��ȣ��ͺ�ʽ�������켼�g�о��F��lչ(2)
�r�g��2022-10-12 10:20 ��Դ����ȣ��ͺ�ʽ�������켼�g�о��F ���ߣ�admin ��x����
3 ���Ȳďͺ����켼�g
3.1 ��F��
���p�ďͺ������܉���Ч����Ƽ����ξ��Ⱥͱ����|���������Ƽ��@�^�M���ͺ��^���ܵ��{��Ч�������@��������܈�ơ���졢���輼�g�����Ȳďͺ����켼�g���������^���л��̎���A�Σ�ͨ�^����Cе���܈����������Čӣ�ֲ��һ����ȵ�����׃�Σ��������ČӾ����ΑB���@�M���͑�����B�����Ԍ��F���Ƽ����^���W���ܵ���Ч���ơ�
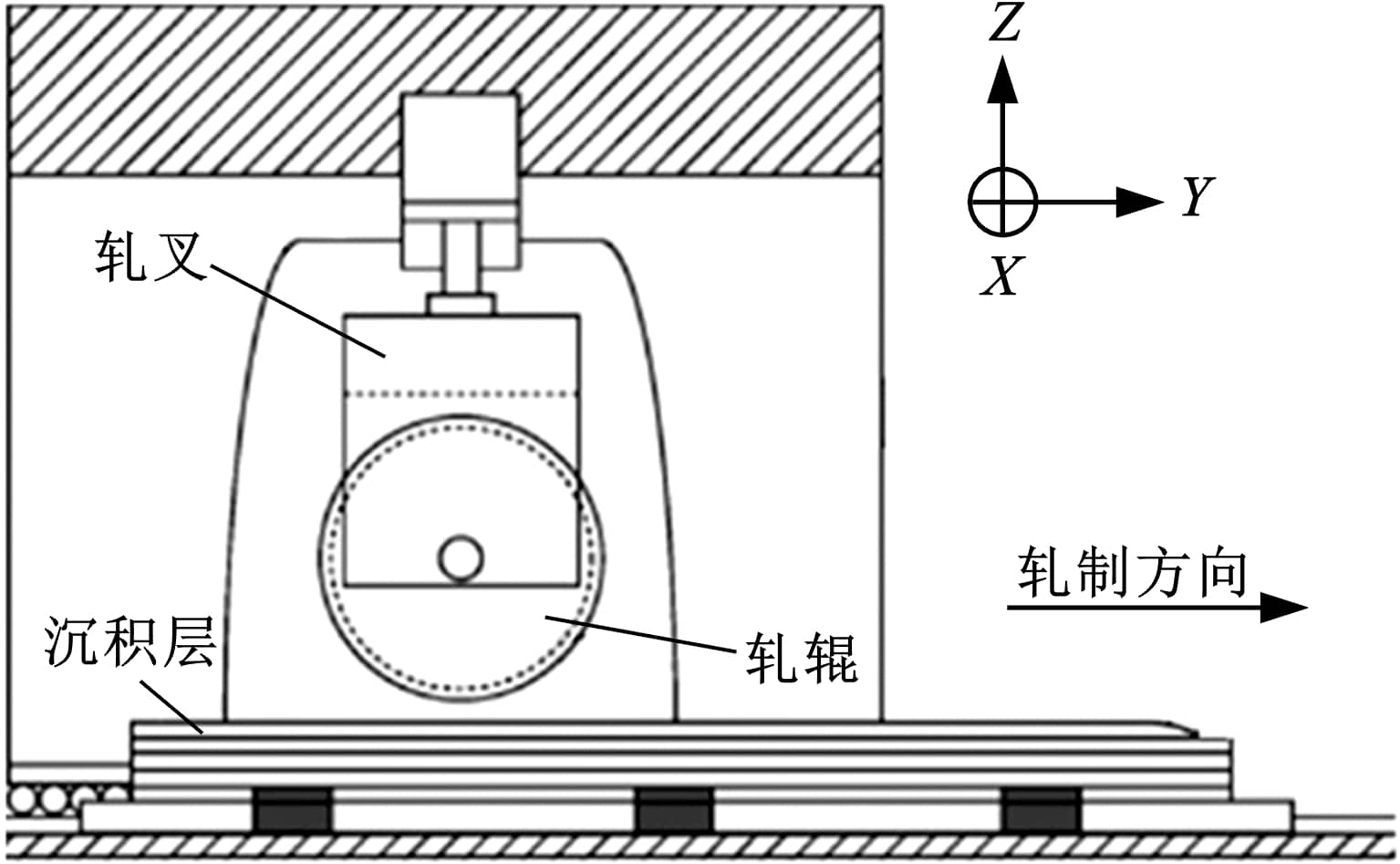
�c܈�ƽY�ϵ����Ȳďͺ��������о���V���ďͺ�ʽ�������켼�g��܈���ܮa��������׃�Σ�ʹ���ČӃȲ�ȱ�ݱ����ϣ��@�ýM�����ܡ��������������ĽM���������Čӱ����|���^�ߣ����m�ӹ������^С���F�A�δ��ڃɷN��ˇ������һ��܈���c���Ľ���fͬ�Č��g��܈������܈�ƌ�����ͬ�����S���S����܈���ɷN��ˇ������ǰ��̎�ڌ���о��A�Σ����P����O��������IJ��ֺ;����������ܵ�܈�Ʋ��ֽM�ɣ������r��Ҫ���͉����O��(����≺��Һ���O��)�a�����_��ʮǧţ�ĺ㶨܈����[15]����ʹ���ČӰl���B�m���������׃�Ρ�
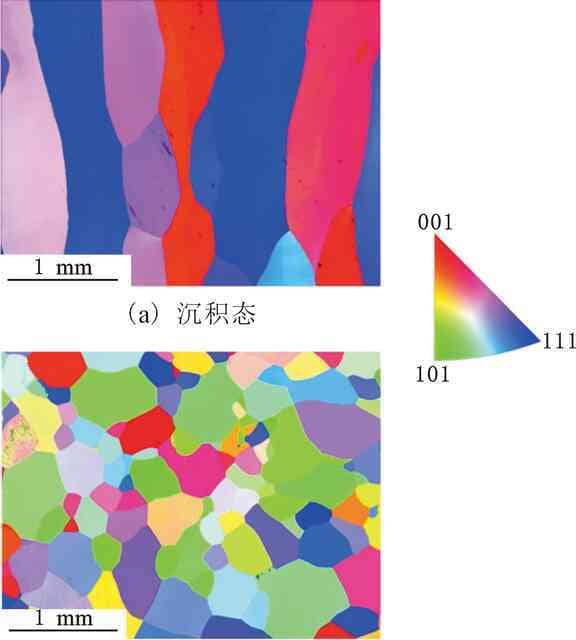
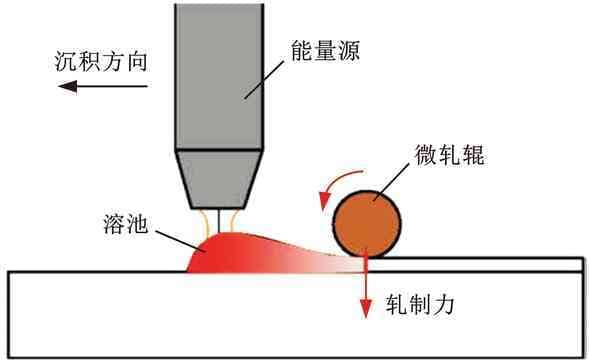
�īI[16-17]���Ì��g��܈��ˇ(ԭ����D6��ʾ)���քe����̼䓡����g�����Ƽ��M������܈��̎����ͨ�^���g��܈�ڳ��e�����γ���һ�Ӿ���һ����ȵ�����׃�Όӣ�׃�Ό��ں��m���e�ӷ��͟�ѭ�h�����°l���ٽY�������e�Ӿ����l���������õ����S�C�����ĸ���ͬ�Բ��ϽM��(�D7)���īI[18]�_�l��һ�N���ͮ���܈݁(�D8)��ԓ܈݁�����Ќ��ںͽ������������ČӾ�������Ч���@�����īI[19-22]��Ti-6Al-4V⁺Ͻ��_չ����Ƶ��о������������YՓ֮�⣬߀�l�F�����ԑ�׃�¦¾��M�������Ϳ����a����ԭ������ǣ�׃�Ό��ڿ����؏ͼӟ�r�S�¾����L��a�����˻��\������D9��ʾ��
�D6 ���g��܈��ˇԭ��D[16]
(b)���g��܈��ˇ
�D7 ���e�B�c���g��܈��ˇ�����ΑB��ȡ��[17]
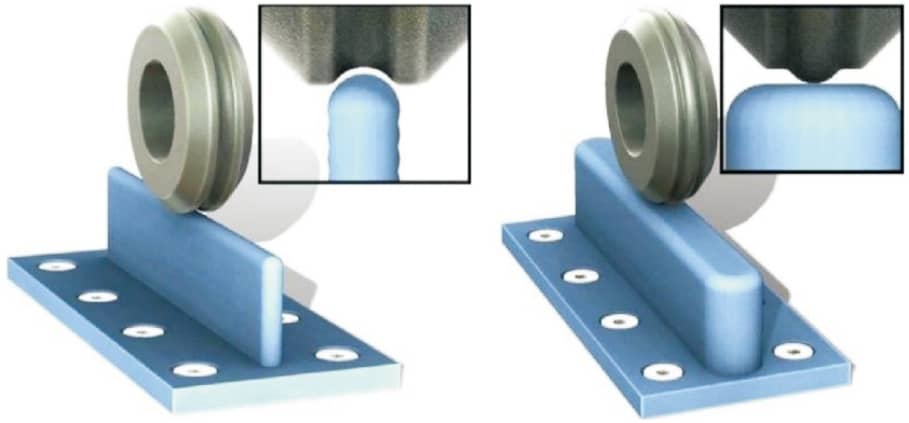
(a)������܈݁ (b)���ںͽ���������܈݁
�D8 ���ͮ���܈݁[18]
�D9 Ti-6Al-4V �¾����L��a���˻��\����[19]
�īI[23-25]���Ì��g��܈��ˇ̎���X�Ͻ������Ƽ����l�F���g��܈��ˇ��ʹ���ČӃȲ�С��װl���]�ϣ��M���������ܣ����ȴ����ߣ������ԅsδ�ܓp�����g��܈�����Čӵď����C�ƣ�������׃��������������֮�⣬�Ͻ�Ԫ��߀������׃�����°l�����������īI[26]Ҳ�l�F܈������׃���ܴ��M�Ͻ�Ԫ�ع��������Ļ��w�����w�S�r�g�l����Ȼ�rЧʹ�Ï��Ⱥ�Ӳ�ȴ����ߡ�����֮�⣬߀�l�F������܈���X�Ͻ����ČӚ��������Ŀ���Ч���^������܈���ã��܉���Ч�ؿ��ƚ���׃�Ρ�
ZHANG��[27-28]�_�l��һ�N��������܈݁��ͬ�����S�ͺ��������켼�g(HDMR)��܈݁���S�۳،����Č��M��ͬ����܈(�D10)��܈�ƽ���Ĝضȿ�ͨ�^�{��܈݁�������ĸ��S���x����׃��ͨ�^�ڊW���wδ�ٽY���ضȅ^��܈����˲��ϽY���ȣ��@����ƽ�������ߴ��7 ��m�ļ����M�����Ƽ������Wָ�˴�����(�D11)��
�D10 HDMRԭ��D[27]
�D11 �S����܈��ˇ�����ČӸ������W����[28]
�c��켼�g�Y�ϵ����Ȳďͺ����쌢Ч�ʸߡ��M�����܃������������c�����Ե����������M�Џͺϣ��l�]���߃��ݣ��Ɍ��F���s�Y���������Ƽ��Ľ������Ρ���ǰ���ڃɷN�ͺ���ͣ����cģ味������w���ͺ��ͺ��c�Cе�N���ֲ����ͺ��͡�
�cģ味������w���Y�ϵ����Ȳďͺ�������鹤����xʽ��MEINERS��[29]���A���ε�呼���ͨ�^��ĩ������ٳ��e(P-LMD)��늻�����(WAAM)�ɷNAM���g�ɹ��������µĽY������(�D12)���ȱ��C������Ч����������������ԣ����Ȃ��y��죬���������������50%��

�D12 �A����T�ν���呼�ͨ�^P-LMD��WAAM���������ӏ���[29]
BAMBACH��[30]��Ti-6Al-4V�A���ε�呼����M��WAAM���죬��WAAM�Ƽ��M�П�味��Σ��քe�о��˃ɷN�ͺ����칤ˇ���@�^�M�������W�����ݻ�Ҏ�ɣ��Y���������ą^�c���^����ұ��Y�����ã��I�υ^�������ܿ��_�����Ҫ����չ���Ե���呼������^�T��Ҫ�ߣ�MA��[31]��Ti-6Al-4V���������I�υ^�@�^�M�������W���ܵ��о��l�F���I�υ^���γɶ��Ώ���������w�����^���wҪ�ã�ԓ�YՓ�c�īI[30]�YՓһ�¡�ͬ�r��߀�l�F��WAAM�Ƽ��M�П�呺ͺ��m��̎�����Ƽ����ȡ������ʵ����W����ָ�˾����F���^��̶ȵ���ߣ����w�����c呼��ஔ(�D13)��
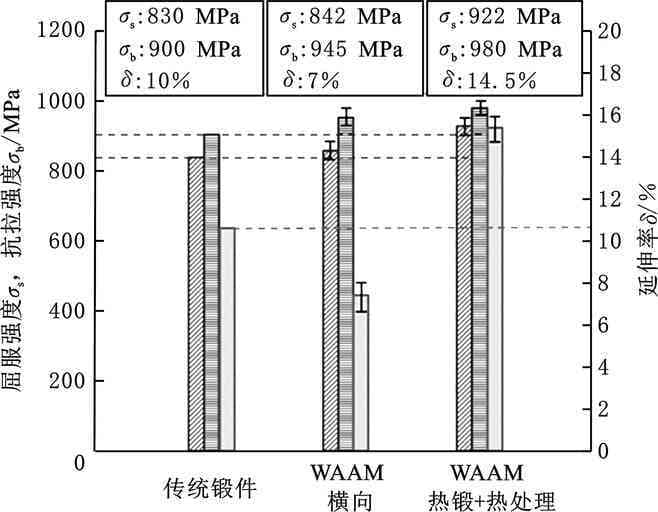
�D13 WAAM�Ƽ����+��̎����ˇ�c���e�B�����y呼����W���܌���[30]
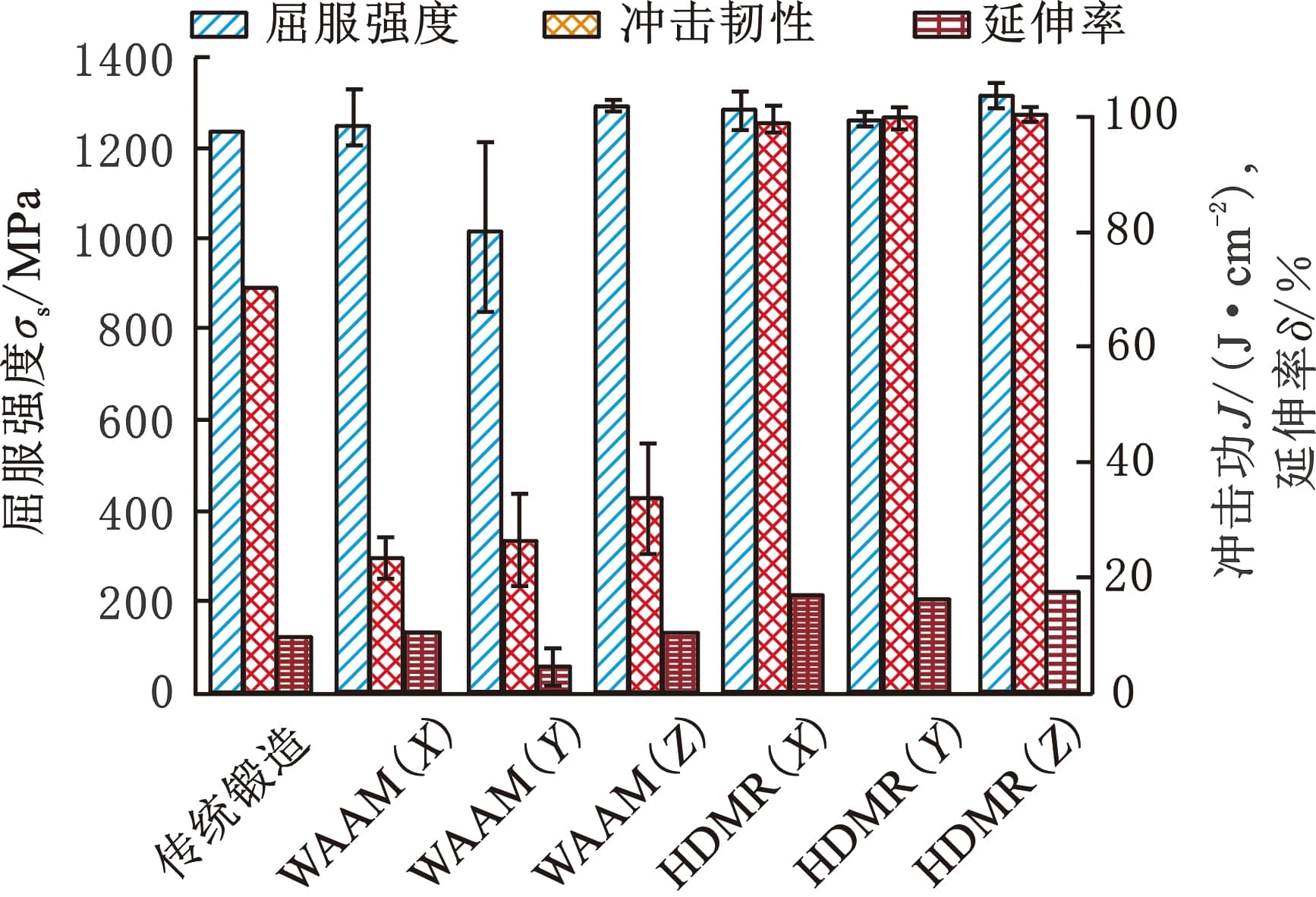
�īI[32-33]�о��˲�ͬ�������Ĺ�ˇ�͟�味��ι�ˇ�����P䓳��μ��@�^�M�������W���ܵ�Ӱ푣����ĺ��M�иߜ؟�呣��Ƽ���϶�����@���ͣ����ܶȿ��_99%���ϣ������ߴ����pС�����������̶ȳ�7��(�D14)�����Č����W�����@����ߡ�

(a)���e�B (b)900 ��׃����5% (c)1040 ��׃����5% (d)900 ��׃����30% (e)1040 ��׃����30%
 (f)���e�B (g)900 ��׃����5% (h)1040 ��׃����5%(i)900 ��׃����30% (j)1040 ��׃����30%
(f)���e�B (g)900 ��׃����5% (h)1040 ��׃����5%(i)900 ��׃����30% (j)1040 ��׃����30%
�D14 ��ͬ�����c��呹�ˇ�����ČӾ����ΑB׃��[33]
�c�Cе�N���ֲ����Y�ϵ����Ȳďͺ����죬��ǰ�о�����^�٣������ý���fͬ�ķ�ʽ�c��Ч��������늻����������M�Џͺϡ��N���N�^�ߴ��^С���c�����Ľ��|��ʽ���c���|����������|�������܈�ƹ�ˇ�ľ����|��������|�����и��ߵ����ɶȣ��ӹ��r�ܹ����Π�������^С�����⣬�N���������Þ���B�m�Զ���g���_������������˲�g�_���������Õr�g�O�̣�˲�g���|���^��ͨ�^�����С����׃�ηe�ۣ���K��ʹ���ČӮa���^�������׃�Σ��o������O���ṩ���_��ʮǧţ�ij��m�o�������܉�ͳ��d�������Ĺ��I�C���˽Y�ϫ@�ø��ߵļӹ����ɶȣ��ɝM����s�Π�����ļӹ������F�A���N��׃�����y�Ԍ��F���_���ƣ����ξ����^܈�Əͺ�ʽ��������Ҫ�͡�
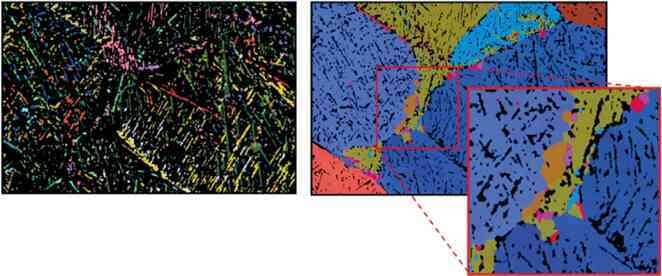
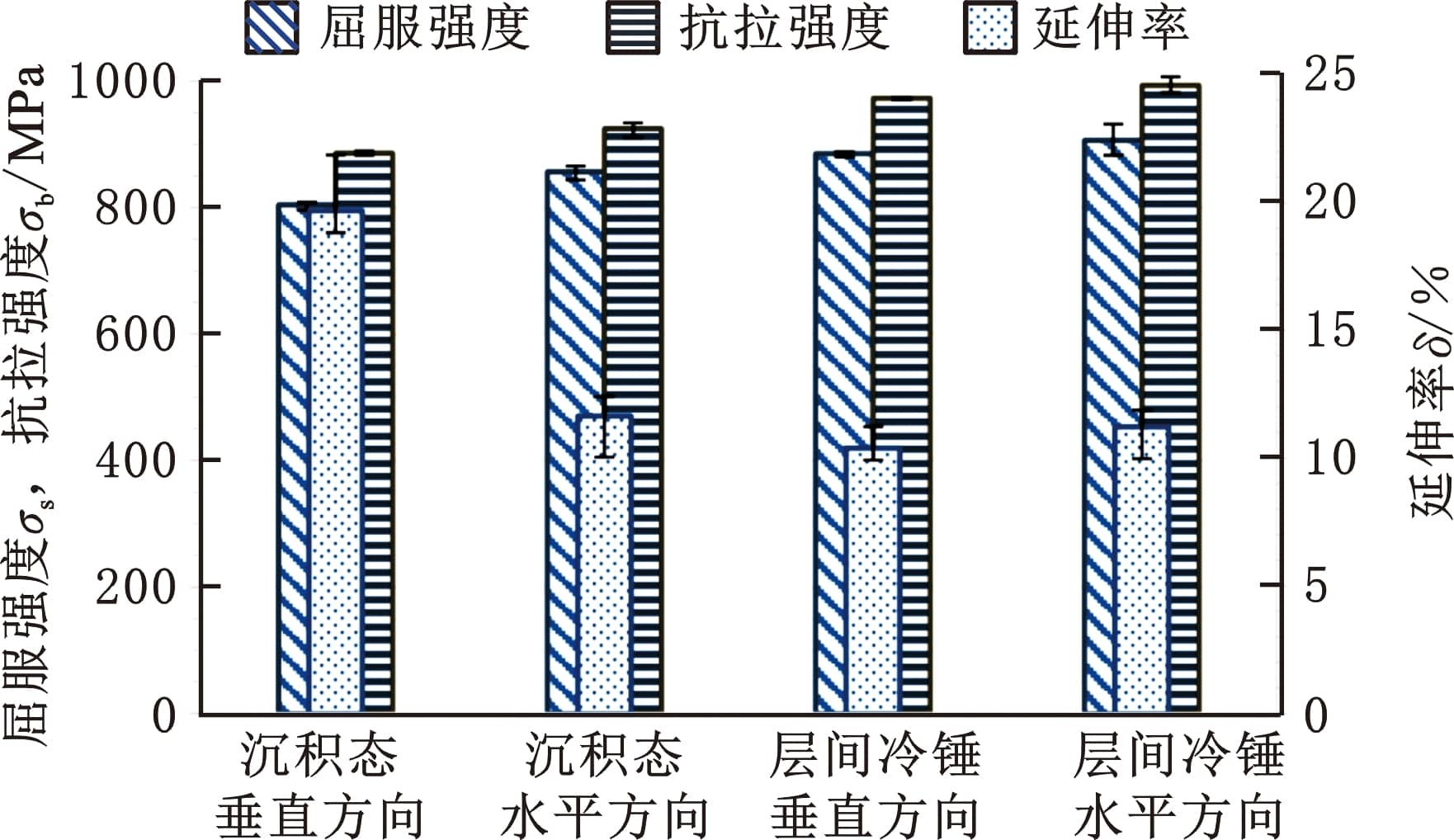
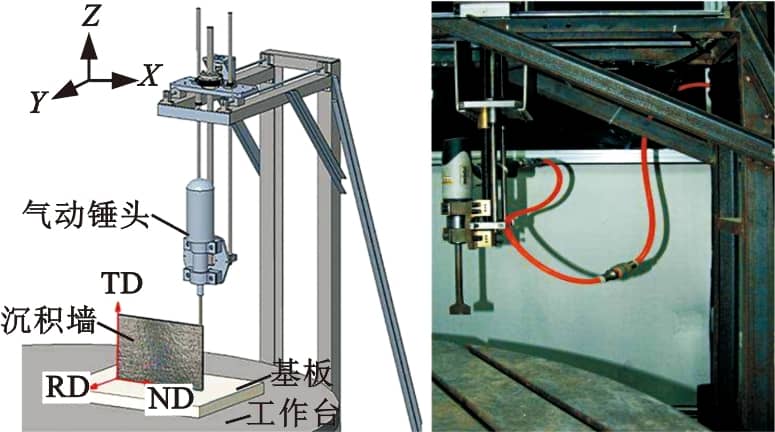
HÖNNIGE��[15��34-35]���������ɶ�ABB���I�C�����\�d�߾��Ț���N���O�䘋�����N���M�������Ì��g���N��ˇ��Ti-6Al-4V���Čӱ��ֲ��������׃�Σ����S���m���e�ӟ�ѭ�h�@���˴�������׃����ȵļ����^�����W�����������(�D15)��XIONG��[36]�������Ƶķ�ʽ�����ö����ɶȰ����C�����ֱ��\�d������늄��N���b��(�D16)��ͨ�^���əC�����M�Ѕfͬ���ƣ������N�^�c�����Ĺ���λ�ˣ��Ɍ��F���N�^��������ͬ�������x���S���ڽӽ������ٽY���ضȕr�M���S�ӵ��l�N����ʹ���Čӱ�Ӱl��һ���̶ȵ�����׃�Σ��a�����ܶ�λ�e�������Čӱ���γ�һ�������ā��Y����ƽ�������ߴ�pС�����Č����w���ȵõ����^��̶ȵ���ߣ�FANG��[37]���������ɶ��\�d�C���\�d����N���b��(�D17)����2319�X�Ͻ����Č��ں�����s��50 ��r�M�Ќ��g�N�������ČӾ����������@�����^�ڳ��e�B�������ߴ�pС����1/10(�D18)�����S�����ܶȵ�λ�e�����Č����W���ܴ������ߣ���������[38]���õ��N���M���ɴ������T�C����(ԭ���c�īI[37]���)�\�d����N���O�䘋�ɣ�ԓ�\�d�C�����w�δ��d�������������Ժã���Ҳ�������\�����ɶ��^�٣����c�����l�������x����Ȇ��}�������õ��N���O��鹤���Ú�怣��ɱ��������_�������N���\���y�Ԝʴ_���ƣ����ξ����^�͡�ԓ�о�ͨ�^�����c���Y�ϵķ�ʽ�l�F�������N���������Ӄȑ���Ч���@����
�D15 ���g���N��ˇ�c���e�B���W���܌���[34]

�D16 �C�����ֱ��\�d늄��N���b��[36]
�D17 �����ɶșCе�N���M��[37]
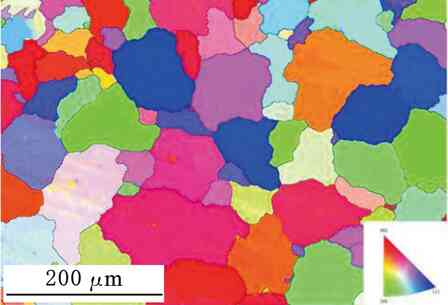
(a)���e�B
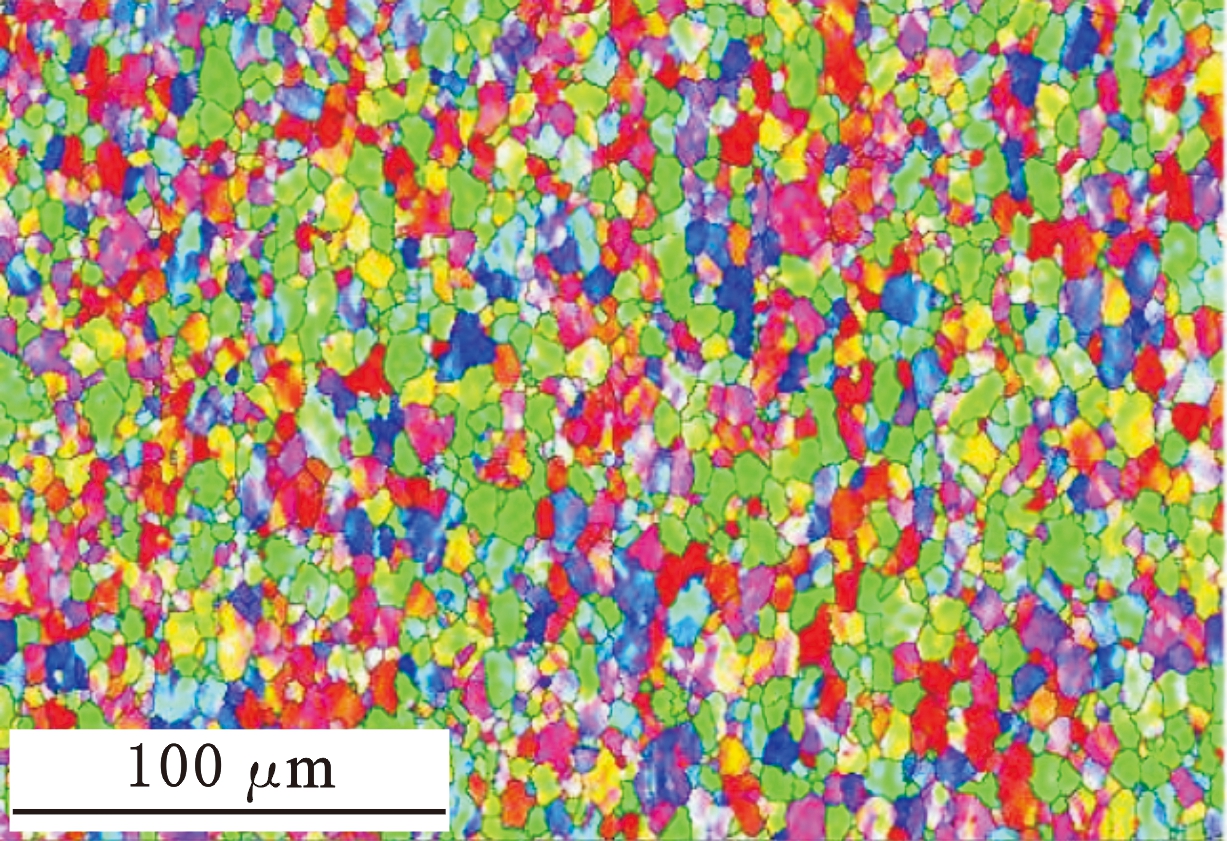
(b)���g���N��ˇ
�D18 ���e�B�c���g���N��ˇ�����ΑB[37]
Fig.18 Grain morphologies of as-deposited and inter-layer cold hammering[37]
(؟�ξ���admin)

��һƪ����������܊ꑑ������h�����ڱ��ϣ��������켼�g
��һƪ������������ڽ���3D��ӡ���g������խh�������հl��������ИI�lչ
��һƪ������������ڽ���3D��ӡ���g������խh�������հl��������ИI�lչ
 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D�� ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��������
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ����c����
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


