��ĩ�����ڽ������������е�ȱ�ݺͮ���
�r�g��2023-01-06 11:03 ��Դ���L����G60������ ���ߣ�admin ��x����
��������������һ�N��Լ��g�����ڏص�׃����I���M��ԓ���g��ֱ��������Џ��s���Π�Ľ������������Пo�c���ȵ���������ԓ���g�ďV�����FĿǰ�ܵ��^�Y��ȱ�ݺͮ��������ƣ��@���ܕ��@�����ͮaƷ�ĽY�������Ժͷ������ܡ��ʴ_�z�y���������A�y�@Щȱ�ݺͮ�����������ȫ�ܼ��͟oȱ�ݵĘ���������Ҫ��ֱ�ӵ�Ӱ푡�����ּ���U����ĩ���������������^���г�Ҋ��ȱ��/���������γəC�ơ��������܁���ԭ���ϣ��ӹ��l������̎�����mȻ���⺸���е�ȱ��/�����ѽ����V���о������������γɺ���׃��Ȼ����������⣬��ĩ�����ڼ��g�д��ڷ�ĩ���ܕ��a������ȱ�ݣ����磬��϶�ʏķ�ĩ�D�Ƶ��������С��p�pȱ�ݵČ��ò���Ҳͨ�^�����γɵĻ����˽����Q���@�N̽��������C��У��ģ�ͣ��������^���b�������o�谺�F��ԇ�e��
1. ����ͱ���
������������
�����������죨AM��Ҳ�Q��3D��ӡ����һϵ�м��g����������Ҫ���a�^�̽M�ɣ�����ĩ������ĩ�M�Ϻ��ͽz���@Щ��ˇ�IJ�֮ͬ̎�������չ��Ӳ��ϵķ�ʽ�Լ��ۺϻ�ճ��ԭ�ϵķ�ʽ���c���y������ȣ�����������������S��Խ�������������s���OӋ�����е����ڣ����͵��ܺģ��Լ����M�����ϵ����Џ��s���Π�Ć�Ԫ����е�������߀��������˜��^�Y�����������п��ܶ��ƾֲ����|��
�ڻ��ھ�׃��AM�����磬�����ĩ�����ڣ��У�ʹ�ß�Դ�����磬���⣩���ۺϲ��ϣ�����ԓ�^�̱���Ļ��A֪�R���P���ۻ������̵ġ����֮�£�ʹ�ø������ܶȹ������缤�⣩�ĺ���ұ���ѽ����V���о��ˎ�ʮ�ꡣ��ˣ�һ��ֱ�^���뷨�ǏĬF�е�֪�R�wϵ�ЌW���������������AM���^�Y����ȱ�ݵ��γɺ���׃�r���������M����������������Σ���ֵ��ע����ǣ�һЩ�ɺ��ӺϽ����磬AA6061��������ͨ�^�۽ӻ�AM��ˇ�ӹ��������AM�ӹ��^�����տs�����ʹ����̷����ĽM�ϕ��a���_�ѡ���ˣ���Ҫ�ߜ��A��ȼ��g��Q������
�����S����϶��ԣ��o�B�Cе������Ҫ���^�Y�������Q���������ڃȲ���϶�Ĵ����������Թ̣������ϵ�ƣ�ں͔����О����ȱ�ݵĴ��ڶ��@�����͡����Ͽ�϶��������d�r�䮔��������λ�c����������ѭ�h���d���g�����Ѽy�ɺ˺͔Uչ��������AM��ƣ�����ޑ����е�ʹ�á�����Seifi������ָ���ģ��p����������ϵ�y�еĿ�׃������������M�����J�C���ڹ��I�гɹ�����ԓ���g���P�I���mȻ�����κ����췽�����f����ȫ�����ӹ�ȱ���Dz����ܵģ����˽����Դ������������첿���Ŀɿ��ԺͿ��؏��Ե���Ҫһ����
���C��ּ��Ԕ�����Y���ٷ�ĩ������AMȱ�ݵı����;��⼼�g����������l�����@��Ľ��ٰ���懻���⁻����X�����F���Ͻ��҂�����������ĩ������AM��ˇ���������ߣ�ԭλ�ͷ�ԭλ������ĩ���P����ˇ���P�ͼӹ������Pȱ�ݣ����⼼�g�����ܵ��A�y�˜��Լ��Cе���g���ܡ��҂��M�б��C����Ŀ���Ǵ_���Ѱl���īI�еIJ����о����Ķ�����҂�������AM��ˇ�����Ⲣָ��AM�C���IJ�����
1.2. ��ĩ������AM���g�ķ��
��ĩ�����ڣ�PBF�����gĿǰ�ڽ��������������ṩ����ѵ��٬F�Ժͳߴ羫�ȣ�����ڹ��I��͌W�g�綼�õ��˺ܺõ��о���ͨ����PBF���g�������²��E�������������1����ָ����ȵĽ��ٷ�ĩ���չ���C���Ę�������;��2��ʹ�ü�����������Դ�x���Ե،���ĩ�Ӄȵ�����^���ۻ���һ��;��3�������������Ƅӣ����ژ����������һ���µķ�ĩ;��4�������؏ʹ��^�̣�ֱ�������ɡ�PBF��ˇ�����ڸ��и��I�ı������ã������t�������Ƶ��ǿ��M���́�������P䓺���t�Ͻ��������ϵ�ֲ�����������������͇�����ȼ�χ��죬֧�ܣ��u݆�~Ƭ���l�әC�����ͽY������������Դ���ύ�Q���͜u݆�C���ͣ���

����ISO/ASTM52900�˜�[18]��Ҏ����PBF�����x��һ�N�������칤ˇ�����П����x���Ե��ۺϷ�ĩ���ą^�����@һe�Ĺ�ˇ����������ۻ���EBM�����x���Լ����ۻ�/���Y��SLM / SLS���������������ֱ�ӽ��ټ����ۻ���DMLM����ֱ�ӽ��ټ�����Y��DMLS����ASTM���������켼�g���x�������g�Z��
•����ֱ�Ӽ�����e�������������������e��L-DED��;
•�����x���Լ����ۻ��������ĩ�����ڵȡ���������ĩ�����ڣ�L-PBF��;
•������������g�����ĩ�M�ϻ��ĩ�����քe�� E-DED �� E-PBF��
1.2.1. ��������ĩ������
L-PBF�������x���Լ����ۻ���ʹ�ü����������������������Ҫ���ߡ����܉����aһϵ�н��ٺϽ������������X����F��懻��ߜغϽ�
�D1���Y��L-PBF AM�ķֲ��^�̷�����һ��������������ӡ����������ķ�ĩ�͕����Ƴ������ҽ��������գ���Ȼ��Ę�������ж�d�����塣���ڴ�ӡ�����ۺϵ��������ϣ������Ҫ�Cе��ж�����Ƴ�֮ǰ�����ͨ�����ژ������ϲ��M�Б���������̎����������ȵp�ٚ��������������N�������ֳߴ羫�ȡ�
L-PBF���g���a����Ҫ����ԭ��������С�������a���ИI�������Ј���ԓ��ˇ���е��������|���S��ӡ���s�ľ���Y�����D2a���;��Џ��s�Ȳ����Π�IJ�������GEȼ�χ��죨�D2b�������⣬�����S����ӹ̺͎������Ԝp�p��������������֧�ܣ��D2c����

���������L-PBF������ѻ����lչ������Խ��Խ������ÙC���⣬߀�M���˴����о��Ը��Mԓ���g����Ҫ����֮һ���e����ƣ����һ�����}�đ����У��ǘ����Ȳ��γɵ�ȱ�ݡ��˽������^�̺�ȱ���γ��ǘ������|��������P�I��
ͨ����ȱ�ݿ���ͨ�^���N�ض���ʽ�a�����D�Ƶ���Ʒ����ϣ���ͨ�^����1����ԭ�Ϸ�ĩ�D�ƣ���2���ۻ��^���еļ��� - ��ĩ - ��������ã��Լ���3����̎�������w���ԣ���LPBF���^�쵽�ķN��ͬ��͵�ȱ�ݣ������ۺϿ�϶�ʲ��㣬�i��϶�ʣ��͚��w��϶�ʡ��������ƽ������������^���е�ȱ�ݮa�������ͨ�^�m���x��ӹ����������]�Ϳ��ƿ�϶�γɻ��D�Ƶ��������N�C�ơ����У�����-��ĩ-����������ǽ���AM�ӹ��^�����Ҋ�Ŀ�϶���D���ֶΣ�����ͨ�������^�쵽�T�硰�i�ס��͡��o�ںϡ���LOF����϶�ʵ�ȱ�ݡ�
��Ԕ�����f���۳�֮�g�Ƿ��������دB���_�������c�����ۻ�һ�Σ��Ķ��_�����ڿ�϶��߅���ȱ����LOF��϶�����Ҳ���C�������ڇ�����w��/�w�R���c������۳ص�����ö��γɵġ��ڼ�������^���У�����w�R����ܟo����ȫ�ۻ�����˳ɞ靓�ڵĿ�϶����λ�c���෴���i��϶��߅�猦�������i���еIJ������ԣ����¿�϶���D����������߅�磨�Q�顰���顱߅�磩�����w����ģʽ���۳�ë���ܲ������ԵĽM�ϛQ����������LPBF AMϵ�y�б��־��ȣ����磬ͬ�r�����ٶȺ��ʣ���ͬ�r������a�ʵ��������ء�ȫ�ܶȿ������������>99.9%�w�e�ܶȵĘ�Ʒ������ԓע����ǣ���Ȼ�����^���ȱ�ݡ���Ŀ���ǃ����ӹ��������p��LPBF AM�����в���Ҫ��ȱ�ݣ�����K�C������ȱ�ݺ������x�Ĺ�ˇ�����в���LPBF�C���ǿ��еġ�
�P�ڹ�ˇ�������^�Y������϶��ˮƽ��ȱ���γɵ�Ӱ푵��о��ܶࡣ��Ӱ����Ĺ�ˇ����������1���������P���������磬����ʡ���߳ߴ硢�}�_���m�r�g���}�_�l�ʣ�����2���������P���������磬�����ٶȻ��ٶȡ������g�����r���������D�͒���D��������3����ĩ���P���������磬��ĩ�ΑB�����Ⱥͷֲ����Ӻ�ȡ��ӘӺͲ������ԣ��ͣ�4�����^���������磬��ĩ���ضȼ�������ԡ����w���������w��͡����ߗU��ͣ�������P-V-H-L̎���M���⣬������ԣ��D3����PBF��ˇ�е�ȱ���γ����������P��Ҫ�����á��������Ӱ푂��ᡢ��ĩ���w�γɺ��������ʣ�Ӱ�ȱ�ݵ���͡�λ�úͷֲ��Լ������ΑB����ˣ�������ˇ��������Դ���ʡ������ٶȺͲ���������ȵp�ٹ�ˇ����Ŀ�϶�����P��Ҫ��
�ڼ����ĩ�������^�����Լ��S��ķ�ĩ�Uɢ�^���У����S���ĩ���Կ��ƣ������x���Եؒ����ĩ�ӵı��棬�����������е�STLݔ���ļ��ۻ����ۻ����ٷ�ĩ�����s�ļ������|����Ì����S��F���@Щ�F����܌�����K������ȱ�ݡ���Ҋȱ�ݰ�����/���o�ۺϡ��i��϶�ʡ����ڽ��ٻ��ĩ�w���w�R������܇����Ą��g���^�Y��ȱ�ݡ��S���о��������ڿ�ҕ���ͷ���������Č����ϡ�Ȼ���������γ�������Ҫ���õ�һ����Ҫ�����Ǽ����c���|������á�
�x���Լ����ۻ����ԏ���ɢ�ķ�ĩ����������H�����c���y����ĽM�����Ƶ������Π����߀�������Ƶ����ܡ����⣬SLM�������a���s�����������Â��y���g���죬�t��Ҫһϵ�������^�̣����Ķ���IJ��ϣ������M�����r�g�;�������ijЩ��r�£���������ʹ��SLM�����κ��y���췽�����o�����F�������SLM�ķ������x���Եؒ����ĩ�����Ķ��ۻ���ĩ�����Ә����M������SLM�У��M�������ڵװ��ϣ����������^x-yƽ���е�ÿ���ӡ���ÿ��֮�ͻ����������S���m��ĩ�ӳ��e��ԓ�^���B�m�؏ͣ�ֱ��������ɡ�SLM�^�����ĵĕr�g�ɷ֞����r�g���o���r�g����Ҫ�r�g���ۻ���ĩ������ĕr�g�����o���r�g�ǻ����ͺͷ�ĩ���e��
1. ����ͱ���
������������
�����������죨AM��Ҳ�Q��3D��ӡ����һϵ�м��g����������Ҫ���a�^�̽M�ɣ�����ĩ������ĩ�M�Ϻ��ͽz���@Щ��ˇ�IJ�֮ͬ̎�������չ��Ӳ��ϵķ�ʽ�Լ��ۺϻ�ճ��ԭ�ϵķ�ʽ���c���y������ȣ�����������������S��Խ�������������s���OӋ�����е����ڣ����͵��ܺģ��Լ����M�����ϵ����Џ��s���Π�Ć�Ԫ����е�������߀��������˜��^�Y�����������п��ܶ��ƾֲ����|��
�ڻ��ھ�׃��AM�����磬�����ĩ�����ڣ��У�ʹ�ß�Դ�����磬���⣩���ۺϲ��ϣ�����ԓ�^�̱���Ļ��A֪�R���P���ۻ������̵ġ����֮�£�ʹ�ø������ܶȹ������缤�⣩�ĺ���ұ���ѽ����V���о��ˎ�ʮ�ꡣ��ˣ�һ��ֱ�^���뷨�ǏĬF�е�֪�R�wϵ�ЌW���������������AM���^�Y����ȱ�ݵ��γɺ���׃�r���������M����������������Σ���ֵ��ע����ǣ�һЩ�ɺ��ӺϽ����磬AA6061��������ͨ�^�۽ӻ�AM��ˇ�ӹ��������AM�ӹ��^�����տs�����ʹ����̷����ĽM�ϕ��a���_�ѡ���ˣ���Ҫ�ߜ��A��ȼ��g��Q������
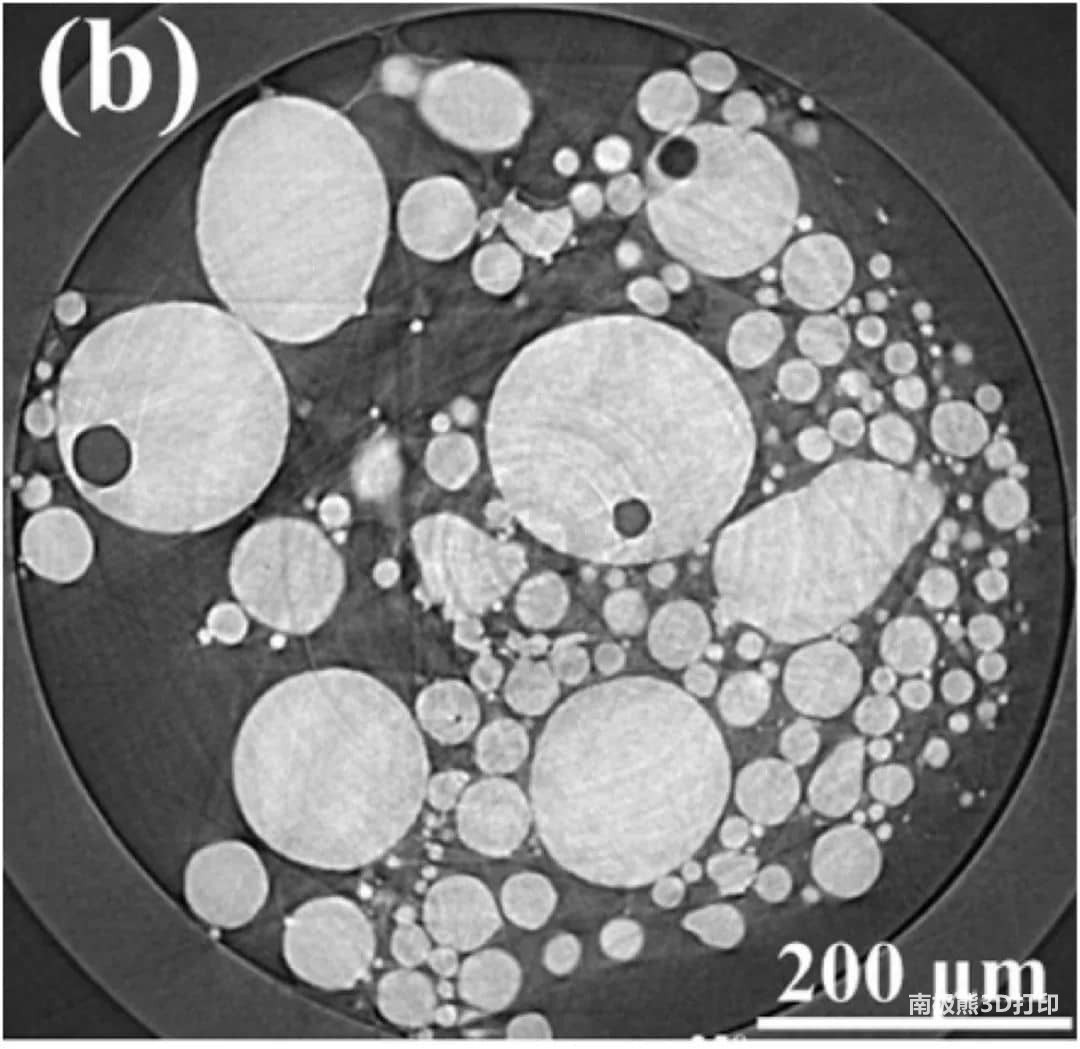
Ti-6Al-4V��ĩ��X�侀Ӌ��C���Ӓ����@ʾԭ�σȲ��@�Ě��w��϶�ʡ�
�����S����϶��ԣ��o�B�Cе������Ҫ���^�Y�������Q���������ڃȲ���϶�Ĵ����������Թ̣������ϵ�ƣ�ں͔����О����ȱ�ݵĴ��ڶ��@�����͡����Ͽ�϶��������d�r�䮔��������λ�c����������ѭ�h���d���g�����Ѽy�ɺ˺͔Uչ��������AM��ƣ�����ޑ����е�ʹ�á�����Seifi������ָ���ģ��p����������ϵ�y�еĿ�׃������������M�����J�C���ڹ��I�гɹ�����ԓ���g���P�I���mȻ�����κ����췽�����f����ȫ�����ӹ�ȱ���Dz����ܵģ����˽����Դ������������첿���Ŀɿ��ԺͿ��؏��Ե���Ҫһ����
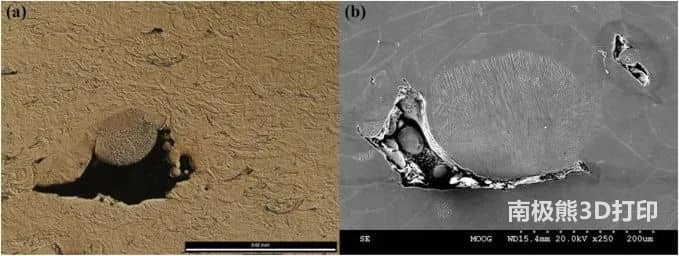
���Ѓ����ӹ�����������CoCrMo�Ͻ��д��ڵğo�ۺ�ȱ�ݵ����ӡ�
���C��ּ��Ԕ�����Y���ٷ�ĩ������AMȱ�ݵı����;��⼼�g����������l�����@��Ľ��ٰ���懻���⁻����X�����F���Ͻ��҂�����������ĩ������AM��ˇ���������ߣ�ԭλ�ͷ�ԭλ������ĩ���P����ˇ���P�ͼӹ������Pȱ�ݣ����⼼�g�����ܵ��A�y�˜��Լ��Cе���g���ܡ��҂��M�б��C����Ŀ���Ǵ_���Ѱl���īI�еIJ����о����Ķ�����҂�������AM��ˇ�����Ⲣָ��AM�C���IJ�����
1.2. ��ĩ������AM���g�ķ��
��ĩ�����ڣ�PBF�����gĿǰ�ڽ��������������ṩ����ѵ��٬F�Ժͳߴ羫�ȣ�����ڹ��I��͌W�g�綼�õ��˺ܺõ��о���ͨ����PBF���g�������²��E�������������1����ָ����ȵĽ��ٷ�ĩ���չ���C���Ę�������;��2��ʹ�ü�����������Դ�x���Ե،���ĩ�Ӄȵ�����^���ۻ���һ��;��3�������������Ƅӣ����ژ����������һ���µķ�ĩ;��4�������؏ʹ��^�̣�ֱ�������ɡ�PBF��ˇ�����ڸ��и��I�ı������ã������t�������Ƶ��ǿ��M���́�������P䓺���t�Ͻ��������ϵ�ֲ�����������������͇�����ȼ�χ��죬֧�ܣ��u݆�~Ƭ���l�әC�����ͽY������������Դ���ύ�Q���͜u݆�C���ͣ���
���ژ������ڙC���W����coupons�Ę���������á�
����ISO/ASTM52900�˜�[18]��Ҏ����PBF�����x��һ�N�������칤ˇ�����П����x���Ե��ۺϷ�ĩ���ą^�����@һe�Ĺ�ˇ����������ۻ���EBM�����x���Լ����ۻ�/���Y��SLM / SLS���������������ֱ�ӽ��ټ����ۻ���DMLM����ֱ�ӽ��ټ�����Y��DMLS����ASTM���������켼�g���x�������g�Z��
•����ֱ�Ӽ�����e�������������������e��L-DED��;
•�����x���Լ����ۻ��������ĩ�����ڵȡ���������ĩ�����ڣ�L-PBF��;
•������������g�����ĩ�M�ϻ��ĩ�����քe�� E-DED �� E-PBF��
1.2.1. ��������ĩ������
L-PBF�������x���Լ����ۻ���ʹ�ü����������������������Ҫ���ߡ����܉����aһϵ�н��ٺϽ������������X����F��懻��ߜغϽ�
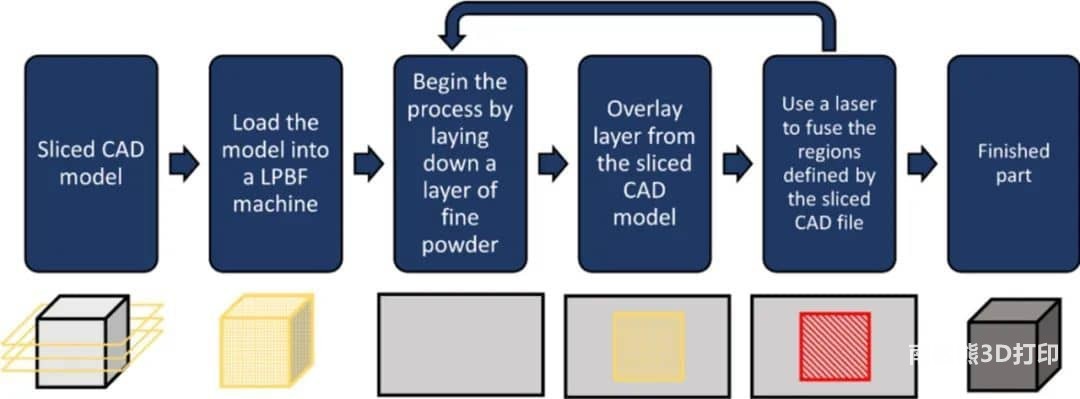
�D1���Y��L-PBF AM�ķֲ��^�̷�����һ��������������ӡ����������ķ�ĩ�͕����Ƴ������ҽ��������գ���Ȼ��Ę�������ж�d�����塣���ڴ�ӡ�����ۺϵ��������ϣ������Ҫ�Cе��ж�����Ƴ�֮ǰ�����ͨ�����ژ������ϲ��M�Б���������̎����������ȵp�ٚ��������������N�������ֳߴ羫�ȡ�
�D 1 L-PBF Ӌ��C��һ�㘋�����������λ�ɫ�D����ʾL-PBF��ˇ�^���еķ�ĩ����
L-PBF���g���a����Ҫ����ԭ��������С�������a���ИI�������Ј���ԓ��ˇ���е��������|���S��ӡ���s�ľ���Y�����D2a���;��Џ��s�Ȳ����Π�IJ�������GEȼ�χ��죨�D2b�������⣬�����S����ӹ̺͎������Ԝp�p��������������֧�ܣ��D2c����
���������L-PBF������ѻ����lչ������Խ��Խ������ÙC���⣬߀�M���˴����о��Ը��Mԓ���g����Ҫ����֮һ���e����ƣ����һ�����}�đ����У��ǘ����Ȳ��γɵ�ȱ�ݡ��˽������^�̺�ȱ���γ��ǘ������|��������P�I��
ͨ����ȱ�ݿ���ͨ�^���N�ض���ʽ�a�����D�Ƶ���Ʒ����ϣ���ͨ�^����1����ԭ�Ϸ�ĩ�D�ƣ���2���ۻ��^���еļ��� - ��ĩ - ��������ã��Լ���3����̎�������w���ԣ���LPBF���^�쵽�ķN��ͬ��͵�ȱ�ݣ������ۺϿ�϶�ʲ��㣬�i��϶�ʣ��͚��w��϶�ʡ��������ƽ������������^���е�ȱ�ݮa�������ͨ�^�m���x��ӹ����������]�Ϳ��ƿ�϶�γɻ��D�Ƶ��������N�C�ơ����У�����-��ĩ-����������ǽ���AM�ӹ��^�����Ҋ�Ŀ�϶���D���ֶΣ�����ͨ�������^�쵽�T�硰�i�ס��͡��o�ںϡ���LOF����϶�ʵ�ȱ�ݡ�
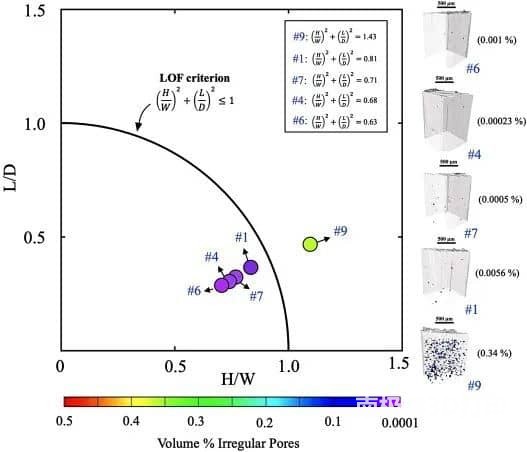
��Ԕ�����f���۳�֮�g�Ƿ��������دB���_�������c�����ۻ�һ�Σ��Ķ��_�����ڿ�϶��߅���ȱ����LOF��϶�����Ҳ���C�������ڇ�����w��/�w�R���c������۳ص�����ö��γɵġ��ڼ�������^���У�����w�R����ܟo����ȫ�ۻ�����˳ɞ靓�ڵĿ�϶����λ�c���෴���i��϶��߅�猦�������i���еIJ������ԣ����¿�϶���D����������߅�磨�Q�顰���顱߅�磩�����w����ģʽ���۳�ë���ܲ������ԵĽM�ϛQ����������LPBF AMϵ�y�б��־��ȣ����磬ͬ�r�����ٶȺ��ʣ���ͬ�r������a�ʵ��������ء�ȫ�ܶȿ������������>99.9%�w�e�ܶȵĘ�Ʒ������ԓע����ǣ���Ȼ�����^���ȱ�ݡ���Ŀ���ǃ����ӹ��������p��LPBF AM�����в���Ҫ��ȱ�ݣ�����K�C������ȱ�ݺ������x�Ĺ�ˇ�����в���LPBF�C���ǿ��еġ�
���ڴ_��LOF��϶��߅��Ę�Ʒ����LOF�ʄt�Լ�������ȱ���ܶ��L�ơ�
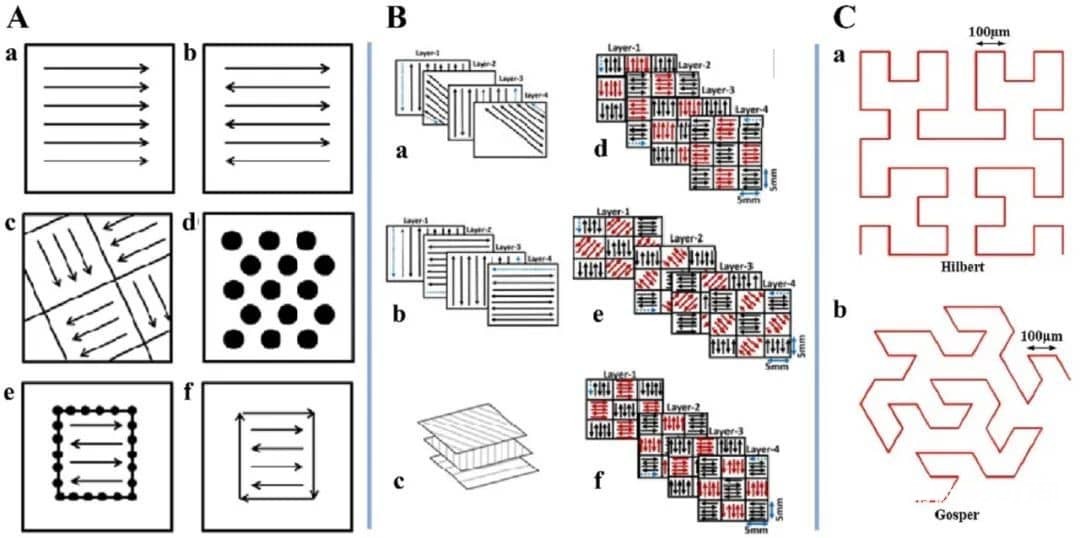
�P�ڹ�ˇ�������^�Y������϶��ˮƽ��ȱ���γɵ�Ӱ푵��о��ܶࡣ��Ӱ����Ĺ�ˇ����������1���������P���������磬����ʡ���߳ߴ硢�}�_���m�r�g���}�_�l�ʣ�����2���������P���������磬�����ٶȻ��ٶȡ������g�����r���������D�͒���D��������3����ĩ���P���������磬��ĩ�ΑB�����Ⱥͷֲ����Ӻ�ȡ��ӘӺͲ������ԣ��ͣ�4�����^���������磬��ĩ���ضȼ�������ԡ����w���������w��͡����ߗU��ͣ�������P-V-H-L̎���M���⣬������ԣ��D3����PBF��ˇ�е�ȱ���γ����������P��Ҫ�����á��������Ӱ푂��ᡢ��ĩ���w�γɺ��������ʣ�Ӱ�ȱ�ݵ���͡�λ�úͷֲ��Լ������ΑB����ˣ�������ˇ��������Դ���ʡ������ٶȺͲ���������ȵp�ٹ�ˇ����Ŀ�϶�����P��Ҫ��
�D 3 ��A��L-PBF�^����ʹ�õIJ�ͬ������ԡ���B��ʾ������ģʽ��ʾ��D����C����a��Hilbert�ͣ�b��Gosper�ķ��Β������ʾ����
�ڼ����ĩ�������^�����Լ��S��ķ�ĩ�Uɢ�^���У����S���ĩ���Կ��ƣ������x���Եؒ����ĩ�ӵı��棬�����������е�STLݔ���ļ��ۻ����ۻ����ٷ�ĩ�����s�ļ������|����Ì����S��F���@Щ�F����܌�����K������ȱ�ݡ���Ҋȱ�ݰ�����/���o�ۺϡ��i��϶�ʡ����ڽ��ٻ��ĩ�w���w�R������܇����Ą��g���^�Y��ȱ�ݡ��S���о��������ڿ�ҕ���ͷ���������Č����ϡ�Ȼ���������γ�������Ҫ���õ�һ����Ҫ�����Ǽ����c���|������á�
�۳ص��^�Y���@ʾ�˾���ȡ����ΑB��
�x���Լ����ۻ����ԏ���ɢ�ķ�ĩ����������H�����c���y����ĽM�����Ƶ������Π����߀�������Ƶ����ܡ����⣬SLM�������a���s�����������Â��y���g���죬�t��Ҫһϵ�������^�̣����Ķ���IJ��ϣ������M�����r�g�;�������ijЩ��r�£���������ʹ��SLM�����κ��y���췽�����o�����F�������SLM�ķ������x���Եؒ����ĩ�����Ķ��ۻ���ĩ�����Ә����M������SLM�У��M�������ڵװ��ϣ����������^x-yƽ���е�ÿ���ӡ���ÿ��֮�ͻ����������S���m��ĩ�ӳ��e��ԓ�^���B�m�؏ͣ�ֱ��������ɡ�SLM�^�����ĵĕr�g�ɷ֞����r�g���o���r�g����Ҫ�r�g���ۻ���ĩ������ĕr�g�����o���r�g�ǻ����ͺͷ�ĩ���e��
(؟�ξ���admin)

 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D��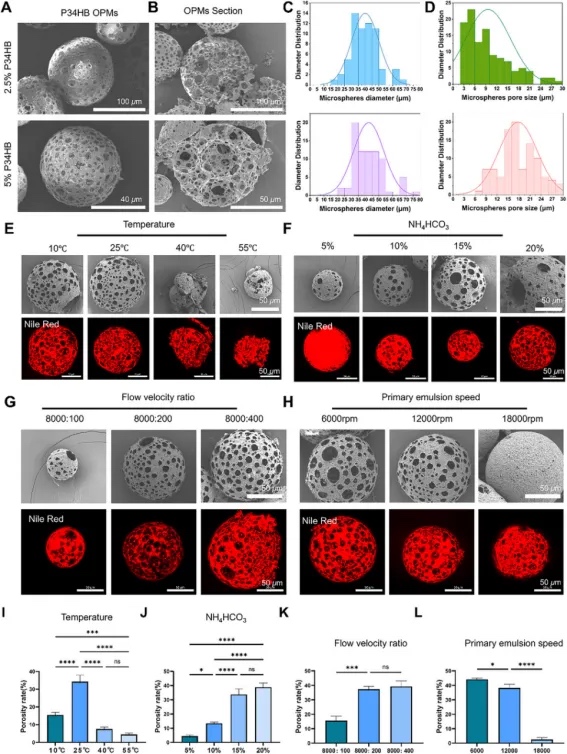 ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��������
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive����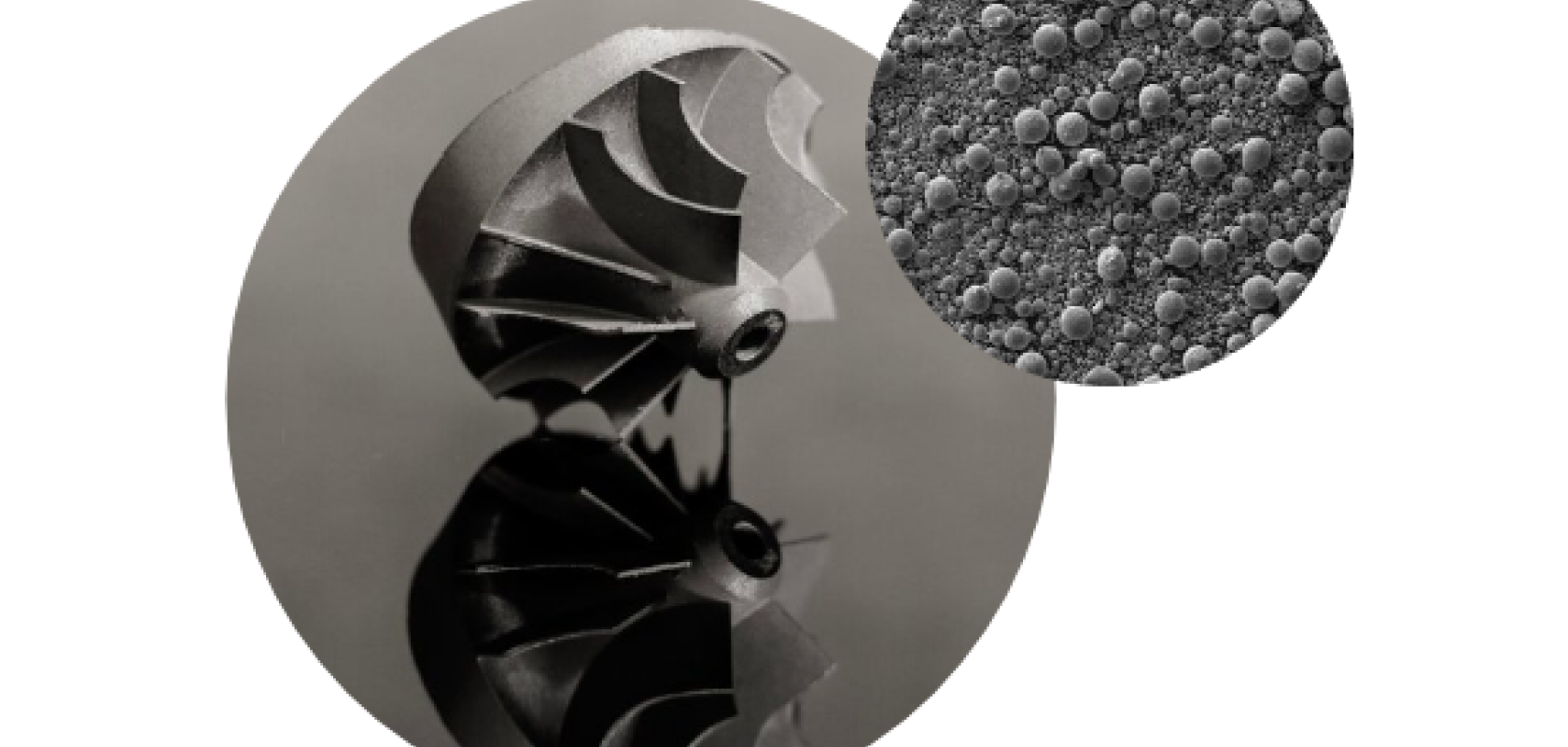 ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ����c����
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


