��ĩ�����ڽ������������е�ȱ�ݺͮ���(3)
�r�g��2023-01-06 11:03 ��Դ���L����G60������ ���ߣ�admin ��x����
���x������ּ���U����ĩ���������������^���г�Ҋ��ȱ��/���������γəC�ơ����Ğ�ڶ����֡�
1.4.ȱ�ݷ��
1.4.1.һ���@�Y��ȱ�ݺͮ���
һ����f��ȱ�ݿ���ͨ�^���N���w��ʽ�a�����D�Ƶ���Ʒ����ϣ���Ҫ��ͨ�^����1����ԭ�Ϸ�ĩ�D�Ƶ���ĩ���Pȱ�ݣ���2���ۻ��^���еļ���-��ĩ-��������ã�Ҳ�Q��ӹ����Pȱ�ݣ��Լ���3�����ڟ�̎�팧�µļӹ������Pȱ�ݣ��D6�������⣬�O�䡢����ʂ������OӋҲ��Ӱ�AM�����ȱ�ݵ��γɡ��������������г�Ҋ��ȱ����Ͱ������N��͵Ě�ף���δ�ۺϡ��ס��͜������w������ȱ����Ͱ�������ֲڶȡ����������ͽ���AM��ˇ�������̌��µ�׃�Σ��N�������������ƽ���AM��ȱ�ݵĮa�������ͨ�^�m���x����ϡ���ˇ����̎���O�Á����]�Ϳ���ȱ���γɺ��D�ƵęC�ơ�
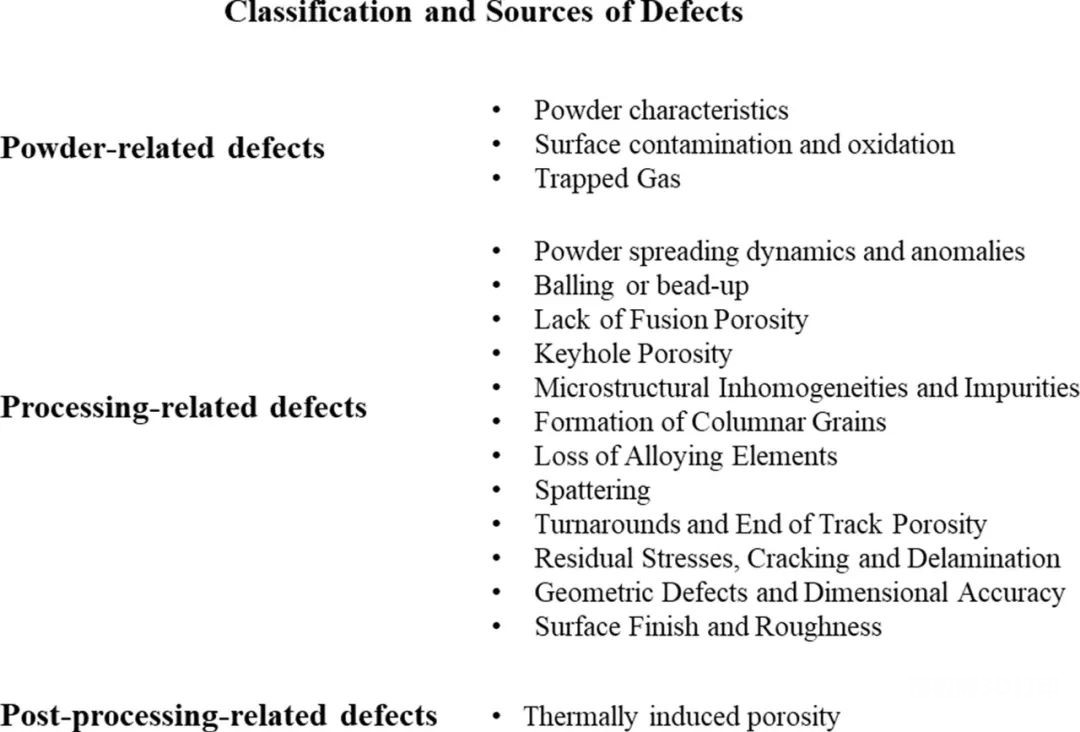
�D6 ��ĩ���ۺ����������е�ȱ��/�����γəC�Ʒ֞��������1����ĩ���Pȱ�ݣ���2���ӹ����Pȱ�ݣ��Լ���3���ӹ������Pȱ�ݡ�
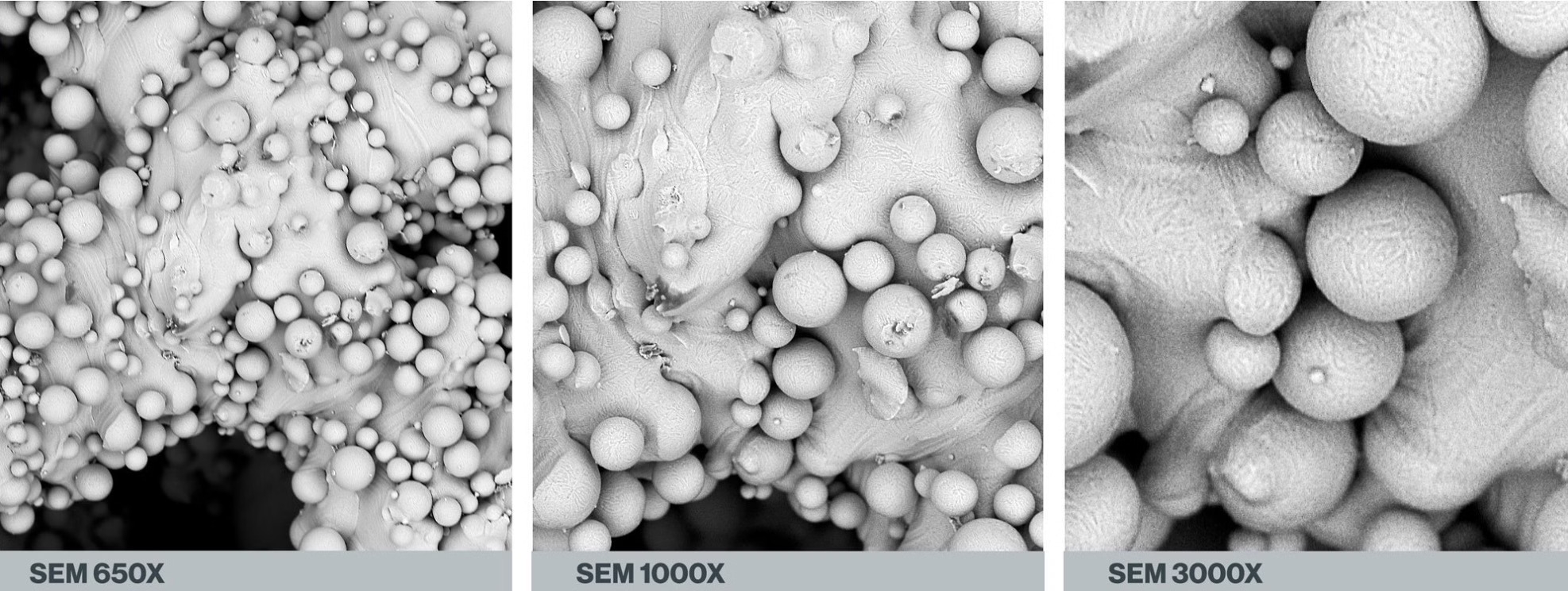
��ĩ���Pȱ�ݡ�ͨ������ĩ���ΑB�������ԡ�ƽ���ߴ�����ȷֲ���������Ⱦ�����ԕ�Ӱ���K�aƷ���|�������ܡ��ڻ������ڵ�AM��ˇ�У���ĩ����ֱ���ܵ���ĩ���a���g��Ӱ푣���ˮ�͚��w�F�������x���F�������x�����D늘O��ˇ�ȡ�ʹ�����η�ĩ���ԫ@�ø��ߵı��^�ܶȡ����ߵĶѷe�ܶȡ����õķ�ĩ�����Ժ⻬�ı���❍�ȣ�Ȼ�������η�ĩ�����a�ɱ��^�ߡ���PBF��ʹ�õļ��ۣ�<5��m�������^�ߕr�����ܕ��l����ĩ�Y�K���Ķ�����ĩ�ѷe�ܶȡ���ĩ�����Ժ���K����ܶȮa��ؓ��Ӱ푡�L-PBF��ʹ�õĵ������ȷ�����15�C45��m����E-PBF�Єtʹ��45�C110��m�Ĵַ�����
̎�����Pȱ�ݡ��S���о��ѽ��о��˼ӹ��������繦�ʡ������ٶȡ��Ӻ�����g��͒�����Ԍ���ͬȱ���γɵ�Ӱ푣���Ҫ�ǚ�Ϳ�����Ԕ�����f���ۺϿ�϶߅���ȱ������ͨ�^�۳�֮�g�Ƿ��������دB���_�����Դ_�������c�����ۻ�һ�Ρ����֮�£���϶��߅�猦��������еIJ������ԣ��Ķ����³��տs��������߅�磨�Q�顰���顱߅�磩�����w����ģʽ���۳�ë���������ԵĽM�ϛQ������������a�ٶȵ��������أ�ͬ�r����L-PBF AMϵ�y�ľ��ȣ����磬ͬ�r����ٶȺ��ʣ������wLOF���ͶѺ����߅�綨�x��һ����Ч�Ĺ�ˇ���ڣ��������a���x��ȫ�ܶȵ������ȫ�ܶȿ��������w�e�ܶ�>99.9%�Ę�Ʒ������ע�⣬��̎�����ڃ��Կ��ܴ����^��ȱ�ݣ��D7����
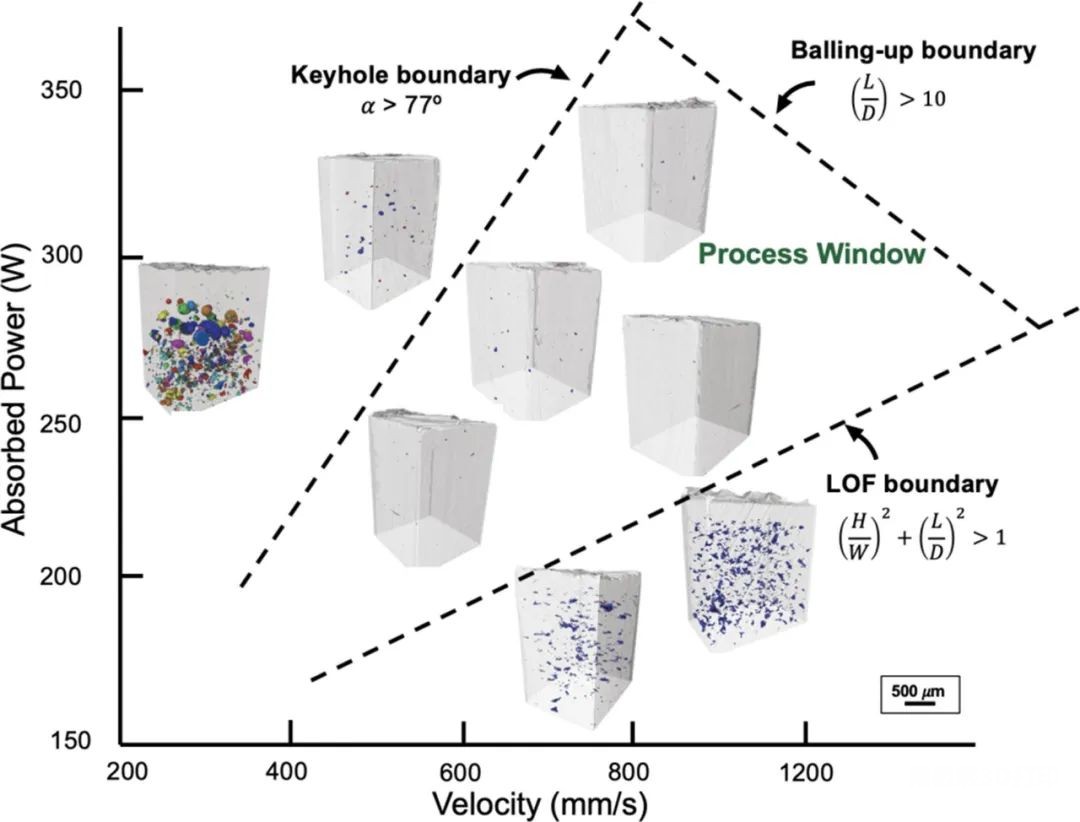
�D7 L-PBF����AM�е�ȱ���ΑB�ڹ����ٶȣ�P-V���ӹ��������g����ѭ���A�y��څ�ݡ�
���D��a���ͣ�b����ʾ����3.2�����Ƥ����ՊA���X���ϣ�ͬ�r���D�����ͲĿv����ֱ���ò��������ý��|��λ���Ͻ����Ԫ�صĴ��������˱�������Ĥ�����L�ٶȣ��@�Ǻ����^���п�϶���γɵ���Ҫԭ����ˣ��ں���ǰ��Ҫ����ע��ʂ���档��ɰ����ĥ��Ƥ���ϵı����Գ�ȥ�����ӡ��ѽ��l�FAA2196�ϵ������Ӻ����^�ߵĚ京������ˌ��v��AA2196�ı�����ĥ������0.2���ס�����̎����v������K��Ȟ�1.6 mm������ֱ����0.8 mm��AA4047��侀��
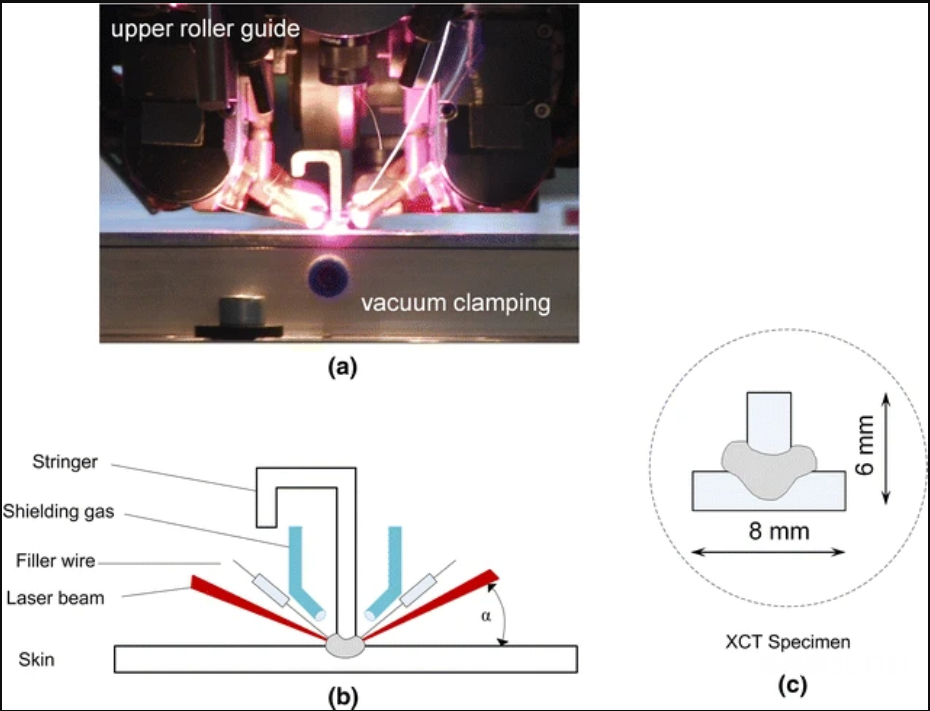
���⺸����Ƥ�v����ˇ��X�侀CT��Ʒ�����á�
����ȱ�ݣ����_�ѡ�׃�κͳ���߅�����ڴ�ӡ�ʹ�ӡ�D�����g���ܵ���vʷ��Ӱ푣�����ͨ�^�x���m���Ē�����ԺͲ����OӋ�������@Щȱ�ݡ�
(؟�ξ���admin)

 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D�� ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��������
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive����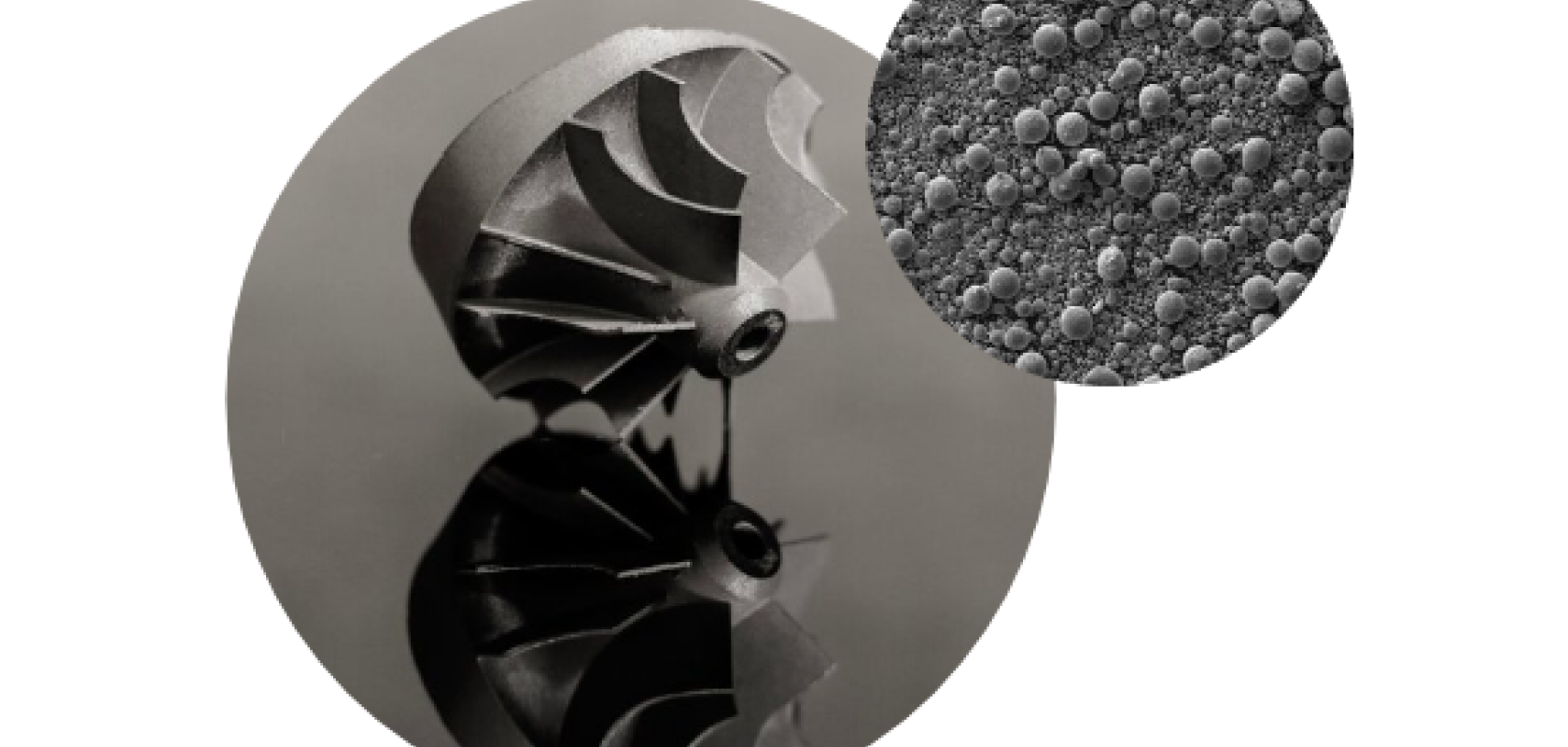 ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ����c����
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


