
��������������������ξ��Ⱥͱ����|�����Ʒ�������^��ľ����ԣ��y�Ԍ��F�����ֱ�Ӹ߾����Ρ������ڲ��ϡ�ȥ����ԭ���������ӹ���������ξ��Ⱥͱ����|�����Ʒ�����F�������ҷ����Ժá���ˣ������������c�����ӹ��M�Џͺϣ��γ����p�ďͺ����켼�g���ȿ��l�]���������ט��Ρ����Ԅӻ����ơ�����Ч�ʸߡ����������ʸߵă��ݣ��ֿ������������ӹ����ξ��ȸߡ������|���õ����c���Ɍ��F���������Ч���߾��������ܳ������졣
1994�꣬MERZ��[7]�����ڳ��e�����c���ؼӹ����g�M�м��ɣ��״Ό��F�����ġ��p�����켼�g�ͺϣ��ɹ�������������������ϵ�y��308���P䓘������Ƽ����ξ��Ⱥͱ����|���������ߡ��S��������T���о��C������ͬԭ�����������켼�g�c����ӹ����g�M�Џͺϣ��_չ�ˏĹ�ˇ�OӋ��ܛ���_�l���O���аl�ȶ����о��������ɹ��_�l����Ʒ�������p�ďͺ�ʽ����ϵ�y[8-14]�������Ե����R���_�l�� LASERTEC65-3D�ͺϼӹ�����(�D1a)������������Ա����C�Ժ�C������˾�_�l��XKR40-Hybrid���p�ďͺϙC�������(�D1b)���������p�ďͺ�ʽ����ϵ�y�ɹ�ԇ���˸�����㲿��(�D2)��������ξ��Ⱥͱ����|�����õ������ߡ�
(a)���R��LASERTEC65-3D�ͺϼӹ�����
(b)�����C�ԺXKR40-Hybrid���p�ďͺϙC��
�D1 ���p�ďͺϼӹ��C��
�D2 ���R��LASERTEC65-3D�ӹ��ĸ�������
���ġ��p������ͺϵ���ʽ�н���fͬʽ������xʽ�ɷN�����ڽ���fͬʽ�����ġ��p�Ľ����M�У�����Ч�pС�����^�����۷e���`��������������ij��ξ���[11]������B�¼ӹ������ߴ���ܛ���A����ĥ�p�ӄ��������s�̡�ͬ�r�����ڳ��ξ���Ҫ���^�ߵ��������B���M�������ӹ����ӑB��������^���У��������ڄӑB׃�Σ���ͨ�^���m���ӹ����ܱ��C�����K���ξ��ȡ�������xʽ�t�������Ľ������ε�ë�����M��С�����������ӹ����Եõ��M�㾫��Ҫ����Ƽ�������e�^�̟�e���^����s�����B�ĕr�L�����w����Ч���^�͡�����B�������ӹ���һ���Գ��ξ����^�ߡ��D3��ʾ����x�ӳ��e�c����ͺϳ��εĽ��ٻ�ƿ[14]�����ġ��p�ąfͬ���棬�����Ƽ��������ȿ��_2.32 ��m�����ξ����^�ߣ��D4��ʾ���x���Լ����ۻ�(SLM)�c����ͺϳ��εĹ��Iģ��[13]�����ġ��p�ąfͬ���棬����ģ�ߎγߴ羫�Ⱥͱ����|���^�ã������ܶȸ��_99.2%���D5��ʾ��늻�����(WAAM)�c����ͺϳ��εĹ��Iģ��[11]�����ġ��p�Ĺ�����x����ͨ�^���ī@�ý������ε�ë�ߣ���С����������ӹ��_�������K���ξ��ȣ�����ڂ��y���ؼӹ����r�g�s��42%���ɱ�����28%��
�D3 ���x�ӳ��e�c����ͺϳ��εĽ��ٻ�ƿ[14]
�D4 SLM�c����ͺϳ��εĹ��Iģ��[13]
�D5 WAAM�c����ͺϳ��εĹ��Iģ��[11]
2.2 �P�I���}
�P�����p�ďͺ����켼�g�lչ�c���ã������c��Q�����P�I���}���ٲ�ͬ���ļ�����ͺϹ�ˇ�£����Č��@�^�M�������^���Զ�߶��ݻ�Ҏ�ɣ������ġ��p�ďͺ��^�����@�^�M�������^���Եąfͬ�{�أ������ġ��p���^���У��ӑB׃��Ӱ����Ƽ����ξ��Ⱥͱ����|���Ŀ��ƣ��ܲ�ͬ��������r�C���l�����Ƽ��ij���Ч�ʺͳ��ξ��ȵ�ƽ�⣻�ݟo��sҺ���ߜء��ߚ������������^���е��ߵ�ܛ������B��ĥ�p���Ӊۡ�
(؟�ξ���admin)

��һƪ����������܊ꑑ������h�����ڱ��ϣ��������켼�g
��һƪ������������ڽ���3D��ӡ���g������խh�������հl��������ИI�lչ
��һƪ������������ڽ���3D��ӡ���g������խh�������հl��������ИI�lչ
 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D�� ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��������
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ����c����
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


