��ȣ���(f��)��ʽ�������켼�g(sh��)�о��F(xi��n)��l(f��)չ(3)
�r(sh��)�g��2022-10-12 10:20 ��(l��i)Դ����ȣ���(f��)��ʽ�������켼�g(sh��)�о��F(xi��n) ���ߣ�admin ��x����
�c����Y(ji��)�ϵ����Ȳď�(f��)������ͨ�^(gu��)�����Čӱ��ֲ��������׃�Σ���(sh��)�F(xi��n)���Č����w���ܵ���ߣ����鹤����xʽ��(f��)�ϣ����Ժ�̎���ķ�ʽ��(du��)�����Ƽ��M(j��n)�Џ�(qi��ng)��̎���������(l��i)���ЙC(j��)е����(SP)��������(USP)�ͼ��⇊��(LSP)���(l��i)��ǰ���ߞ�C(j��)е���|ʽ��(qi��ng)����ͨ�^(gu��)���ٌ�(sh��)�w�����_���Ƽ����挍(sh��)�F(xi��n)�Ƽ����揊(qi��ng)��������LSP��ǽ��|ʽ��(qi��ng)�����o(w��)��(sh��)�w�����a(ch��n)����ͨ�^(gu��)���ܼ������ý��ٱ��挍(sh��)�F(xi��n)���揊(qi��ng)�����Ɍ�LSP�О��طN�܈�(ch��ng)�o���������졣
ALMANGOUR��[39]�����ĺ�̎���A�Σ�ͨ�^(gu��)�C(j��)е���茦(du��)�������IJ��P��Ƽ��M(j��n)��̎����ͨ�^(gu��)���Ƽ�����ֲ������׃�Σ���ʹ�����W���w�D(zhu��n)�����R���w�����T��(d��o)��Ӱl(f��)��������(x��)��(�D19)���Ƽ�����ֲڶȽ��ͣ�Ӳ�ȡ�������(qi��ng)�ȡ���ĥ�Ե����W(xu��)����ָ��(bi��o)�õ��^��̶���ߣ��īI(xi��n)[40-41]�����������茦(du��)⁺Ͻ��X�Ͻ����ĺ��p�M(j��n)�Џ�(qi��ng)��̎�����l(f��)�F(xi��n)�����茦(du��)���p�����^��ò��Ӱ��^С�����p����δ�l(f��)�����@������׃�Σ�����Ӿ����s�l(f��)�����^��̶ȵļ�(x��)��(�D20)�����Čӿ�϶�ʽ��ͣ����ϵď�(qi��ng)��Ҳ�õ�����(y��ng)���ӣ������Ԝp������D21��ʾ��
(a)���e�B(t��i)�D���|(zh��)��ӳ��(b)�C(j��)е����D���|(zh��)��ӳ��
(c)���e�B(t��i)����ȡ��D (d)�C(j��)е���辧��ȡ��D
�D19 �C(j��)е���蹤ˇ�c���e�B(t��i)�����ΑB(t��i)��(du��)��[39]
(a)���e�B(t��i) (b)��������
�D20 ���e�B(t��i)�c�������蹤ˇ�����ΑB(t��i)[40]
�D21 �����蹤ˇ�ͳ��e�B(t��i)���W(xu��)���܌�(du��)��[40]
3.2 �P(gu��n)�I��(w��n)�}
�P(gu��n)�����Ȳď�(f��)�����켼�g(sh��)�l(f��)չ�c��(y��ng)�ã������c(di��n)��Q�����P(gu��n)�I��(w��n)�}����������܈�(ch��ng)�£�����׃�γ̶ȡ�׃�Μضȡ�׃�����ʡ������l�ʵ��c���������γɵď�(f��)�Ϲ�ˇ����(sh��)��(du��)���Č��@�^�M�������^���W(xu��)���ܵĶ�߶��ݻ�Ҏ(gu��)�ɣ���������܈�(ch��ng)�£������Ƽ��@�^�M���ͺ��^���Ե�����(d��ng)���ƣ���������܈�(ch��ng)�£��ֲ�׃�΅^(q��)�c���m(x��)���e�ӽY(ji��)�υ^(q��)����Ŀ��Ƽ���(qi��ng)������������܈�(ch��ng)�£����������^(gu��)���Є�(d��ng)�B(t��i)׃�εĿ��Ƽ���������������܈�(ch��ng)��ͬ����r(sh��)�C(j��)���l���£��Ƽ�����Ч���c�����|(zh��)����ƽ�⣻���ⲿ���܈�(ch��ng)�o���O(sh��)���c�����O(sh��)�����F(xi��n)��Ŀ��ƣ����ⲿ���܈�(ch��ng)�(l��i)�͡����܅���(sh��)���ܺġ��ɱ��c������ξ��ȡ��|(zh��)����ƽ�⡣
4 �طN�܈�(ch��ng)�o���������켼�g(sh��)
4.1 ��F(xi��n)��
ǰ���(l��i)��(f��)��ʽ�������켼�g(sh��)����(du��)��(y��ng)������o�����������|ʽ���췽���������O(sh��)����漰Ч�ʵȆ�(w��n)�}���طN�܈�(ch��ng)�o���������켼�g(sh��)ͨ�^(gu��)����늴š�����ȷǽ��|ʽ��������Դ��������Ч��(y��ng)����������������ȫ�^(gu��)�̣��������Č��@�^�M��������Ƽ����^���ԣ��Ǯ�(d��ng)ǰ��Ѹ�ٰl(f��)չ�����M(j��n)���켼�g(sh��)��
����늴��(l��i)�طN�܈�(ch��ng)�o����������քeͨ�^(gu��)���l������늴�Ч��(y��ng)�����������۳ص��γɺ������^(gu��)�̣���׃?n��i)۳��γɵ������^(gu��)�����۳�����(d��ng)��������|(zh��)���Y(ji��)���κˡ��̑B(t��i)��׃Ҏ(gu��)�ɣ��M(j��n)���������ČӾ����ΑB(t��i)���@�M������(y��ng)����B(t��i)�ͺ��^���ԣ��ɚw��ͬ�����Sʽ��(f��)���������켼�g(sh��)��
�īI(xi��n)[42-43]���ó������O(sh��)�����������Ļ���(�D22)��ͨ�^(gu��)���l�����ڽ��ٻ����(n��i)�Ă�����(sh��)�F(xi��n)��(du��)�����۳صČ�(sh��)�r(sh��)���ã��о��˳����(d��ng)��(du��)懻��Ͻ����ĽM�������W(xu��)���ܵ�Ӱ푣��о��Y(ji��)�����������(d��ng)ͨ�^(gu��)��(du��)�����۳صĿջ�����Ч��(y��ng)���ɴ��M(j��n)���ĽM�������p�ٵڶ������������׃�������ΑB(t��i)��߀�Ɍ�(sh��)�F(xi��n)���ĽM��������(x��)��(�D23)���M(j��n)�����������Ƽ������W(xu��)���ܡ��īI(xi��n)[44]ͨ�^(gu��)ABB�C(j��)�����\(y��n)�d�������O(sh��)������x���S����?zhu��n)��?sh��)�F(xi��n)���l�����(d��ng)��(du��)Ti-6Al-4V�����۳ص�ͬ�����S���ã��о������ߏ�(qi��ng)�ȳ���ͨ�^(gu��)�ջ�����Ч��(y��ng)�ڽ��������^(gu��)���п���Ч�������w�������L(zh��ng)����������(g��u)��(qi��ng)�ȣ���(x��)������@�^�M�����M(j��n)�����������Ƽ����W(xu��)���ܡ��īI(xi��n)[45-47]�������O(sh��)Ӌ(j��)��늴ž�Ȧ�����ں���?zhu��n)��?sh��)�F(xi��n)�ˌ�(du��)�����۳ص�ͬ�����ã��о�����ӿv�M��(w��n)�B(t��i)�ň�(ch��ng)��(du��)WAAM�Ƽ��@�^�M���ͺ��^���Ե�Ӱ푣��Y(ji��)����������ӿv��(w��n)�B(t��i)�ň�(ch��ng)ͨ�^(gu��)���۳��Юa(ch��n)������늴������Ƅ�(d��ng)�۳���߅������(d��ng)���܉�pС�۷e�Ӹߌ��ȣ��γ�ƽ�����۷e����ò�������ڶ������۷e����Ƽ����ξ��Ⱥͱ����|(zh��)������әM��ň�(ch��ng)�܉��۳������^(gu��)����֦��ǰ�ض��ݶȺ����|(zh��)��ȣ�����֦��ǰ�صijɷ��^(gu��)�䣬ʹ�����۳����ĵ�֦��ǰ�����L(zh��ng)���ٲ���(x��)�����������������Ƽ��@�^�M���ͺ��^���W(xu��)���ܡ�
�D22 �����(d��ng)�M�������ڻ���[43]
�D23 �����(d��ng)�M�����S���������ڳ��e��[44]
�����(l��i)�طN�܈�(ch��ng)�o�����������м���_���o�����x���Լ�����g�o�����x���Լ��������o�����N������
����_���o���������������ĺ�̎���A�Σ�ͨ�^(gu��)�߹����ܶȡ����}�_�ļ����������Ƽ�����Ϳ������������Ϳ�ӣ��T��(d��o)�Ƽ�����a(ch��n)���߷��_�����Ԍ�(du��)����M(j��n)�и��ܛ_�������Ƽ����ֲ��һ����ȵ�����׃�Σ����Ʊ�Ӿ����ΑB(t��i)���@�M���͑�(y��ng)����B(t��i)���M(j��n)�������Ƽ����w���^���W(xu��)���ܣ��鹤����xʽ��(f��)�����졣����_��(du��)���Čӵ�����ԭ���c�����(l��i)�ƣ�Ҳ���Q�鼤�⇊�衣
KALENTICS��[48]�о�������3D����_������(����_�����c�����ۻ��治ͬ)��(du��)�x���Լ����ۻ�(SLM)316L���P��Ƽ�ƣ�����ܵ�Ӱ푣��Y(ji��)������3D����_��ͨ�^(gu��)���Ƽ����ֲ�뚈������(y��ng)�����܉�����Ƽ������@Ӳ�ȣ������Ƽ���(n��i)����϶��(�D24)����Kƣ���Ѽy�����c�U(ku��)չ����������L(zh��ng)���Ƽ���ƣ�ډ�����HACKEL ��[49]ͨ�^(gu��)�(l��i)�Ƶ��о��l(f��)�F(xi��n)����_���^�C(j��)е�������Ƽ���Ӯa(ch��n)���đ�(y��ng)���Ӹ����(du��)�����Ƽ�Ť��׃����һ����У�����á�
(a)SLM (b)2D-LSP (c)3D-LSP
�D24 SLM��2D-LSP��3D-LSP��(n��i)������ΑB(t��i)[48]
�x���Լ�����g�o����������ͨ�^(gu��)���ܼ��⌦(du��)���ϵ����l(f��)���ã���(du��)���Č��M(j��n)�б���p�ļӹ���������Čӱ����|(zh��)��������Ч���c�����ӹ��(l��i)�ơ��x���Լ��������o�������������õ��ܼ��⌦(du��)���Čӵ��������ã��������ČӚ����϶�ʡ��������ȣ�������Č����ܶȺͱ����|(zh��)������������ԭ���(l��i)�ƣ��ȿ���������������֮�g��Ҳ�����������ĺ�̎���A�Σ����߽���f(xi��)ͬ������x�ɷN�����ď�(f��)��ʽ�������켼�g(sh��)��
YASA��[50-51]�քe�о����x���Լ�����g���x���Լ������ی�(du��)SLM���������Ӱ푣��Y(ji��)���������x���Լ�����g��(du��)�Ƽ�����ֲڶȵĸ���Ч���������ߣ���Ч���^�ߣ��ɰ��S��QSLM���Č�߅���A��Ч��(y��ng)��ͬ�r(sh��)���x���Լ�����g߀���Ќ�(du��)�����(x��)�����ļӹ��������܉�ӹ��ߴ緶����50��100 ��m�����������x���Լ������ی�(du��)���ČӚ����϶�ʡ����ܶȡ�������(y��ng)�������@�ĸ������ã���Ч���^�ͣ��r(sh��)�g�ɱ��^�ߡ�
4.2 �P(gu��n)�I��(w��n)�}
�P(gu��n)���طN�܈�(ch��ng)�o���������켼�g(sh��)�l(f��)չ�c��(y��ng)�ã������c(di��n)��Q�����P(gu��n)�I��(w��n)�}���ٳ���늴��(l��i)�����������۳ص��γɺ������^(gu��)���е��طN�܈�(ch��ng)����(du��)�@�^�M�������^���Զ�߶����ÙC(j��)�ƺ��ݻ�Ҏ(gu��)�ɣ��ڼ����(l��i)�����ڳ��e�ӵ��طN�܈�(ch��ng)�£�����ʡ��������ʡ���߳ߴ���c���������γɵď�(f��)�Ϲ�ˇ����(sh��)��(du��)���Č��@�^�M�������^���W(xu��)���ܵĶ�߶��ݻ�Ҏ(gu��)�ɣ����طN�܈�(ch��ng)�£����Č��@�^�M���ͺ��^���ԵĶ�����ƣ����طN�܈�(ch��ng)�£����������^(gu��)���Є�(d��ng)�B(t��i)׃�εĿ��Ƽ��������ݼ����(l��i)�o���܈�(ch��ng)��ͬ����r(sh��)�C(j��)���l���£��Ƽ�����Ч���c�����|(zh��)����ƽ�⣻����늴��(l��i)�طN�܈�(ch��ng)�����Чʩ�ӡ�
5 ��(f��)��ʽ�������켼�g(sh��)�l(f��)չڅ��(sh��)
(1)������켼�g(sh��)��(f��)��ʽ��������l(f��)չ���p���������Ƽ����ξ��Ⱥͱ����|(zh��)�����Ʒ�����F(xi��n)��(y��u)�����Ȳ��������Ƽ��@�^�M���ͺ��^���ܿ��Ʒ���Ч���@�����طN�܈�(ch��ng)�ɸ������Č��@�^�M���ͺ��^���ԣ����зǽ��|ʽ�������c(di��n)�����������c��һ�p�ġ��Ȳġ��طN�܈�(ch��ng)�o�������M(j��n)�Џ�(f��)�ϣ��y�Ԍ�(sh��)�F(xi��n)�Ƽ�����һ�w����Ч�{(di��o)�ء������ġ��Ȳġ��p���Լ��طN�܈�(ch��ng)�o����������켼�g(sh��)�M(j��n)�Џ�(f��)�ϣ��γ����͏�(f��)��ʽ�������켼�g(sh��)����������������١����Ե������������p������߾����ε������������Ȳ�����M�����܃�(y��u)���������������Լ��طN�܈�(ch��ng)�ǽ��|ʽ�������������ɞ��(f��)��ʽ�������켼�g(sh��)��δ��(l��i)�l(f��)չ��څ��(sh��)��
(2)���ھ��z�y(c��)���]�h(hu��n)���ưl(f��)չ�������������Ԇ�(w��n)�}��(y��n)�أ���(f��)��ʽ�������쌦(du��)�Ƽ��������{(di��o)�؞��(d��ng)�B(t��i)�{(di��o)���^(gu��)�̣��鱣�C�Ƽ������{(di��o)�ص��|(zh��)���;��ȣ���(f��)��ʽ��������ϵ�y(t��ng)���������M(j��n)�ęz�y(c��)���y(c��)�������Ƽ��g(sh��)����(sh��)�r(sh��)�O(ji��n)�y(c��)�����������^(gu��)�̣�����(du��)�����^(gu��)���M(j��n)���]�h(hu��n)���ƣ���(d��ng)�B(t��i)�{(di��o)����ˇ����(sh��)����(sh��)�F(xi��n)�����������Ե���Ч���ơ�
(3)��һ�w�������ܻ��a(ch��n)Ʒ�O(sh��)Ӌ(j��)����l(f��)չ����(d��ng)ǰ��(f��)��ʽ�������켼�g(sh��)߀̎�ڌ�(sh��)�(y��n)���о��A�Σ������p�ď�(f��)�������⣬δҊ(ji��n)��Ʒ���ď�(f��)��ʽ���������b�䣬δ��(l��i)�S�����A(ch��)�о���֧�μ��g(sh��)����l(f��)չ���߶ȼ��ɵ��̘I(y��)�O(sh��)�䌢��u���Ƴ����Y(ji��)�����M(j��n)���ϼ��g(sh��)��CAD/CAPP/CAM���g(sh��)�����ܿ��Ƽ��g(sh��)�Լ���(sh��)��(j��)����Ӌ(j��)�㼼�g(sh��)�����γɏIJ��ϡ����ܡ��Y(ji��)��(g��u)����ˇ�O(sh��)Ӌ(j��)���ӹ������һ�w�������ܻ��a(ch��n)Ʒ�O(sh��)Ӌ(j��)�������̡�
(4)����͘�(g��u)���ĵͳɱ�����Ч�ʡ����|(zh��)������l(f��)չ������������п��١����ԡ��Gɫ�����M(j��n)�������c(di��n)�����������c�����켼�g(sh��)�Y(ji��)���γɵď�(f��)��ʽ�������죬�܉��^�õؽ�Q�����Ƽ������y�صĆ�(w��n)�}���S����(f��)��ʽ�������켼�g(sh��)�����l(f��)չ�����γ�һ�Nͬ�r(sh��)���п��١����ԡ��Gɫ���ͳɱ������|(zh��)�������샞(y��u)�c(di��n)���������M(j��n)���켼�g(sh��)���ڇ�(gu��)���ش��(zh��n)������ĺ��ա���늡�ʯ�����I(l��ng)���͘�(g��u)���������о��о�ĝ�����
(؟(z��)�ξ���admin)

��һƪ��������(gu��)��܊ꑑ�(zh��n)�(du��)����h(yu��n)�����ڱ��ϣ��������켼�g(sh��)
��һƪ������������ڽ���3D��ӡ���g(sh��)������խh(hu��n)������(gu��)�հl(f��)��������ИI(y��)�l(f��)չ
��һƪ������������ڽ���3D��ӡ���g(sh��)������խh(hu��n)������(gu��)�հl(f��)��������ИI(y��)�l(f��)չ
���P(gu��n)��(n��i)��
 Himed�u(p��ng)����ͬ��ɰĥ����3
Himed�u(p��ng)����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t(y��)�W(xu��)Ժ������3D��
����ǻ�t(y��)�W(xu��)Ժ������3D�� �����(l��i)���٘���(j��ng)Ѫ�����
�����(l��i)���٘���(j��ng)Ѫ����� �Ƅ�(d��ng)ճ�Y(ji��)�����䣨�T��/��
�Ƅ�(d��ng)ճ�Y(ji��)�����䣨�T��/��
- ��Himed�u(p��ng)����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y(ji��)��(g��u)
- ��Divergent��˾��3D��ӡ���g(sh��)�(q��)��(d��ng)��܇(ch��)��
- ������ǻ�t(y��)�W(xu��)Ժ������3D��ӡ�����ƽM��
- �������(l��i)���٘���(j��ng)Ѫ������M(j��n)Ƥ����ֲ��
- ���Ƅ�(d��ng)ճ�Y(ji��)�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F(xi��n)��
- ���X�����������죺���ڿɳ��m(x��)��ҕ�ǵ���
����(n��i)��
- ��Himed�u(p��ng)����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y(ji��)��(g��u)
- ��Divergent��˾��3D��ӡ���g(sh��)�(q��)��(d��ng)��܇(ch��)��
- ������ǻ�t(y��)�W(xu��)Ժ������3D��ӡ�����ƽM��
- �������(l��i)���٘���(j��ng)Ѫ������M(j��n)Ƥ����ֲ��
- ���Ƅ�(d��ng)ճ�Y(ji��)�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F(xi��n)��
- ���X�����������죺���ڿɳ��m(x��)��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉(j��)�Y(ji��)��(g��u)�{(di��o)���c
���]��(n��i)��
 �x�^(q��)�����ۻ�����
�x�^(q��)�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive����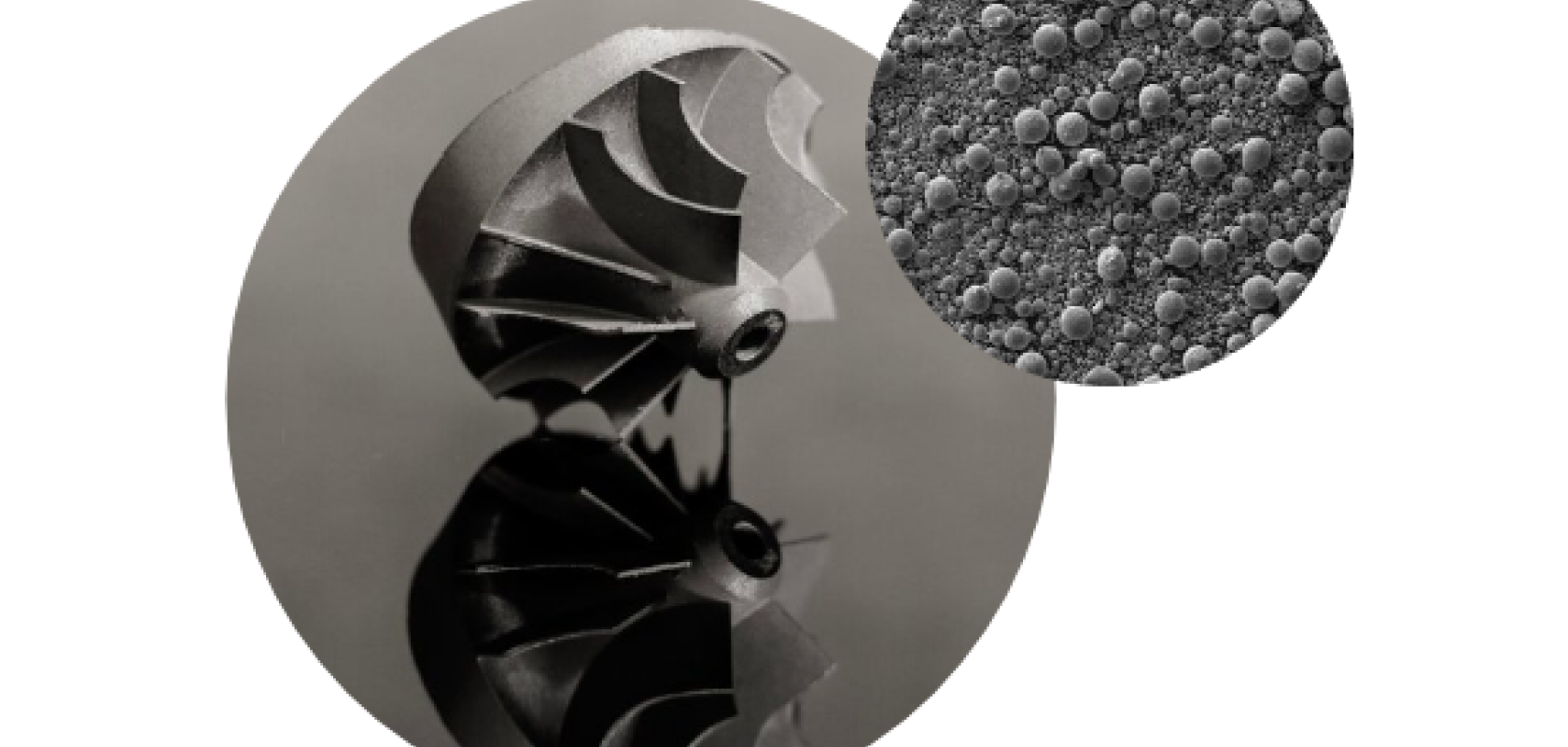 ��δ�����������
��δ�����������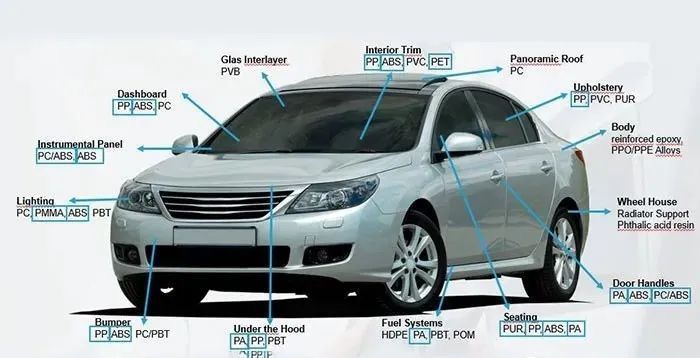 �Č�(sh��)�(y��n)���������a(ch��n)
�Č�(sh��)�(y��n)���������a(ch��n) 3D��ӡ�ڿ�ǻ�ޏ�(f��)
3D��ӡ�ڿ�ǻ�ޏ�(f��)���c(di��n)��(n��i)��
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z(y��)���g����䌍(sh��)
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ��(g��)���_��Ф���~�Z(y��)��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ��(zh��n)�_��Ф����ʲô��
- ���C������̻�3D��ӡ���g(sh��)��������(sh��)֬���_(k��i)


